
4-GAS TUNGSTEN ARC WELDING (GTAW) and PLASMA Arc Welding
4-GAS TUNGSTEN ARC WELDING (GTAW) and PLASMA Arc Welding
You might also like
- Fundamentals of Vehicle Dynamics by Thomas D GillespieDocument99 pagesFundamentals of Vehicle Dynamics by Thomas D GillespieYogesh Chandrawanshi0% (1)
- Welding NotesDocument5 pagesWelding NotesRakesh RanjanNo ratings yet
- WPS P91Document6 pagesWPS P91JoseAlbertoNeyra100% (1)
- TIG2Document6 pagesTIG2Shubham100% (1)
- Gas Tungsten Arc Welding or Often Called TIGDocument1 pageGas Tungsten Arc Welding or Often Called TIGadiko1986No ratings yet
- 304 SsDocument54 pages304 Ssshakir ramzanNo ratings yet
- ME452-Lecture 3Document22 pagesME452-Lecture 3Samet AKARNo ratings yet
- Lesson 2 - Common Electric Arc Welding ProcessesDocument1 pageLesson 2 - Common Electric Arc Welding ProcessesRama Krishna Reddy DonthireddyNo ratings yet
- Arc and Special Welding TechniquesDocument10 pagesArc and Special Welding TechniquesAvinash ChandraNo ratings yet
- Gas Tungsten Arc WeldingDocument35 pagesGas Tungsten Arc WeldingAlfin CNo ratings yet
- Advanced Welding Process (Welding)Document58 pagesAdvanced Welding Process (Welding)Sk SamsuddinNo ratings yet
- RM01 TIG-WeldingDocument39 pagesRM01 TIG-WeldingAnonymous cgcKzFtXNo ratings yet
- Specific Welding DetalsDocument17 pagesSpecific Welding DetalsradiantsteelNo ratings yet
- 3-Gas Metal Arc Welding (GMAW)Document13 pages3-Gas Metal Arc Welding (GMAW)abastosuaptNo ratings yet
- Unit 2 PDFDocument21 pagesUnit 2 PDFravikumarsharma2412No ratings yet
- Tungsten Inert Gas (TIG or GTA) Welding: Job Knowledge 6Document2 pagesTungsten Inert Gas (TIG or GTA) Welding: Job Knowledge 6tuanNo ratings yet
- Welding Techniques NEWDocument95 pagesWelding Techniques NEWबंदनेश पाण्डेयNo ratings yet
- Smaw and Tig WeldingDocument46 pagesSmaw and Tig WeldingRajesh Kumar Ravi100% (1)
- Set-Up Welding EquipmentsDocument37 pagesSet-Up Welding EquipmentsEvan Jared L. GalvezNo ratings yet
- Welding LectureDocument101 pagesWelding Lecturesumit sengarNo ratings yet
- Electrode Converted Into TextDocument14 pagesElectrode Converted Into TextNeha NimbarkNo ratings yet
- 12 TIG Welding.Document9 pages12 TIG Welding.Anonymous 1NLfN2yhYNo ratings yet
- Unit II - mt1Document24 pagesUnit II - mt1Mareeswaran Maruthamuthu M0% (1)
- GTAWDocument61 pagesGTAWIela TeoNo ratings yet
- Plasma Arc WeldingDocument4 pagesPlasma Arc WeldingMineNo ratings yet
- Arc WeldingDocument16 pagesArc WeldingManohara BabuNo ratings yet
- TIG Welding: Job KnowledgeDocument3 pagesTIG Welding: Job KnowledgeRakesh Kumar Munda100% (1)
- Types of ElectrodesDocument8 pagesTypes of ElectrodesTIBEBUNo ratings yet
- 1 Arc Welding 1Document40 pages1 Arc Welding 1ali100% (1)
- MFG II 3182 Chapter 3Document38 pagesMFG II 3182 Chapter 3Naol EmanaNo ratings yet
- "Spot Welding": Mindanao University of Science and Technology C.M. Recto Avenue, Lapasan, Cagayan de Oro CityDocument10 pages"Spot Welding": Mindanao University of Science and Technology C.M. Recto Avenue, Lapasan, Cagayan de Oro CityAcerz VillagraciaNo ratings yet
- Adyapeath Annada Polytechnic CollegeDocument5 pagesAdyapeath Annada Polytechnic CollegeArunavaNo ratings yet
- Welding (WorkShop) Assig # 1Document7 pagesWelding (WorkShop) Assig # 1Muhammad Talha ZaroonNo ratings yet
- Lecture2 SMAWDocument13 pagesLecture2 SMAWSamet AKARNo ratings yet
- RM01 - 10 Arc RectificationDocument16 pagesRM01 - 10 Arc RectificationAnonymous cgcKzFtXNo ratings yet
- WelcomeDocument25 pagesWelcomeEE166Srushti Vibhute.No ratings yet
- Types of Welding ArcsDocument14 pagesTypes of Welding ArcsArnab GoswamiNo ratings yet
- Basic Mig Welding ProcessDocument4 pagesBasic Mig Welding Processamiter84No ratings yet
- Welding Processes: Presented by Parveen Kumar (05110)Document51 pagesWelding Processes: Presented by Parveen Kumar (05110)Ad Man GeTigNo ratings yet
- Resistance WeldingDocument18 pagesResistance WeldingAnand JainNo ratings yet
- Welding Types Procedures ParametersDocument156 pagesWelding Types Procedures ParametersVinodh Kumar YallaNo ratings yet
- WeldingDocument27 pagesWeldingankit4565No ratings yet
- 1.6 - Introduction To Gas-Shielded Arc WeldingDocument36 pages1.6 - Introduction To Gas-Shielded Arc WeldingReza DhonyNo ratings yet
- 1.7-Tungsten-Inert Gas WeldingDocument45 pages1.7-Tungsten-Inert Gas WeldingReza DhonyNo ratings yet
- Classification of Welding ProcessesDocument25 pagesClassification of Welding ProcessesvelavansuNo ratings yet
- BMP (Class 11-Class 12) WeldingDocument26 pagesBMP (Class 11-Class 12) WeldingAsesh PramanikNo ratings yet
- Chapter-4 Principle of Selected Joining and Assembling Process A Brief History of WeldingDocument12 pagesChapter-4 Principle of Selected Joining and Assembling Process A Brief History of WeldingFira tubeNo ratings yet
- Ts 1Document25 pagesTs 1NaveenNo ratings yet
- Lecture 21: GTAG Welding: Fundamental of Welding Science and TechnologyDocument24 pagesLecture 21: GTAG Welding: Fundamental of Welding Science and TechnologyNavneet KumarNo ratings yet
- Unit 7 Shielded Gas Arc Welding: ObjectivesDocument29 pagesUnit 7 Shielded Gas Arc Welding: ObjectivesvipulNo ratings yet
- Manufacturing Technology: Tig Welding - Process AnalysisDocument8 pagesManufacturing Technology: Tig Welding - Process AnalysisshubhamNo ratings yet
- Welding BasicsDocument37 pagesWelding BasicsSnehal DeshmukhNo ratings yet
- Joining of MetalsDocument5 pagesJoining of MetalsArun PadmanNo ratings yet
- Gas Tungsten Arc WeldingDocument2 pagesGas Tungsten Arc WeldingVenkatesh NatlaNo ratings yet
- Electric Arc Welding2Document33 pagesElectric Arc Welding2Ad Man GeTigNo ratings yet
- Eme Mod2@Azdocuments - inDocument31 pagesEme Mod2@Azdocuments - inPratham BalikaiNo ratings yet
- GtawDocument11 pagesGtawsaravanans1891No ratings yet
- Welding, Soldering and BrazingDocument11 pagesWelding, Soldering and BrazingAyush 100niNo ratings yet
- Unit Iii NotesDocument29 pagesUnit Iii NotesSadhasivam CNo ratings yet
- Soldering Electronic Components 2nd EditionFrom EverandSoldering Electronic Components 2nd EditionRating: 3 out of 5 stars3/5 (2)
- NDT Request For Structure: PTSC Mechanical and ConstructionDocument5 pagesNDT Request For Structure: PTSC Mechanical and ConstructionTuấn ĐậuNo ratings yet
- Work Immersion TarpDocument23 pagesWork Immersion TarpFiya CalmaNo ratings yet
- Ind Enclosures PDFDocument17 pagesInd Enclosures PDFAbdul Azis SaifuddinNo ratings yet
- MBG - 533-09 Welding Standards For Fabrication of Steel Stainless Steel and Aluminium Bar GratingDocument19 pagesMBG - 533-09 Welding Standards For Fabrication of Steel Stainless Steel and Aluminium Bar GratingCarlo Monsalve100% (1)
- Vaalco Etame NDE Pricing Sheet Rev. 0Document1 pageVaalco Etame NDE Pricing Sheet Rev. 0William O OkolotuNo ratings yet
- Weldinghuide Eng BohlerDocument515 pagesWeldinghuide Eng BohlerJorge VasquezNo ratings yet
- Premier Engineering Industries: List of WPS/PQRDocument1 pagePremier Engineering Industries: List of WPS/PQRBalkishan DyavanapellyNo ratings yet
- Weld Defects or Imperfections in Welds - Lack of Sidewall and Inter-Run FusionDocument4 pagesWeld Defects or Imperfections in Welds - Lack of Sidewall and Inter-Run FusionmanimaranNo ratings yet
- Wel 14 BDocument7 pagesWel 14 BWilly UioNo ratings yet
- Welding Process & DefectsDocument11 pagesWelding Process & DefectsAbhishek TalujaNo ratings yet
- Hardness PreheatDocument16 pagesHardness PreheatLaurentiu ZgripceaNo ratings yet
- 07 Rawlbolts Plugs AnchorsDocument1 page07 Rawlbolts Plugs AnchorsLincolnNo ratings yet
- PQR FormatDocument2 pagesPQR FormatBE GNo ratings yet
- Welding Processes Handbook by Klas WemanDocument2 pagesWelding Processes Handbook by Klas WemanAmanda Ariesta Aprilia0% (1)
- ANSI - AWS A2 - 4-98 Standard Symbols For WeldingDocument120 pagesANSI - AWS A2 - 4-98 Standard Symbols For WeldingSacheel OrtizNo ratings yet
- 42 M Bow String Girder-10408-5-R PDFDocument1 page42 M Bow String Girder-10408-5-R PDFPhanindra MajetiNo ratings yet
- UNIT OF COMPETENCY: Weld Carbon Steel Plates MODULE TITLE: Performing Groove Welding On Carbon Steel PlatesDocument152 pagesUNIT OF COMPETENCY: Weld Carbon Steel Plates MODULE TITLE: Performing Groove Welding On Carbon Steel PlatesNaive Eilevor100% (2)
- Recom. de Soldadura XARDocument4 pagesRecom. de Soldadura XARelias667No ratings yet
- Weld Magazine - CWB-H471S - Handbook - E2 - NEW - CHAPTER 6 GF Test Assembly Details - All ProcessesDocument9 pagesWeld Magazine - CWB-H471S - Handbook - E2 - NEW - CHAPTER 6 GF Test Assembly Details - All ProcessesMohammed ShamilNo ratings yet
- Construction and Building Materials Volume 23 Issue 1 2009 (Doi 10.1016 - J.conbuildmat.2007.12.004) D.A. Adesanya A.A. Raheem - A Study of The Workability and Compressive Strength Characteristics oDocument7 pagesConstruction and Building Materials Volume 23 Issue 1 2009 (Doi 10.1016 - J.conbuildmat.2007.12.004) D.A. Adesanya A.A. Raheem - A Study of The Workability and Compressive Strength Characteristics osubhansamuelsNo ratings yet
- Tower Rectification Work Report (Nut Bolts Broken in Different Junction Points) - KUDGP1 - 42mM Angle TowerDocument8 pagesTower Rectification Work Report (Nut Bolts Broken in Different Junction Points) - KUDGP1 - 42mM Angle TowerTusher HowladerNo ratings yet
- Shielded Metal Arc WeldingDocument8 pagesShielded Metal Arc WeldingAndrew TanNo ratings yet
- Torque-Tension Relationship For Metric Fasteners Property Class 4.6, 8.8, 10.9 & 12.9Document1 pageTorque-Tension Relationship For Metric Fasteners Property Class 4.6, 8.8, 10.9 & 12.9krixotNo ratings yet
- Grip TolDocument1 pageGrip TolxxixxussNo ratings yet
- Welding Processes OverviewDocument52 pagesWelding Processes OverviewAnil Kumar TNo ratings yet
- Document Purpose & Personnel ResponsibilityDocument3 pagesDocument Purpose & Personnel ResponsibilityIlkin hasanovNo ratings yet
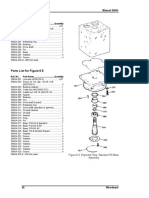
- Parts List For Figure 6-4: PGA Governor Manual 36604Document1 pageParts List For Figure 6-4: PGA Governor Manual 36604Safix YazidNo ratings yet
- Fastener StandardsDocument8 pagesFastener StandardsGunnie PandherNo ratings yet
- Lindapter Type f3 DatasheetDocument1 pageLindapter Type f3 DatasheetTarun SharmaNo ratings yet

























































































Download as pdf or txt
You might also like
- Fundamentals of Vehicle Dynamics by Thomas D GillespieDocument99 pagesFundamentals of Vehicle Dynamics by Thomas D GillespieYogesh Chandrawanshi0% (1)
- Welding NotesDocument5 pagesWelding NotesRakesh RanjanNo ratings yet
- WPS P91Document6 pagesWPS P91JoseAlbertoNeyra100% (1)
- TIG2Document6 pagesTIG2Shubham100% (1)
- Gas Tungsten Arc Welding or Often Called TIGDocument1 pageGas Tungsten Arc Welding or Often Called TIGadiko1986No ratings yet
- 304 SsDocument54 pages304 Ssshakir ramzanNo ratings yet
- ME452-Lecture 3Document22 pagesME452-Lecture 3Samet AKARNo ratings yet
- Lesson 2 - Common Electric Arc Welding ProcessesDocument1 pageLesson 2 - Common Electric Arc Welding ProcessesRama Krishna Reddy DonthireddyNo ratings yet
- Arc and Special Welding TechniquesDocument10 pagesArc and Special Welding TechniquesAvinash ChandraNo ratings yet
- Gas Tungsten Arc WeldingDocument35 pagesGas Tungsten Arc WeldingAlfin CNo ratings yet
- Advanced Welding Process (Welding)Document58 pagesAdvanced Welding Process (Welding)Sk SamsuddinNo ratings yet
- RM01 TIG-WeldingDocument39 pagesRM01 TIG-WeldingAnonymous cgcKzFtXNo ratings yet
- Specific Welding DetalsDocument17 pagesSpecific Welding DetalsradiantsteelNo ratings yet
- 3-Gas Metal Arc Welding (GMAW)Document13 pages3-Gas Metal Arc Welding (GMAW)abastosuaptNo ratings yet
- Unit 2 PDFDocument21 pagesUnit 2 PDFravikumarsharma2412No ratings yet
- Tungsten Inert Gas (TIG or GTA) Welding: Job Knowledge 6Document2 pagesTungsten Inert Gas (TIG or GTA) Welding: Job Knowledge 6tuanNo ratings yet
- Welding Techniques NEWDocument95 pagesWelding Techniques NEWबंदनेश पाण्डेयNo ratings yet
- Smaw and Tig WeldingDocument46 pagesSmaw and Tig WeldingRajesh Kumar Ravi100% (1)
- Set-Up Welding EquipmentsDocument37 pagesSet-Up Welding EquipmentsEvan Jared L. GalvezNo ratings yet
- Welding LectureDocument101 pagesWelding Lecturesumit sengarNo ratings yet
- Electrode Converted Into TextDocument14 pagesElectrode Converted Into TextNeha NimbarkNo ratings yet
- 12 TIG Welding.Document9 pages12 TIG Welding.Anonymous 1NLfN2yhYNo ratings yet
- Unit II - mt1Document24 pagesUnit II - mt1Mareeswaran Maruthamuthu M0% (1)
- GTAWDocument61 pagesGTAWIela TeoNo ratings yet
- Plasma Arc WeldingDocument4 pagesPlasma Arc WeldingMineNo ratings yet
- Arc WeldingDocument16 pagesArc WeldingManohara BabuNo ratings yet
- TIG Welding: Job KnowledgeDocument3 pagesTIG Welding: Job KnowledgeRakesh Kumar Munda100% (1)
- Types of ElectrodesDocument8 pagesTypes of ElectrodesTIBEBUNo ratings yet
- 1 Arc Welding 1Document40 pages1 Arc Welding 1ali100% (1)
- MFG II 3182 Chapter 3Document38 pagesMFG II 3182 Chapter 3Naol EmanaNo ratings yet
- "Spot Welding": Mindanao University of Science and Technology C.M. Recto Avenue, Lapasan, Cagayan de Oro CityDocument10 pages"Spot Welding": Mindanao University of Science and Technology C.M. Recto Avenue, Lapasan, Cagayan de Oro CityAcerz VillagraciaNo ratings yet
- Adyapeath Annada Polytechnic CollegeDocument5 pagesAdyapeath Annada Polytechnic CollegeArunavaNo ratings yet
- Welding (WorkShop) Assig # 1Document7 pagesWelding (WorkShop) Assig # 1Muhammad Talha ZaroonNo ratings yet
- Lecture2 SMAWDocument13 pagesLecture2 SMAWSamet AKARNo ratings yet
- RM01 - 10 Arc RectificationDocument16 pagesRM01 - 10 Arc RectificationAnonymous cgcKzFtXNo ratings yet
- WelcomeDocument25 pagesWelcomeEE166Srushti Vibhute.No ratings yet
- Types of Welding ArcsDocument14 pagesTypes of Welding ArcsArnab GoswamiNo ratings yet
- Basic Mig Welding ProcessDocument4 pagesBasic Mig Welding Processamiter84No ratings yet
- Welding Processes: Presented by Parveen Kumar (05110)Document51 pagesWelding Processes: Presented by Parveen Kumar (05110)Ad Man GeTigNo ratings yet
- Resistance WeldingDocument18 pagesResistance WeldingAnand JainNo ratings yet
- Welding Types Procedures ParametersDocument156 pagesWelding Types Procedures ParametersVinodh Kumar YallaNo ratings yet
- WeldingDocument27 pagesWeldingankit4565No ratings yet
- 1.6 - Introduction To Gas-Shielded Arc WeldingDocument36 pages1.6 - Introduction To Gas-Shielded Arc WeldingReza DhonyNo ratings yet
- 1.7-Tungsten-Inert Gas WeldingDocument45 pages1.7-Tungsten-Inert Gas WeldingReza DhonyNo ratings yet
- Classification of Welding ProcessesDocument25 pagesClassification of Welding ProcessesvelavansuNo ratings yet
- BMP (Class 11-Class 12) WeldingDocument26 pagesBMP (Class 11-Class 12) WeldingAsesh PramanikNo ratings yet
- Chapter-4 Principle of Selected Joining and Assembling Process A Brief History of WeldingDocument12 pagesChapter-4 Principle of Selected Joining and Assembling Process A Brief History of WeldingFira tubeNo ratings yet
- Ts 1Document25 pagesTs 1NaveenNo ratings yet
- Lecture 21: GTAG Welding: Fundamental of Welding Science and TechnologyDocument24 pagesLecture 21: GTAG Welding: Fundamental of Welding Science and TechnologyNavneet KumarNo ratings yet
- Unit 7 Shielded Gas Arc Welding: ObjectivesDocument29 pagesUnit 7 Shielded Gas Arc Welding: ObjectivesvipulNo ratings yet
- Manufacturing Technology: Tig Welding - Process AnalysisDocument8 pagesManufacturing Technology: Tig Welding - Process AnalysisshubhamNo ratings yet
- Welding BasicsDocument37 pagesWelding BasicsSnehal DeshmukhNo ratings yet
- Joining of MetalsDocument5 pagesJoining of MetalsArun PadmanNo ratings yet
- Gas Tungsten Arc WeldingDocument2 pagesGas Tungsten Arc WeldingVenkatesh NatlaNo ratings yet
- Electric Arc Welding2Document33 pagesElectric Arc Welding2Ad Man GeTigNo ratings yet
- Eme Mod2@Azdocuments - inDocument31 pagesEme Mod2@Azdocuments - inPratham BalikaiNo ratings yet
- GtawDocument11 pagesGtawsaravanans1891No ratings yet
- Welding, Soldering and BrazingDocument11 pagesWelding, Soldering and BrazingAyush 100niNo ratings yet
- Unit Iii NotesDocument29 pagesUnit Iii NotesSadhasivam CNo ratings yet
- Soldering Electronic Components 2nd EditionFrom EverandSoldering Electronic Components 2nd EditionRating: 3 out of 5 stars3/5 (2)
- NDT Request For Structure: PTSC Mechanical and ConstructionDocument5 pagesNDT Request For Structure: PTSC Mechanical and ConstructionTuấn ĐậuNo ratings yet
- Work Immersion TarpDocument23 pagesWork Immersion TarpFiya CalmaNo ratings yet
- Ind Enclosures PDFDocument17 pagesInd Enclosures PDFAbdul Azis SaifuddinNo ratings yet
- MBG - 533-09 Welding Standards For Fabrication of Steel Stainless Steel and Aluminium Bar GratingDocument19 pagesMBG - 533-09 Welding Standards For Fabrication of Steel Stainless Steel and Aluminium Bar GratingCarlo Monsalve100% (1)
- Vaalco Etame NDE Pricing Sheet Rev. 0Document1 pageVaalco Etame NDE Pricing Sheet Rev. 0William O OkolotuNo ratings yet
- Weldinghuide Eng BohlerDocument515 pagesWeldinghuide Eng BohlerJorge VasquezNo ratings yet
- Premier Engineering Industries: List of WPS/PQRDocument1 pagePremier Engineering Industries: List of WPS/PQRBalkishan DyavanapellyNo ratings yet
- Weld Defects or Imperfections in Welds - Lack of Sidewall and Inter-Run FusionDocument4 pagesWeld Defects or Imperfections in Welds - Lack of Sidewall and Inter-Run FusionmanimaranNo ratings yet
- Wel 14 BDocument7 pagesWel 14 BWilly UioNo ratings yet
- Welding Process & DefectsDocument11 pagesWelding Process & DefectsAbhishek TalujaNo ratings yet
- Hardness PreheatDocument16 pagesHardness PreheatLaurentiu ZgripceaNo ratings yet
- 07 Rawlbolts Plugs AnchorsDocument1 page07 Rawlbolts Plugs AnchorsLincolnNo ratings yet
- PQR FormatDocument2 pagesPQR FormatBE GNo ratings yet
- Welding Processes Handbook by Klas WemanDocument2 pagesWelding Processes Handbook by Klas WemanAmanda Ariesta Aprilia0% (1)
- ANSI - AWS A2 - 4-98 Standard Symbols For WeldingDocument120 pagesANSI - AWS A2 - 4-98 Standard Symbols For WeldingSacheel OrtizNo ratings yet
- 42 M Bow String Girder-10408-5-R PDFDocument1 page42 M Bow String Girder-10408-5-R PDFPhanindra MajetiNo ratings yet
- UNIT OF COMPETENCY: Weld Carbon Steel Plates MODULE TITLE: Performing Groove Welding On Carbon Steel PlatesDocument152 pagesUNIT OF COMPETENCY: Weld Carbon Steel Plates MODULE TITLE: Performing Groove Welding On Carbon Steel PlatesNaive Eilevor100% (2)
- Recom. de Soldadura XARDocument4 pagesRecom. de Soldadura XARelias667No ratings yet
- Weld Magazine - CWB-H471S - Handbook - E2 - NEW - CHAPTER 6 GF Test Assembly Details - All ProcessesDocument9 pagesWeld Magazine - CWB-H471S - Handbook - E2 - NEW - CHAPTER 6 GF Test Assembly Details - All ProcessesMohammed ShamilNo ratings yet
- Construction and Building Materials Volume 23 Issue 1 2009 (Doi 10.1016 - J.conbuildmat.2007.12.004) D.A. Adesanya A.A. Raheem - A Study of The Workability and Compressive Strength Characteristics oDocument7 pagesConstruction and Building Materials Volume 23 Issue 1 2009 (Doi 10.1016 - J.conbuildmat.2007.12.004) D.A. Adesanya A.A. Raheem - A Study of The Workability and Compressive Strength Characteristics osubhansamuelsNo ratings yet
- Tower Rectification Work Report (Nut Bolts Broken in Different Junction Points) - KUDGP1 - 42mM Angle TowerDocument8 pagesTower Rectification Work Report (Nut Bolts Broken in Different Junction Points) - KUDGP1 - 42mM Angle TowerTusher HowladerNo ratings yet
- Shielded Metal Arc WeldingDocument8 pagesShielded Metal Arc WeldingAndrew TanNo ratings yet
- Torque-Tension Relationship For Metric Fasteners Property Class 4.6, 8.8, 10.9 & 12.9Document1 pageTorque-Tension Relationship For Metric Fasteners Property Class 4.6, 8.8, 10.9 & 12.9krixotNo ratings yet
- Grip TolDocument1 pageGrip TolxxixxussNo ratings yet
- Welding Processes OverviewDocument52 pagesWelding Processes OverviewAnil Kumar TNo ratings yet
- Document Purpose & Personnel ResponsibilityDocument3 pagesDocument Purpose & Personnel ResponsibilityIlkin hasanovNo ratings yet
- Parts List For Figure 6-4: PGA Governor Manual 36604Document1 pageParts List For Figure 6-4: PGA Governor Manual 36604Safix YazidNo ratings yet
- Fastener StandardsDocument8 pagesFastener StandardsGunnie PandherNo ratings yet
- Lindapter Type f3 DatasheetDocument1 pageLindapter Type f3 DatasheetTarun SharmaNo ratings yet