Download as pdf or txt
You might also like
- ACLS Study Guide NewDocument35 pagesACLS Study Guide NewNIRANJANA SHALINI100% (1)
- Conveyor Control Using Programmable Logic ControllerDocument7 pagesConveyor Control Using Programmable Logic ControllerdanwNo ratings yet
- Transfer PricingDocument8 pagesTransfer PricingAnamir Bello Carillo50% (2)
- Steam SilencerDocument3 pagesSteam SilencerAntonio Perez100% (1)
- PLC2Document5 pagesPLC2alifadhil989898No ratings yet
- Unit Iv Programming Logic Controllers Introduction To PLC: ME 8791 Mechatronics Mechanical Engineering 2021-22Document27 pagesUnit Iv Programming Logic Controllers Introduction To PLC: ME 8791 Mechatronics Mechanical Engineering 2021-22GopinathNo ratings yet
- 04 - Step by Sptep Procedure For The Usage of Crouzet Millenium 3 PLC With ExercisesDocument225 pages04 - Step by Sptep Procedure For The Usage of Crouzet Millenium 3 PLC With Exercises447 KusumanjaliNo ratings yet
- PLC Notes-3Document32 pagesPLC Notes-3PravinNo ratings yet
- PLC Based Sequential Batch Process CONTROL System1Document27 pagesPLC Based Sequential Batch Process CONTROL System1Ritesh Vaishnav100% (1)
- Programmable Logic ControllersDocument14 pagesProgrammable Logic ControllersStefan BotaNo ratings yet
- PLC 1Document27 pagesPLC 1Juan Sánchez LópezNo ratings yet
- PLC Workshop 1-2 DayDocument120 pagesPLC Workshop 1-2 DayHamza Khan Khattak100% (1)
- Programmable Logic ControllerDocument25 pagesProgrammable Logic Controllermanoj4sivaNo ratings yet
- Programmable Logic Controller: What Is A PLC?Document22 pagesProgrammable Logic Controller: What Is A PLC?Shuaib AbdulmuhizNo ratings yet
- Programmable Logic ControllersDocument11 pagesProgrammable Logic ControllersLoriedel GondaNo ratings yet
- PLC QuestionsDocument17 pagesPLC QuestionsbahyNo ratings yet
- PLCDocument36 pagesPLCsonhack96No ratings yet
- Ch1 Overview 4502734Document51 pagesCh1 Overview 4502734khaled99No ratings yet
- CIM Lecture Notes 10Document12 pagesCIM Lecture Notes 10rzrasa100% (1)
- Een 11 Finals Lec3Document16 pagesEen 11 Finals Lec3lavadiajhonNo ratings yet
- Nns Notes Ie PLCDocument13 pagesNns Notes Ie PLCNarendra SinhaNo ratings yet
- PLC Industrial AutoDocument17 pagesPLC Industrial Autoselar7347No ratings yet
- Programmable Logic Controller: Need For PLCDocument20 pagesProgrammable Logic Controller: Need For PLCmkumar_234155No ratings yet
- IA Lab Experiments AllDocument47 pagesIA Lab Experiments Allraj251003No ratings yet
- Intro To PLC, Its Function, and ApplicationDocument24 pagesIntro To PLC, Its Function, and ApplicationHassan M KhanNo ratings yet
- Automating Manufacturing Systems Presentation Rev 4Document89 pagesAutomating Manufacturing Systems Presentation Rev 4tarekamininfoNo ratings yet
- PLCDocument39 pagesPLCVishwadhar ShreedharNo ratings yet
- Introduction To PLCDocument14 pagesIntroduction To PLCMeowwwewNo ratings yet
- PLC htc2009Document90 pagesPLC htc2009mahmoudNo ratings yet
- Chapter 1 - PLC Overview - ADocument55 pagesChapter 1 - PLC Overview - Atranthanhlong1443No ratings yet
- PLC 1703025724Document14 pagesPLC 1703025724Yeyen RoyhanNo ratings yet
- PLC Level 1Document6 pagesPLC Level 1Ranja CyrusNo ratings yet
- PLC and PLC TechnologiesDocument28 pagesPLC and PLC Technologieskatjinomasa kavetuNo ratings yet
- Programmable Logic ControllerDocument6 pagesProgrammable Logic ControllerSEP-PublisherNo ratings yet
- Athar File111Document35 pagesAthar File111atharNo ratings yet
- PLC Interview QuestionsDocument2 pagesPLC Interview QuestionsSushant100% (1)
- PLC - Logic GatesDocument14 pagesPLC - Logic GatesAakash VirdheNo ratings yet
- Programmable Logic Controller PLCDocument53 pagesProgrammable Logic Controller PLCokk chuNo ratings yet
- Learn The Basics and Hardware Components of PLC 2. Understand Configuration of PLC 3. Study Various Building Blocks of PLCDocument5 pagesLearn The Basics and Hardware Components of PLC 2. Understand Configuration of PLC 3. Study Various Building Blocks of PLCAdarsh SriwastvaNo ratings yet
- Chapter 1Document71 pagesChapter 1Adham AzmiNo ratings yet
- IA FinalDocument37 pagesIA FinalRoshan SuvarnaNo ratings yet
- Introduction To PLCDocument58 pagesIntroduction To PLCAmmar AlkindyNo ratings yet
- PLC Interview Q&ADocument2 pagesPLC Interview Q&ASalah Eldeen GasimNo ratings yet
- PLC SheetDocument54 pagesPLC SheetAmmar AlkindyNo ratings yet
- Case Study Autoclave AutomationDocument8 pagesCase Study Autoclave AutomationÖZER YILDIRIMNo ratings yet
- PLC Interview Questions With Answers Part 1Document54 pagesPLC Interview Questions With Answers Part 1Hagos AlemNo ratings yet
- LECTURE 12 - Digital ControllersDocument9 pagesLECTURE 12 - Digital Controllersmolamoe11No ratings yet
- Unit-I Introduction To PLC: What Is The Programmable Logic Controller (PLC) ?Document17 pagesUnit-I Introduction To PLC: What Is The Programmable Logic Controller (PLC) ?Bandi vennelaNo ratings yet
- Ee415 LT 1Document19 pagesEe415 LT 1ehero33gNo ratings yet
- Adaptive Control For Machine ToolsDocument49 pagesAdaptive Control For Machine ToolsRahul DasNo ratings yet
- Programmable Logic Controller: Engr - Jama Adam SalahDocument158 pagesProgrammable Logic Controller: Engr - Jama Adam Salahjustus KamenyeNo ratings yet
- Programmable Logic Controller and Its ApplicationsDocument5 pagesProgrammable Logic Controller and Its Applicationssumit100% (1)
- Conveyor Control Using Programmable Logic ControllerDocument7 pagesConveyor Control Using Programmable Logic ControllerWann RexroNo ratings yet
- UntitledDocument48 pagesUntitledMohammed EhabNo ratings yet
- PLC IntroductionDocument30 pagesPLC IntroductionHarish YNo ratings yet
- INTRODUCTION TO PLCSDocument53 pagesINTRODUCTION TO PLCSmojalefamogale178No ratings yet
- PLC Interview QuestionsDocument4 pagesPLC Interview QuestionsShashikant PrasadNo ratings yet
- Document From SKDocument63 pagesDocument From SKSrikanth RajaNo ratings yet
- PLC Solution BookDocument49 pagesPLC Solution BookJagadeesh Rajamanickam71% (14)
- PLC: Programmable Logic Controller – Arktika.: EXPERIMENTAL PRODUCT BASED ON CPLD.From EverandPLC: Programmable Logic Controller – Arktika.: EXPERIMENTAL PRODUCT BASED ON CPLD.No ratings yet
- PLC Programming Using RSLogix 500 & Industrial Applications: Learn ladder logic step by step with real-world applicationsFrom EverandPLC Programming Using RSLogix 500 & Industrial Applications: Learn ladder logic step by step with real-world applicationsRating: 5 out of 5 stars5/5 (1)
- Preliminary Specifications: Programmed Data Processor Model Three (PDP-3) October, 1960From EverandPreliminary Specifications: Programmed Data Processor Model Three (PDP-3) October, 1960No ratings yet
- New Doc 2019-09-28 18.16.42Document1 pageNew Doc 2019-09-28 18.16.42KRISHNA KANT GUPTANo ratings yet
- Chapter5 Automatic Inspection System CMMDocument9 pagesChapter5 Automatic Inspection System CMMKRISHNA KANT GUPTANo ratings yet
- Mechanical Engg SyllabusDocument33 pagesMechanical Engg SyllabusKRISHNA KANT GUPTANo ratings yet
- Cad NotesDocument25 pagesCad NotesKRISHNA KANT GUPTANo ratings yet
- Technology 1Document37 pagesTechnology 1KRISHNA KANT GUPTANo ratings yet
- Automatic ControlDocument6 pagesAutomatic ControlKRISHNA KANT GUPTANo ratings yet
- Technology 2Document30 pagesTechnology 2KRISHNA KANT GUPTANo ratings yet
- Cad Nts (Maya)Document19 pagesCad Nts (Maya)KRISHNA KANT GUPTANo ratings yet
- Factory CommunicationDocument11 pagesFactory CommunicationKRISHNA KANT GUPTANo ratings yet
- Elephant and FriendDocument1 pageElephant and FriendKRISHNA KANT GUPTANo ratings yet
- MMPM 01 Solved Assignment 23Document14 pagesMMPM 01 Solved Assignment 23KRISHNA KANT GUPTANo ratings yet
- Origin of The EarthDocument3 pagesOrigin of The EarthKRISHNA KANT GUPTANo ratings yet
- Human Values A.N. DUTTA-1Document20 pagesHuman Values A.N. DUTTA-1KRISHNA KANT GUPTANo ratings yet
- Profit and Loss Part 0Document4 pagesProfit and Loss Part 0KRISHNA KANT GUPTANo ratings yet
- A Wise Old OwlDocument1 pageA Wise Old OwlKRISHNA KANT GUPTANo ratings yet
- Blood RelationDocument7 pagesBlood RelationKRISHNA KANT GUPTANo ratings yet
- RANKINGDocument6 pagesRANKINGKRISHNA KANT GUPTANo ratings yet
- HRM 2Document1 pageHRM 2KRISHNA KANT GUPTANo ratings yet
- परमाणु संरचनाDocument14 pagesपरमाणु संरचनाKRISHNA KANT GUPTANo ratings yet
- AaaaaaaaaaaaDocument15 pagesAaaaaaaaaaaaKRISHNA KANT GUPTANo ratings yet
- DepreciationDocument24 pagesDepreciationKRISHNA KANT GUPTANo ratings yet
- (9.1) Reciprocating Air CompressorDocument12 pages(9.1) Reciprocating Air CompressorKRISHNA KANT GUPTANo ratings yet
- REFRIGERATIONDocument28 pagesREFRIGERATIONKRISHNA KANT GUPTANo ratings yet
- (3.2) Problems Based On LimitsDocument3 pages(3.2) Problems Based On LimitsKRISHNA KANT GUPTANo ratings yet
- Human ValuesDocument21 pagesHuman ValuesKRISHNA KANT GUPTANo ratings yet
- Steam TurbineDocument34 pagesSteam TurbineKRISHNA KANT GUPTA100% (1)
- Macquarie University:: 1.) Musec SchoolDocument6 pagesMacquarie University:: 1.) Musec SchoolUtsav ShroffNo ratings yet
- Answer Script - ISDocument21 pagesAnswer Script - ISanishjoseph007No ratings yet
- Yoseph ShiferawDocument72 pagesYoseph Shiferawmaheder wegayehuNo ratings yet
- Example of Research Paper About Science and TechnologyDocument6 pagesExample of Research Paper About Science and Technologygz8aqe8wNo ratings yet
- XrayDocument9 pagesXraySohail AhmedNo ratings yet
- Definition, Nature & Development of Tort Law-1Document40 pagesDefinition, Nature & Development of Tort Law-1Dhinesh Vijayaraj100% (1)
- Draft Resolution No. 58-2020 - Authorizing Mayor To Sign Deed of Donation With PCSO For Patient Transport VehicleDocument2 pagesDraft Resolution No. 58-2020 - Authorizing Mayor To Sign Deed of Donation With PCSO For Patient Transport VehicleRica Carmel Lanzaderas100% (3)
- NJM072B/082B/072/082: Dual J-Fet Input Operational AmplifierDocument5 pagesNJM072B/082B/072/082: Dual J-Fet Input Operational Amplifieryuni supriatinNo ratings yet
- Solar Charge Controller User Manual: I Functional CharacteristicsDocument5 pagesSolar Charge Controller User Manual: I Functional CharacteristicsAmer WarrakNo ratings yet
- OSINTDocument49 pagesOSINTMARCUS VINICIUSNo ratings yet
- Südmo: Leakage Butterfly Valves Hygienic Shut-Off ValvesDocument2 pagesSüdmo: Leakage Butterfly Valves Hygienic Shut-Off ValvesBob DylanNo ratings yet
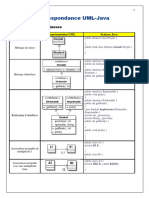
- 8 - Correspondance UML-JAVADocument3 pages8 - Correspondance UML-JAVAoussama sfiriNo ratings yet
- Chennai BPODocument908 pagesChennai BPOsonaiya software solutions100% (1)
- Interrupts On Firebird-V Robot: E-Yantra Team Embedded Real-Time Systems Lab Indian Institute of Technology-BombayDocument67 pagesInterrupts On Firebird-V Robot: E-Yantra Team Embedded Real-Time Systems Lab Indian Institute of Technology-BombaySridhar JayaramanNo ratings yet
- Berea College B Ed FP Teaching SubmissionDocument520 pagesBerea College B Ed FP Teaching SubmissionGbengaNo ratings yet
- PayfixationoptionsDocument5 pagesPayfixationoptionsGK TiwariNo ratings yet
- AC ResidentialDocument18 pagesAC ResidentialHiten VadkareNo ratings yet
- UMAM Fee Structure EditedVer2Document1 pageUMAM Fee Structure EditedVer2AKMA SAUPINo ratings yet
- Buyer Decision ProcessDocument3 pagesBuyer Decision ProcesswahirumaisaNo ratings yet
- Final Report (NTCC) IoTDocument11 pagesFinal Report (NTCC) IoTSyed MehsherNo ratings yet
- Conclusion and Future EnhancementDocument2 pagesConclusion and Future EnhancementHelloprojectNo ratings yet
- Development of The Chatbot As A Tool To Help The Service in The School SecretariatDocument7 pagesDevelopment of The Chatbot As A Tool To Help The Service in The School SecretariatIJAR JOURNALNo ratings yet
- Etabloc Syt Operating InstructionsDocument50 pagesEtabloc Syt Operating InstructionsFayeez MukadamNo ratings yet
- Digital Signal Processing by Ramesh Babu PDFDocument303 pagesDigital Signal Processing by Ramesh Babu PDFJAYA CHANDRA AKULANo ratings yet
- Schedule of FinishesDocument7 pagesSchedule of FinishesĐức ToànNo ratings yet
- Trad Ic Mock ExamDocument15 pagesTrad Ic Mock ExamArvin AltamiaNo ratings yet
- Intro To Career in Data Science: Md. Rabiul IslamDocument62 pagesIntro To Career in Data Science: Md. Rabiul Islamgouri67100% (1)