Download as pdf or txt
You might also like
- Revised Thesis ON BIRDocument15 pagesRevised Thesis ON BIRStephanie Dulay SierraNo ratings yet
- Reinhold Ebertin - Transits - What Days Favor You - American Federation of Astrologers (2015)Document128 pagesReinhold Ebertin - Transits - What Days Favor You - American Federation of Astrologers (2015)ukoszapavlinje100% (24)
- Table 7 - DWG NotesDocument6 pagesTable 7 - DWG NotesZASSNo ratings yet
- 2D Drawing NotesDocument6 pages2D Drawing NotesPioneer PaperboyNo ratings yet
- Sharpen (8X) : 1 1 Plate T 1.5Document1 pageSharpen (8X) : 1 1 Plate T 1.5andreas endrasNo ratings yet
- 40NB SDNR Valve BonnetDocument1 page40NB SDNR Valve BonnetMahendra PatilNo ratings yet
- Taller 1er Corte - Invest.Document9 pagesTaller 1er Corte - Invest.Julian Briceño MejíaNo ratings yet
- Final - Bai Tap SurfaceDocument6 pagesFinal - Bai Tap SurfaceHiếu HuỳnhNo ratings yet
- 60kg RailDocument1 page60kg RailbulganinNo ratings yet
- 60kg RailDocument1 page60kg RailArun ArumugamNo ratings yet
- Light SST 62 MeterDocument3 pagesLight SST 62 MeterAhmad MujahidNo ratings yet
- Test I: InstructionsDocument6 pagesTest I: InstructionsJustino LorenzoNo ratings yet
- Radni Komad 1 PDFDocument1 pageRadni Komad 1 PDFEmanuel ŠarčevićNo ratings yet
- Hyundai Robot Spec HS165,200Document4 pagesHyundai Robot Spec HS165,200Alces V0% (1)
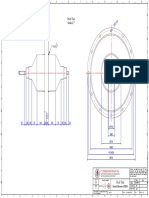
- Roata: Universitatea "Petrol - Gaze" PloiestiDocument1 pageRoata: Universitatea "Petrol - Gaze" PloiestiBadica Marius NicolaeNo ratings yet
- Roata PDFDocument1 pageRoata PDFBadica Marius NicolaeNo ratings yet
- Runtime Stack Lab 5-Su22Document1 pageRuntime Stack Lab 5-Su22temp tempNo ratings yet
- Test I: 'Xnh8QlyhuvlwDocument6 pagesTest I: 'Xnh8QlyhuvlwJustino LorenzoNo ratings yet
- Catalogo Racing MasterpowerDocument74 pagesCatalogo Racing MasterpowerVando FerreiraNo ratings yet
- Close Loop Profiles Problem PDFDocument2 pagesClose Loop Profiles Problem PDFJuan Esteban Rodriguez ONo ratings yet
- TP2016 001 Rev01 (Padeye Guide)Document3 pagesTP2016 001 Rev01 (Padeye Guide)kazdano100% (1)
- DocumentsDocument1 pageDocumentsdhuridevendra1984No ratings yet
- De 12 DSCHDocument1 pageDe 12 DSCHLnxNo ratings yet
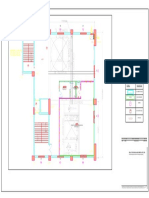
- Avesta Pharma-5tf Cre LayoutDocument1 pageAvesta Pharma-5tf Cre LayoutSaurabh KadamNo ratings yet
- Catalogo Racing Masterpower PDFDocument74 pagesCatalogo Racing Masterpower PDFJuan Carlos Vera Moscoso100% (1)
- SBCF - Rnav Torux 1a Rwy 16 - Sid - 20210225Document1 pageSBCF - Rnav Torux 1a Rwy 16 - Sid - 20210225Gabriel MNo ratings yet
- Draw 3Document1 pageDraw 3dinoardianto2526No ratings yet
- Page No. 2: Drawn: Date: Checked: DateDocument1 pagePage No. 2: Drawn: Date: Checked: Dateadmam jonesNo ratings yet
- Radial Engine DrawingsDocument13 pagesRadial Engine DrawingsARJUN BEDI204005No ratings yet
- Tablas 1 A 4 Ansi-Abma 7Document7 pagesTablas 1 A 4 Ansi-Abma 7Alejandro SomaNo ratings yet
- Botones 3Document1 pageBotones 3123 NpNo ratings yet
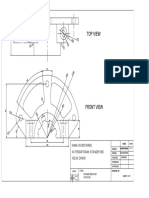
- Top View: Nama: Duventhiren No Pendaftaran: 01Dkm20F1065 Kelas: Dkm1BDocument1 pageTop View: Nama: Duventhiren No Pendaftaran: 01Dkm20F1065 Kelas: Dkm1BDuventhirenNo ratings yet
- 8732Rxx SpecDocument1 page8732Rxx SpecLepa PekarkaNo ratings yet
- Sigurnosna Osovina: Srps Iso 2768Document5 pagesSigurnosna Osovina: Srps Iso 2768rajko zajicNo ratings yet
- D1KPro Schematic Ver.10 FlagshipDocument1 pageD1KPro Schematic Ver.10 Flagshipgheorghe iancuNo ratings yet
- Dwnload Full Electric Circuits 1st Edition Kang Test Bank PDFDocument35 pagesDwnload Full Electric Circuits 1st Edition Kang Test Bank PDFpeterrodriguezcwbqomdksi100% (16)
- Blade+1Document1 pageBlade+1MJ DuNo ratings yet
- 560 140 Drawing Distribution: Thickness of Plate 1.2MmDocument1 page560 140 Drawing Distribution: Thickness of Plate 1.2MmJovelyn MillaresNo ratings yet
- Series: Static Three Wheel RollerDocument2 pagesSeries: Static Three Wheel Rolleragus yuliantoNo ratings yet
- Exdc Solution: Ganeshkumar Me Engine Er SCALE-1:1 S He Et-A2 Mat Erial-Cast Iron G Rade - A1 AlldinmmDocument1 pageExdc Solution: Ganeshkumar Me Engine Er SCALE-1:1 S He Et-A2 Mat Erial-Cast Iron G Rade - A1 AlldinmmGanesh kumarNo ratings yet
- Ultra Linear Hafler & KeroesDocument1 pageUltra Linear Hafler & KeroesAlfredo Meurer JuniorNo ratings yet
- Series: Static Three Wheel RollerDocument2 pagesSeries: Static Three Wheel RollerFahri Alvian NoorNo ratings yet
- Third Week (Class Work and Home Work)Document3 pagesThird Week (Class Work and Home Work)Mai AlafandyNo ratings yet
- For KidsDocument1 pageFor Kidstami ruizNo ratings yet
- Drawing - Hub Tension Ring 67BE08Document3 pagesDrawing - Hub Tension Ring 67BE08Rizki MWNo ratings yet
- ACCUSIM Tutorial ICEM16p2 Impeller 01Document1 pageACCUSIM Tutorial ICEM16p2 Impeller 01vicknesh vasmarNo ratings yet
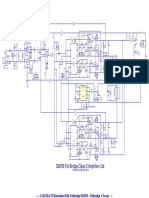
- D2KFB - Fullbridge V.2a PDFDocument1 pageD2KFB - Fullbridge V.2a PDFSahab Rathore100% (2)
- D2KFB - Fullbridge V.2aDocument1 pageD2KFB - Fullbridge V.2aDedik Velozs100% (1)
- Garrido 2dex2-7Document1 pageGarrido 2dex2-7Marc Anndrel GarridoNo ratings yet
- ClassD-Fullbridge V.2a PDFDocument1 pageClassD-Fullbridge V.2a PDFSahab RathoreNo ratings yet
- 20GMM11BR001 Rev00Document1 page20GMM11BR001 Rev00Avak ArmeniNo ratings yet
- (SID) RWY 15 Rnav Anrov 1A: 47 30 NotesDocument2 pages(SID) RWY 15 Rnav Anrov 1A: 47 30 NotesMatheus BrandtNo ratings yet
- Electric Circuits 1st Edition Kang Test BankDocument35 pagesElectric Circuits 1st Edition Kang Test Banknicoledickersonwmncpoyefk100% (28)
- Ballerinas - Melanie Monkey - BluubunnycrochetDocument15 pagesBallerinas - Melanie Monkey - Bluubunnycrochetjesica jaime80% (5)
- CAD Practice Exercise Vol 1 1Document12 pagesCAD Practice Exercise Vol 1 1Erick PiresNo ratings yet
- MIILLMAN2Document1 pageMIILLMAN2higherdas09No ratings yet
- JBL Digital 12 Bu120e Pa 2000 SCHDocument1 pageJBL Digital 12 Bu120e Pa 2000 SCHbernardNo ratings yet
- Proposal Drawing: Customer ApprovalDocument1 pageProposal Drawing: Customer Approvalphantuan080213No ratings yet
- Tugas 1 Cs SoketDocument1 pageTugas 1 Cs Soketilham dwi putraNo ratings yet
- Construct Your Squirrel Cage ElectromotorDocument2 pagesConstruct Your Squirrel Cage ElectromotorNitesh NagpalNo ratings yet
- Flexible Lab Automation With The MOTOMAN CSDA10FDocument4 pagesFlexible Lab Automation With The MOTOMAN CSDA10FIulia CostacheNo ratings yet
- Nonlinear Finite Element Analysis On Seismic PerfoDocument8 pagesNonlinear Finite Element Analysis On Seismic PerfoSang NguyenNo ratings yet
- L20Document11 pagesL20Sang NguyenNo ratings yet
- Pre-Test Seismic Evaluation of Drywall Partition Walls IntegratedDocument12 pagesPre-Test Seismic Evaluation of Drywall Partition Walls IntegratedSang NguyenNo ratings yet
- Evaluation of The Composite Action of Cold Formed Steel Buil - 2023 - Thin WalleDocument21 pagesEvaluation of The Composite Action of Cold Formed Steel Buil - 2023 - Thin WalleSang NguyenNo ratings yet
- Basics of Continuous Casting of Steel - Steel Casting ProcessDocument3 pagesBasics of Continuous Casting of Steel - Steel Casting ProcessSang NguyenNo ratings yet
- L9Document14 pagesL9Sang NguyenNo ratings yet
- L5Document17 pagesL5Sang NguyenNo ratings yet
- L19Document13 pagesL19Sang NguyenNo ratings yet
- L8Document14 pagesL8Sang NguyenNo ratings yet
- Experiments and Finite Element Modelling of Screw Pattern of Self-DrillingDocument18 pagesExperiments and Finite Element Modelling of Screw Pattern of Self-DrillingSang NguyenNo ratings yet
- L4Document16 pagesL4Sang NguyenNo ratings yet
- Vietnam National University - Hochiminh City Ho Chi Minh City University of Technology Faculty of Mechanical EngineeringDocument42 pagesVietnam National University - Hochiminh City Ho Chi Minh City University of Technology Faculty of Mechanical EngineeringSang NguyenNo ratings yet
- Analysis of Additional Load and Fatigue Life of Preloaded BoltsDocument20 pagesAnalysis of Additional Load and Fatigue Life of Preloaded BoltsSang NguyenNo ratings yet
- External Gear Pump High Performance Azpf: RE 10089/2021-03-30 Replaces: 2020-05-18Document76 pagesExternal Gear Pump High Performance Azpf: RE 10089/2021-03-30 Replaces: 2020-05-18Sang NguyenNo ratings yet
- Bpe300 Um enDocument37 pagesBpe300 Um encaioalmeida492No ratings yet
- An Improved Frequency Compensation Technique For CMOS Operational AmplifiersDocument5 pagesAn Improved Frequency Compensation Technique For CMOS Operational AmplifiersSajjad HossainNo ratings yet
- Comptia A+ 220-601 Practice Test QuestionsDocument32 pagesComptia A+ 220-601 Practice Test Questionsmidnight sun fanNo ratings yet
- Semester (1.5y) : Sarhad Intitue of Resarch and Education Lakki MarwatDocument6 pagesSemester (1.5y) : Sarhad Intitue of Resarch and Education Lakki MarwatSadam IrshadNo ratings yet
- Difference Equations For FIR and IIR Filters: ObjectivesDocument8 pagesDifference Equations For FIR and IIR Filters: ObjectivesAldon JimenezNo ratings yet
- BGAS Question AnswerDocument14 pagesBGAS Question Answerراجہ شہزاد انور100% (1)
- Silibus Diesel CommanrailDocument2 pagesSilibus Diesel CommanrailPokcik ZaidNo ratings yet
- Distribution of Experiments (RU-23)Document2 pagesDistribution of Experiments (RU-23)alifarafatbiplobyNo ratings yet
- KSB PUMPS Co. Ama DrainerDocument2 pagesKSB PUMPS Co. Ama DrainerHuzaifa KhanNo ratings yet
- Transcript PDFDocument1 pageTranscript PDFapi-486098227No ratings yet
- Capitulos GuiaDocument100 pagesCapitulos GuiaRicardo ValverdeNo ratings yet
- Chapter 2 SlidesDocument66 pagesChapter 2 SlidesHeriansyah NajemiNo ratings yet
- 5B Lesson Worksheet 7.1A: Instant Example 1 Instant Practice 1Document2 pages5B Lesson Worksheet 7.1A: Instant Example 1 Instant Practice 1Karson ChanNo ratings yet
- Microwave Drying 2010Document7 pagesMicrowave Drying 2010Griet Van VaerenberghNo ratings yet
- El Ácido ClorogénicoDocument10 pagesEl Ácido ClorogénicoJonatan VelezNo ratings yet
- Glycerine TDSDocument1 pageGlycerine TDSsivathanuNo ratings yet
- Experiment # 07 OBJECT: To Perform Recrystallization of Salicylic Acid. RequirementsDocument3 pagesExperiment # 07 OBJECT: To Perform Recrystallization of Salicylic Acid. RequirementsAhmad Jamal HashmiNo ratings yet
- Ce 023 Module 5 and 6Document9 pagesCe 023 Module 5 and 6George YanelaNo ratings yet
- Syncfusion File FormatsDocument229 pagesSyncfusion File Formatszuhair haroon KhanNo ratings yet
- C8051F380 USB MCU OverviewDocument43 pagesC8051F380 USB MCU OverviewjuenkkinNo ratings yet
- Flooded CondensersDocument13 pagesFlooded Condensersstreamt100% (1)
- Sound Short Answer Based Questions: S.N. Column A (Frequency)Document6 pagesSound Short Answer Based Questions: S.N. Column A (Frequency)Madhukar BhagatNo ratings yet
- M257 316 2012 Lecture 24 PDFDocument6 pagesM257 316 2012 Lecture 24 PDFTeferiNo ratings yet
- 4 Stoichiometry PDFDocument8 pages4 Stoichiometry PDFHakim Abbas Ali PhalasiyaNo ratings yet
- Neutralization Scrubbers - EN PDFDocument3 pagesNeutralization Scrubbers - EN PDFThe EngineerNo ratings yet
- Manual Efis 5.0Document448 pagesManual Efis 5.0AndresLopezMllanNo ratings yet
- Iotsec OdtDocument745 pagesIotsec OdtLeonardo LatorreNo ratings yet
- Convergence of Random Variables - WikipediaDocument17 pagesConvergence of Random Variables - Wikipediasandeep aNo ratings yet