Download as pdf or txt
You might also like
- 建築磁磚裝修施工要領Document20 pages建築磁磚裝修施工要領王家偉100% (2)
- GB-T 1591-2018 - High Strength Low Alloy Structural SteelsDocument22 pagesGB-T 1591-2018 - High Strength Low Alloy Structural SteelsSurajit PaulNo ratings yet
- 511 鋼管製程管制作業指導書5-W001-PMDocument16 pages511 鋼管製程管制作業指導書5-W001-PM97100% (1)
- 焊接技术人员培训手册Document47 pages焊接技术人员培训手册黃靖紜No ratings yet
- BS EN 287 1:2004 焊工技能评定 熔焊 (中文版)Document29 pagesBS EN 287 1:2004 焊工技能评定 熔焊 (中文版)杨启锋No ratings yet
- 作業備考Document8 pages作業備考Quitzs QuitzsNo ratings yet
- API 1104中文版(内部资料)Document76 pagesAPI 1104中文版(内部资料)霍达100% (1)
- api1104中文版新版Document76 pagesapi1104中文版新版蔡佳伟No ratings yet
- Dl t 869 2012 火力发电厂焊接技术规程Document44 pagesDl t 869 2012 火力发电厂焊接技术规程Yu ChenNo ratings yet
- Ics CCS HDocument17 pagesIcs CCS HdusujingNo ratings yet
- 双相不锈钢加工使用指南practical guidelines for the fabrication of duplex stainless steels chinese 2014 edition 16000Document64 pages双相不锈钢加工使用指南practical guidelines for the fabrication of duplex stainless steels chinese 2014 edition 16000HY LiuNo ratings yet
- 氩弧焊技术Document68 pages氩弧焊技术jackNo ratings yet
- 锅炉压力容器压力管道焊工考试与管理规则Document35 pages锅炉压力容器压力管道焊工考试与管理规则api-3696334100% (3)
- 4 鋼構焊接Document6 pages4 鋼構焊接Eric ChienNo ratings yet
- Ics CCS HDocument15 pagesIcs CCS HdusujingNo ratings yet
- Ics CCS HDocument8 pagesIcs CCS HdusujingNo ratings yet
- 问题集0822Document3 pages问题集0822三北No ratings yet
- 銲接概論簡介 手銲條簡 介Document51 pages銲接概論簡介 手銲條簡 介billNo ratings yet
- 搜书 目录Document178 pages搜书 目录4bfn8znd9nNo ratings yet
- 加氢装置TP321管道焊接及稳定化热处理技术Document4 pages加氢装置TP321管道焊接及稳定化热处理技术Cary zhNo ratings yet
- GBT 1591-2018 High Strength Low Alloy Structural SteelsDocument23 pagesGBT 1591-2018 High Strength Low Alloy Structural SteelsJCuchapinNo ratings yet
- GB T 6478Document20 pagesGB T 6478hkatzerNo ratings yet
- Gbt 1591-2018 低合金高强度结构钢Document24 pagesGbt 1591-2018 低合金高强度结构钢HoangNo ratings yet
- BS英国国家标准总目录Document58 pagesBS英国国家标准总目录Shen TangqingNo ratings yet
- GB-T 1348-2019 球墨铸铁标准解读Document7 pagesGB-T 1348-2019 球墨铸铁标准解读侯继康No ratings yet
- SA905 ZHDocument8 pagesSA905 ZHChenjie ZhuNo ratings yet
- 焊接技术交底Document1 page焊接技术交底liang xiaoNo ratings yet
- BS EN 1321 1997金属材料焊缝的破坏试验-焊缝宏观和微观检验Document15 pagesBS EN 1321 1997金属材料焊缝的破坏试验-焊缝宏观和微观检验aqkeyNo ratings yet
- DL - T - 869-2012 火力发电厂焊接技术规程Document47 pagesDL - T - 869-2012 火力发电厂焊接技术规程YY yyloveuuNo ratings yet
- CNS 金屬材料銲接程序規範書及其檢定-通則Document11 pagesCNS 金屬材料銲接程序規範書及其檢定-通則Alan tsaiNo ratings yet
- Iso 15614-8-2002Document18 pagesIso 15614-8-2002江宸宸No ratings yet
- GBT 1591-2018 High Strength Low Alloy Structural SteelsDocument22 pagesGBT 1591-2018 High Strength Low Alloy Structural SteelsJCuchapinNo ratings yet
- GBT 1591-2018 High Strength Low Alloy Structural SteelsDocument22 pagesGBT 1591-2018 High Strength Low Alloy Structural SteelsAniket DubeNo ratings yet
- GBT8110 2020Document17 pagesGBT8110 2020Roger NiuNo ratings yet
- 焊接符号及识图培训Document40 pages焊接符号及识图培训jackNo ratings yet
- 焊接工艺评定规程 DLT 868-2004Document16 pages焊接工艺评定规程 DLT 868-2004Huang WenjinNo ratings yet
- 奥氏体不锈钢加工制造使用指南Document94 pages奥氏体不锈钢加工制造使用指南HY LiuNo ratings yet
- GBT1173 1995铸造铝合金Document10 pagesGBT1173 1995铸造铝合金dolincastingNo ratings yet
- 鋼結構工程施工實務-20180921 17 1070821 PDFDocument223 pages鋼結構工程施工實務-20180921 17 1070821 PDFChung Hsien TsaiNo ratings yet
- 电镀基本知识介绍Document6 pages电镀基本知识介绍杨广斌No ratings yet
- 电镀基本知识介绍Document6 pages电镀基本知识介绍杨广斌No ratings yet
- c6c 6 2 8Document76 pagesc6c 6 2 8Arslen TuNo ratings yet
- 兵器装备用钛合金的低成本制造技术 郭瑞萍Document4 pages兵器装备用钛合金的低成本制造技术 郭瑞萍zhuangxian wangNo ratings yet
- 压力容器基础知识讲义Document76 pages压力容器基础知识讲义Zhiqiang GuNo ratings yet
- ASTM A217-2004铸造合金钢【中文】Document5 pagesASTM A217-2004铸造合金钢【中文】yuan yangNo ratings yet
- JIS G4051-1979 (部分) 中文版机械结构用碳素钢Document4 pagesJIS G4051-1979 (部分) 中文版机械结构用碳素钢Jialin HcenNo ratings yet
- 耐候钢在输电铁塔中的应用技术Document28 pages耐候钢在输电铁塔中的应用技术Roger NiuNo ratings yet
- 焊接工艺及材料大全Document192 pages焊接工艺及材料大全chrisandersen1111No ratings yet
- 铜带铆接工种作业标准Document10 pages铜带铆接工种作业标准Bau2NineNo ratings yet
- 012 QBT 1572-1992 缝纫机零件.电镀通用技术条件Document6 pages012 QBT 1572-1992 缝纫机零件.电镀通用技术条件ShawnNo ratings yet
- GBT 11379-2008 金属覆盖层 工程用铬电镀层Document16 pagesGBT 11379-2008 金属覆盖层 工程用铬电镀层gray.yangjianchaoNo ratings yet
- GB-T 1591-2008 - High Strength Low Alloy Structural SteelsDocument15 pagesGB-T 1591-2008 - High Strength Low Alloy Structural SteelsSurajit PaulNo ratings yet
- UntitledDocument17 pagesUntitledyi dongNo ratings yet
- GB T 8732Document11 pagesGB T 8732Fallo SusiloNo ratings yet
- GBT 1348-2009Document28 pagesGBT 1348-2009Nobody619No ratings yet
- 認識鋁及鋁合金材料Document31 pages認識鋁及鋁合金材料Chin-Min YangNo ratings yet
- 不锈钢的牌号与化学成分标准 Gb T20878- 2007Document21 pages不锈钢的牌号与化学成分标准 Gb T20878- 2007Roger NiuNo ratings yet
- SULZER METCO 热喷涂(中文版)Document24 pagesSULZER METCO 热喷涂(中文版)jackNo ratings yet
- Ics CCS HDocument10 pagesIcs CCS HdusujingNo ratings yet
- Iso 15614-1-2004 中文版 金属材料焊接工艺规范和鉴定 - 焊接工艺试验 第1部分 钢的电弧焊和气焊与镍及镍合金的电弧焊Document35 pagesIso 15614-1-2004 中文版 金属材料焊接工艺规范和鉴定 - 焊接工艺试验 第1部分 钢的电弧焊和气焊与镍及镍合金的电弧焊浮世织香No ratings yet
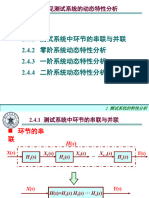
- 3.4 应变式传感器Document20 pages3.4 应变式传感器jackNo ratings yet
- 煤矿井下铰接式车辆铰接结构探讨 赵秀梅Document4 pages煤矿井下铰接式车辆铰接结构探讨 赵秀梅jackNo ratings yet
- 矿用铰接型双桥驱动车辆摆动机构研究 郝明锐Document3 pages矿用铰接型双桥驱动车辆摆动机构研究 郝明锐jackNo ratings yet
- 3.10 实验:应变式传感器性能实验Document22 pages3.10 实验:应变式传感器性能实验jackNo ratings yet
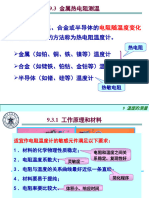
- 9.1 温度的测量Document18 pages9.1 温度的测量jackNo ratings yet
- OH2.2 LNG故障诊断手册 - 26565Document288 pagesOH2.2 LNG故障诊断手册 - 26565jackNo ratings yet
- 9.4 温度的测量Document54 pages9.4 温度的测量jackNo ratings yet
- 3.3 应变式传感器Document14 pages3.3 应变式传感器jackNo ratings yet
- 9.3 温度的测量Document17 pages9.3 温度的测量jackNo ratings yet
- 10 流量的测量Document48 pages10 流量的测量jackNo ratings yet
- 三种常用压力补偿器的原理及其应用Document3 pages三种常用压力补偿器的原理及其应用jackNo ratings yet
- 3.11 实验:涡流传感器特性实验Document11 pages3.11 实验:涡流传感器特性实验jackNo ratings yet
- 双回路蓄能器充液阀的设计与研究 朱石沙Document5 pages双回路蓄能器充液阀的设计与研究 朱石沙jackNo ratings yet
- ABB IRB 460-zh-cnDocument54 pagesABB IRB 460-zh-cnjackNo ratings yet
- 氩弧焊操作技术Document75 pages氩弧焊操作技术jackNo ratings yet
- 波峰焊工艺手册Document99 pages波峰焊工艺手册jackNo ratings yet
- 氩弧焊工入职培训Document22 pages氩弧焊工入职培训jackNo ratings yet
- 氩弧焊技术Document68 pages氩弧焊技术jackNo ratings yet
- 佐敦工程机械涂料配套及案例介绍 - 202302Document49 pages佐敦工程机械涂料配套及案例介绍 - 202302jackNo ratings yet
- 焊接质量控制和检验 2011年压力管道检验师培训课件Document44 pages焊接质量控制和检验 2011年压力管道检验师培训课件jackNo ratings yet
- 焊接缺陷及预防措Document11 pages焊接缺陷及预防措jackNo ratings yet
- 伊顿转向器中文样本Document51 pages伊顿转向器中文样本jackNo ratings yet
- SULZER METCO 热喷涂(中文版)Document24 pagesSULZER METCO 热喷涂(中文版)jackNo ratings yet
- 焊工培训理论课教学法浅谈Document2 pages焊工培训理论课教学法浅谈jackNo ratings yet
- 24.第04章 钎焊接头的设计Document24 pages24.第04章 钎焊接头的设计jackNo ratings yet
- 13.第03章 金属表面氧化膜及其去除机制(硬钎剂-软钎剂)Document29 pages13.第03章 金属表面氧化膜及其去除机制(硬钎剂-软钎剂)jackNo ratings yet
- 焊接工艺文件管理与编制Document3 pages焊接工艺文件管理与编制jackNo ratings yet
- 02.第01章 钎焊接头形成(钎料的润湿与铺展过程 )Document21 pages02.第01章 钎焊接头形成(钎料的润湿与铺展过程 )jackNo ratings yet
- 23.第04章 钎焊接头的强度Document29 pages23.第04章 钎焊接头的强度jackNo ratings yet
- 焊接符号及识图培训Document40 pages焊接符号及识图培训jackNo ratings yet
- 1电力系统概论Document14 pages1电力系统概论HayLenLeeNo ratings yet
- 阀门知识简介完全版 - (下)Document21 pages阀门知识简介完全版 - (下)ZangNo ratings yet
- 桥式起重机啃道受力分析与控制Document6 pages桥式起重机啃道受力分析与控制Jay ChanNo ratings yet
- Chap 2aDocument52 pagesChap 2amori Yeh葉No ratings yet
- 閥Document1 page閥朝欽楊 Nigel YangNo ratings yet
- E1刷机教程Document8 pagesE1刷机教程api-3701237100% (1)