Download as pdf or txt
You might also like
- D&T Department Handbook 2014 05112014Document83 pagesD&T Department Handbook 2014 05112014designmra100% (1)
- TOPIC 4 ER ModelingDocument37 pagesTOPIC 4 ER ModelingNowlghtNo ratings yet
- Ap1152 RPTRDocument5 pagesAp1152 RPTRKRISHNAN ELANGOVANNo ratings yet
- Ap1153 RPTRDocument5 pagesAp1153 RPTRKRISHNAN ELANGOVANNo ratings yet
- Work Handling,: Insruction TransportationDocument7 pagesWork Handling,: Insruction Transportationrajnish14feb8516No ratings yet
- Colour Lab Light Box Cal CertDocument1 pageColour Lab Light Box Cal CertKazi ShorifNo ratings yet
- WPS PQR CompressedDocument5 pagesWPS PQR CompressedBalaje MantravadiNo ratings yet
- F, CCT: Oe EeaDocument2 pagesF, CCT: Oe Eeaabdulla kasimNo ratings yet
- Packing ListDocument1 pagePacking ListS DasNo ratings yet
- SPECIFICATION TREATMENT Cr3Document5 pagesSPECIFICATION TREATMENT Cr3Nida KamilaNo ratings yet
- Las Doc X 70 Hyundai MetDocument24 pagesLas Doc X 70 Hyundai MetdvsdNo ratings yet
- 欧宝锅炉 Mission 系统1Document383 pages欧宝锅炉 Mission 系统1JUN ZHOUNo ratings yet
- SIEMENS Rly PNL Drgs-1Document12 pagesSIEMENS Rly PNL Drgs-1Amit Kundu DVCNo ratings yet
- Iqwq Ce KRMCD d6 0952.0.ifuDocument32 pagesIqwq Ce KRMCD d6 0952.0.ifuHasan AlmatroodNo ratings yet
- Procedure For Joint CoatingDocument10 pagesProcedure For Joint CoatingAjit Kumar RoutNo ratings yet
- A286 GIGLM 1004 PJ DOC QAR R 0006 Welding ConsumableDocument8 pagesA286 GIGLM 1004 PJ DOC QAR R 0006 Welding ConsumableMahesh PanditNo ratings yet
- 305-78-Me-Dts-00020 (171-T202)Document9 pages305-78-Me-Dts-00020 (171-T202)Gorkem DoraNo ratings yet
- Calibration HammerDocument2 pagesCalibration Hammerraju_420034520No ratings yet
- Other DocumentsDocument16 pagesOther DocumentsSekharam KoppineediNo ratings yet
- Ekd Code - 2C2 4 220Kv Gss at Sanchore S/S: ElevationDocument1 pageEkd Code - 2C2 4 220Kv Gss at Sanchore S/S: ElevationVibhor ChourasiyaNo ratings yet
- J-22 Magnetic Particle Inspection Report No.59Document1 pageJ-22 Magnetic Particle Inspection Report No.59Yousab CreatorNo ratings yet
- NCR SampleDocument1 pageNCR SampleMd ShariqueNo ratings yet
- Minimum DistanceDocument1 pageMinimum DistanceWahono KrismantonoNo ratings yet
- A106 Pipe MTCDocument2 pagesA106 Pipe MTCSocial FactsNo ratings yet
- Skid 1 - Foundation Load Table: Dead Weight (LB) Wind Load (120 MPH) Load (LBF) Load (LBF) S 0.825gDocument3 pagesSkid 1 - Foundation Load Table: Dead Weight (LB) Wind Load (120 MPH) Load (LBF) Load (LBF) S 0.825gomarNo ratings yet
- CHAPTER 07 - Reinforced Cement Concrete (RCC) WorksDocument18 pagesCHAPTER 07 - Reinforced Cement Concrete (RCC) WorksMd.Rezaul IslamNo ratings yet
- Flexaboard TLHDocument1 pageFlexaboard TLHMuhammad Farid JanudinNo ratings yet
- 12V DC Pin Hole TesterDocument1 page12V DC Pin Hole TesterjamilNo ratings yet
- $ni) ) Ffi: (Liis)Document1 page$ni) ) Ffi: (Liis)আশার আলোNo ratings yet
- 222 34-10-7 Well Testing Report DST2Document62 pages222 34-10-7 Well Testing Report DST2evio guierrezNo ratings yet
- Inv 0157 SS TradingDocument1 pageInv 0157 SS Tradingnaveengowdru482No ratings yet
- Data Sheet: EnpplDocument2 pagesData Sheet: EnpplMo ZeroNo ratings yet
- Data Sheet: EnpplDocument2 pagesData Sheet: EnpplMo ZeroNo ratings yet
- 20-2538 Flow MeterDocument146 pages20-2538 Flow MeterUsama SheikhNo ratings yet
- Radiographic Testing ProcedureDocument28 pagesRadiographic Testing ProcedureAbdulrahman TahaNo ratings yet
- MTC 29.2.24Document9 pagesMTC 29.2.24RonakNo ratings yet
- Datasheet Pressure & DP Transmitter For Teluk LamongDocument3 pagesDatasheet Pressure & DP Transmitter For Teluk LamongsswahyudiNo ratings yet
- PQR 1Document2 pagesPQR 1Mecon HyderabadNo ratings yet
- Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageCompany Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Fumigation Inv# 1422Document1 pageFumigation Inv# 1422sainicargoservicespvtltd20No ratings yet
- Usonic Level Transmitter Instrument Data Sheet: IFC - Issued For ConstructionDocument3 pagesUsonic Level Transmitter Instrument Data Sheet: IFC - Issued For ConstructionJhonatan RodriguezNo ratings yet
- QPE002342 - Technical BidDocument136 pagesQPE002342 - Technical BidMuhammed TamerNo ratings yet
- Technical Submittal For Transformer PDFDocument13 pagesTechnical Submittal For Transformer PDFBajibabu ProdduturiNo ratings yet
- Petronas Carigali Sdn. BHD.: Objective Programme (Routine Wireline)Document2 pagesPetronas Carigali Sdn. BHD.: Objective Programme (Routine Wireline)Rick Raynold ClaudiusNo ratings yet
- Ii (Dustrial Inspecti N Training (IITS) A L-Eading NDT: CornparryDocument1 pageIi (Dustrial Inspecti N Training (IITS) A L-Eading NDT: Cornparryআশার আলোNo ratings yet
- Thyrister DetailsDocument1 pageThyrister Detailsucb2_ntpcNo ratings yet
- SWCC Acceptance Notice For Rel No.29-100inchx20.62mm WTDocument3 pagesSWCC Acceptance Notice For Rel No.29-100inchx20.62mm WTAlam MD SazidNo ratings yet
- A325M - M24x70Document3 pagesA325M - M24x70nam nguyengiangNo ratings yet
- BMS34A00199Document3 pagesBMS34A00199Rohit Parmar (Computer Operator, Bangalore)No ratings yet
- LLM RQ NCR 0001Document1 pageLLM RQ NCR 0001Trần Văn ĐộNo ratings yet
- CO2 System 9 TBGT 22 Okt 2021Document1 pageCO2 System 9 TBGT 22 Okt 2021Ahmad Sigit CahyadhiNo ratings yet
- WPS 1aDocument2 pagesWPS 1aPrasenjit BhanjaNo ratings yet
- Data Sheet For Gate Valve: TitleDocument2 pagesData Sheet For Gate Valve: TitlechintanNo ratings yet
- Img 20190719 0004 PDFDocument1 pageImg 20190719 0004 PDFNav TalukdarNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- QECX61Document1 pageQECX61Thushianthan KandiahNo ratings yet
- Gtaw Smaw 6inchx7,11mm 6GDocument12 pagesGtaw Smaw 6inchx7,11mm 6GBoran YelkenciogluNo ratings yet
- Drum Data Sheet: Ctci CorporationDocument4 pagesDrum Data Sheet: Ctci Corporationjdaig17No ratings yet
- MF-84 Inspection Report For Boiler Plant PDFDocument151 pagesMF-84 Inspection Report For Boiler Plant PDFThanh Nghị BùiNo ratings yet
- Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageCompany Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsRating: 5 out of 5 stars5/5 (1)
- DPR BWPRP4 Ocean303 30.03.18Document1 pageDPR BWPRP4 Ocean303 30.03.18KRISHNAN ELANGOVANNo ratings yet
- Bdp-Bcpa3 & BLQ3 - DPR 05-07-2017Document2 pagesBdp-Bcpa3 & BLQ3 - DPR 05-07-2017KRISHNAN ELANGOVANNo ratings yet
- DPR-C8MFP - LTS3000 - 008 Dated On 11.03.2020Document1 pageDPR-C8MFP - LTS3000 - 008 Dated On 11.03.2020KRISHNAN ELANGOVANNo ratings yet
- DPR BWPRP4 Ocean303 02.04.18Document1 pageDPR BWPRP4 Ocean303 02.04.18KRISHNAN ELANGOVANNo ratings yet
- Bdp-Bcpa3 & BLQ3 - DPR 04-07-2017Document2 pagesBdp-Bcpa3 & BLQ3 - DPR 04-07-2017KRISHNAN ELANGOVANNo ratings yet
- Bdp-Bcpa3 & BLQ3 - DPR 07-07-2017Document2 pagesBdp-Bcpa3 & BLQ3 - DPR 07-07-2017KRISHNAN ELANGOVANNo ratings yet
- DPR BWPRP4 Ocean303 14.03.18Document1 pageDPR BWPRP4 Ocean303 14.03.18KRISHNAN ELANGOVANNo ratings yet
- Bdp-Bcpa3 & BLQ3 - DPR 03-07-2017Document2 pagesBdp-Bcpa3 & BLQ3 - DPR 03-07-2017KRISHNAN ELANGOVANNo ratings yet
- DPR BWPRP4 Ocean303 12.03.18Document1 pageDPR BWPRP4 Ocean303 12.03.18KRISHNAN ELANGOVANNo ratings yet
- DPR-Saujana Tiga-08.01.2016Document1 pageDPR-Saujana Tiga-08.01.2016KRISHNAN ELANGOVANNo ratings yet
- DPR BWPRP4 Ocean303 09.03.18Document1 pageDPR BWPRP4 Ocean303 09.03.18KRISHNAN ELANGOVANNo ratings yet
- DPR-Saujana Tiga-02.02.2016Document1 pageDPR-Saujana Tiga-02.02.2016KRISHNAN ELANGOVANNo ratings yet
- DPR-NQO-N7-Saujana Tiga - 05-05-2016Document1 pageDPR-NQO-N7-Saujana Tiga - 05-05-2016KRISHNAN ELANGOVANNo ratings yet
- DPR-C8MFP - LTS3000 - 009 Dated On 27.02.2020Document1 pageDPR-C8MFP - LTS3000 - 009 Dated On 27.02.2020KRISHNAN ELANGOVANNo ratings yet
- DPR-Saujana Tiga-09.01.2016Document1 pageDPR-Saujana Tiga-09.01.2016KRISHNAN ELANGOVANNo ratings yet
- Pa 021 057 00 12 Ind Fsi Ir 004Document76 pagesPa 021 057 00 12 Ind Fsi Ir 004KRISHNAN ELANGOVANNo ratings yet
- DPR-C8MFP - LTS3000 - 007 Dated On 25.02.2020Document1 pageDPR-C8MFP - LTS3000 - 007 Dated On 25.02.2020KRISHNAN ELANGOVANNo ratings yet
- Ap1153 RPTRDocument5 pagesAp1153 RPTRKRISHNAN ELANGOVANNo ratings yet
- DPR-C8MFP - LTS3000 - 002 Dated On 20.02.2020Document1 pageDPR-C8MFP - LTS3000 - 002 Dated On 20.02.2020KRISHNAN ELANGOVANNo ratings yet
- Ap1152 MLDocument6 pagesAp1152 MLKRISHNAN ELANGOVANNo ratings yet
- Fit-Up & Weld VisualDocument10 pagesFit-Up & Weld VisualKRISHNAN ELANGOVANNo ratings yet
- BS 196-21Document48 pagesBS 196-21KRISHNAN ELANGOVANNo ratings yet
- BRKRST 2559Document85 pagesBRKRST 2559ritikaNo ratings yet
- Stefan Ilic CV-EnglishDocument3 pagesStefan Ilic CV-EnglishStefan IlicNo ratings yet
- Presentation of 8051Document178 pagesPresentation of 8051sivar22No ratings yet
- CHG PDFDocument39 pagesCHG PDFMie GorengRacerNo ratings yet
- Wireless Motorola MC 9500 Manual PDFDocument112 pagesWireless Motorola MC 9500 Manual PDFnelson_santosNo ratings yet
- Drafting Transmission Plan and Profile Drawings Directly From PLS-CADDDocument41 pagesDrafting Transmission Plan and Profile Drawings Directly From PLS-CADDGajendra SinghNo ratings yet
- Overview On PVSystDocument10 pagesOverview On PVSystpreeti kumari sahuNo ratings yet
- Gram Panchayat PortalDocument8 pagesGram Panchayat PortalLife HistoryNo ratings yet
- Micro Electromechanical Systems (Mems) : Seminar ReportDocument7 pagesMicro Electromechanical Systems (Mems) : Seminar ReportThe REBELNo ratings yet
- Planning and Scheduling - CPMDocument30 pagesPlanning and Scheduling - CPMTeguh Setyo PurwantoNo ratings yet
- Nama Barang TopedDocument4 pagesNama Barang TopedChardina NababanNo ratings yet
- Power Xpert UX ManualDocument65 pagesPower Xpert UX Manualaquaboy1024No ratings yet
- User Manual For Naxys Ethernet Hydrophone Model 02345 Manual - February 2008Document20 pagesUser Manual For Naxys Ethernet Hydrophone Model 02345 Manual - February 2008JAIME CIFUENTESNo ratings yet
- Fsd-Question Bank - Imp (Gtu Papers)Document2 pagesFsd-Question Bank - Imp (Gtu Papers)Babi PandyaNo ratings yet
- Samsung Webcam Smartcam Wifi Home Security Camera ProspectoDocument2 pagesSamsung Webcam Smartcam Wifi Home Security Camera ProspectoajiNo ratings yet
- 2008-2009 Ssang Yong Rexton Y285 Owner ManualDocument623 pages2008-2009 Ssang Yong Rexton Y285 Owner Manualbogdanxp2000No ratings yet
- IDOC TutorialDocument96 pagesIDOC TutorialSenthil NayagamNo ratings yet
- ConSteel - ENG PDFDocument3 pagesConSteel - ENG PDFVengNo ratings yet
- DT-40Pro User ManualDocument10 pagesDT-40Pro User ManualPrypiat 0No ratings yet
- 2K18 PS 007 Cbcs REG Slip PDFDocument1 page2K18 PS 007 Cbcs REG Slip PDFAkash Rai 2k18ps007No ratings yet
- ZEBRA 105sl UmDocument132 pagesZEBRA 105sl UmTóth LászlóNo ratings yet
- AERO Q108 Article2Document10 pagesAERO Q108 Article2sebastienNo ratings yet
- Intel® Desktop Board DX48BT2 Product Guide: Order Number: E27416-001Document86 pagesIntel® Desktop Board DX48BT2 Product Guide: Order Number: E27416-001Joao GuilhermeNo ratings yet
- XCFR2.E60425 - Terminal Blocks - Component - UL Product IQDocument187 pagesXCFR2.E60425 - Terminal Blocks - Component - UL Product IQRahul Kumar Singh (IPR and Product Safety Compliance)No ratings yet
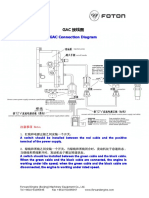
- GAC Connection Diagram PDFDocument1 pageGAC Connection Diagram PDFThomasRudyNo ratings yet
- Codelist 11Document2,825 pagesCodelist 11کانال اخبارNo ratings yet
- Bo FTD - 42-2020 - DT 14.01.2022 - PQ Testing Temporary Arrangent Till 31.03.2022Document3 pagesBo FTD - 42-2020 - DT 14.01.2022 - PQ Testing Temporary Arrangent Till 31.03.2022Ashwathy SudeepNo ratings yet
- Beroulle 2017Document63 pagesBeroulle 2017alexanderfortis8628No ratings yet