Download as pdf or txt
You might also like
- Maximum Tune 3 Manual PDFDocument196 pagesMaximum Tune 3 Manual PDFJosh WeirdNo ratings yet
- Casting Report LabDocument20 pagesCasting Report Labzazaeureka0% (1)
- 4CH1 2C Que 2022Document20 pages4CH1 2C Que 2022mostafa barakat100% (1)
- Nonlinearity and Noise: Chapter 2 Basic Concepts in RF DesignDocument47 pagesNonlinearity and Noise: Chapter 2 Basic Concepts in RF DesignQuỳnh Anh Mai100% (1)
- Conventional CastingDocument7 pagesConventional CastingEmyl SantosNo ratings yet
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- 4 Various Types of Expendable Mold and Permanent Mold CastingDocument45 pages4 Various Types of Expendable Mold and Permanent Mold CastingLiaquat AliNo ratings yet
- Unit 3Document42 pagesUnit 3Anup M UpadhyayaNo ratings yet
- ME 330 Manufacturing Processes Casting Processes (Cont.)Document39 pagesME 330 Manufacturing Processes Casting Processes (Cont.)Sibu SibuNo ratings yet
- WPT CastingDocument70 pagesWPT CastingHuzaifaNo ratings yet
- Picture General Description Pros Cons Cost Surface Expendable Mold, Permanent PatternDocument1 pagePicture General Description Pros Cons Cost Surface Expendable Mold, Permanent PatternVlad TampizaNo ratings yet
- Casting PDFDocument96 pagesCasting PDFYerriboina Vishnu VardhanNo ratings yet
- Ceramic Materials Unit 5,6Document32 pagesCeramic Materials Unit 5,6Akhil BaaNo ratings yet
- Ae15301-Aircraft Materials and Manufacturing Technology PDFDocument115 pagesAe15301-Aircraft Materials and Manufacturing Technology PDFDurai Raj Kumar100% (1)
- Cast 2Document77 pagesCast 2yash guptaNo ratings yet
- Chapter Four 4.special Casting Processes: Introduction Contents To Be IncludedDocument76 pagesChapter Four 4.special Casting Processes: Introduction Contents To Be IncludedberhaneNo ratings yet
- Metal CastingDocument22 pagesMetal CastingANKIT RAJNo ratings yet
- 3 PDFDocument199 pages3 PDFsanku surya sai charanNo ratings yet
- Investment Casting ProcessesDocument10 pagesInvestment Casting ProcessesPragyan Kumar PradhanNo ratings yet
- Ae15301 AMMTDocument98 pagesAe15301 AMMTDurai Raj KumarNo ratings yet
- Me6302 - Manufacturing Technology - I: Iii Semester Mechanical EngineeringDocument69 pagesMe6302 - Manufacturing Technology - I: Iii Semester Mechanical EngineeringamdevaNo ratings yet
- 7 Dry Sand MoldingDocument3 pages7 Dry Sand MoldingFahri RamadhanNo ratings yet
- Introduction To Casting ProcessesDocument11 pagesIntroduction To Casting Processesuvsing100% (2)
- MP1 M2 Short NotesDocument16 pagesMP1 M2 Short NotesRadhika GandhiNo ratings yet
- Chapter 4Document16 pagesChapter 4Anteneh AssefaNo ratings yet
- Assignment 2 - EPP201 (149616)Document6 pagesAssignment 2 - EPP201 (149616)shahanmhd51No ratings yet
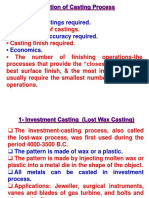
- Number of Castings Required. - Dimensional Accuracy Required. - EconomicsDocument16 pagesNumber of Castings Required. - Dimensional Accuracy Required. - EconomicsMustafa AbdullahNo ratings yet
- Final Assignment AMPDocument9 pagesFinal Assignment AMPMebrahtom LuelNo ratings yet
- Basic Engineering MaterialDocument14 pagesBasic Engineering MaterialNur Husnina NinaRamanNo ratings yet
- Week 4 - Casting - Part3Document32 pagesWeek 4 - Casting - Part3nergiz2203No ratings yet
- Casting ProcessDocument30 pagesCasting ProcessParas ThakurNo ratings yet
- Casting Manufacturing Lab Report2Document16 pagesCasting Manufacturing Lab Report2Naeem DeenNo ratings yet
- Publication 11 12691 1710Document5 pagesPublication 11 12691 1710xf9bk4wpbfNo ratings yet
- ME1107 Casting AllDocument129 pagesME1107 Casting AllMahmud HridoyNo ratings yet
- Foundry Hand ToolsDocument83 pagesFoundry Hand ToolsKiran MunavalliNo ratings yet
- Casting - Lecture 3Document47 pagesCasting - Lecture 3e22mecu0009No ratings yet
- Casting ProcessesDocument18 pagesCasting ProcessesvelavansuNo ratings yet
- Foundry Processes: "Why Whittle When You Can Cast?"Document21 pagesFoundry Processes: "Why Whittle When You Can Cast?"lucasNo ratings yet
- Modern Casting Production MethodsDocument14 pagesModern Casting Production MethodsrabikmNo ratings yet
- Powder MetallurgyDocument11 pagesPowder MetallurgyChandan PathakNo ratings yet
- 4castingprocesses 120526012606 Phpapp01Document28 pages4castingprocesses 120526012606 Phpapp01Chennai TuitionsNo ratings yet
- Metal CastingDocument40 pagesMetal CastingFahmi Sanji AlexanderNo ratings yet
- Full Mould Casting: Pradeep Kumar.T.PDocument26 pagesFull Mould Casting: Pradeep Kumar.T.PVetrivel SezhianNo ratings yet
- Special CastingDocument24 pagesSpecial CastingManohara ErlaNo ratings yet
- Permanent Mold CastingDocument3 pagesPermanent Mold CastingNirav patelNo ratings yet
- Steps Involved in Powder Metallurgy ProcessDocument6 pagesSteps Involved in Powder Metallurgy ProcessAtul ParabNo ratings yet
- "Expandable Pattern CastingDocument19 pages"Expandable Pattern CastingMalik Haseeb AhmadNo ratings yet
- Chapter 4Document52 pagesChapter 4yamadaNo ratings yet
- Adama Science and Technology University: School of Mechanical, Chemical & Materials EngineeringDocument12 pagesAdama Science and Technology University: School of Mechanical, Chemical & Materials EngineeringAbel MeketaNo ratings yet
- Suresh 2261Document9 pagesSuresh 226109m008_159913639No ratings yet
- Casting Process PDFDocument36 pagesCasting Process PDFArip Budi100% (1)
- ME8352-Manufacturing Technology - I (MT-I) With QBDocument91 pagesME8352-Manufacturing Technology - I (MT-I) With QBMohana KrishnanNo ratings yet
- Week 2 Advanced Workshop PracticeDocument28 pagesWeek 2 Advanced Workshop PracticeBasit AliNo ratings yet
- DFM ch-2Document114 pagesDFM ch-2Trâp A NâtïøñNo ratings yet
- Manufacturing ProcessDocument5 pagesManufacturing ProcessRk RanaNo ratings yet
- Metal Casting, Mechanical EngineeringDocument36 pagesMetal Casting, Mechanical Engineering19-172 kritartha SarmaNo ratings yet
- ME-208 Manufacturing Technology Innovative Work: Innovation and Recent Development in Casting TechniquesDocument20 pagesME-208 Manufacturing Technology Innovative Work: Innovation and Recent Development in Casting TechniquesSubhash SharmaNo ratings yet
- Metal Casting ProcessesDocument87 pagesMetal Casting ProcessesgggNo ratings yet
- Learn Critical Aspects of Pattern and Mould Making in FoundryFrom EverandLearn Critical Aspects of Pattern and Mould Making in FoundryNo ratings yet
- Self-healing Ceramic Matrix Composites: A MonographFrom EverandSelf-healing Ceramic Matrix Composites: A MonographNo ratings yet
- The Art of Lead Burning: A practical treatise explaining the apparatus and processesFrom EverandThe Art of Lead Burning: A practical treatise explaining the apparatus and processesNo ratings yet
- Spot Welding Interview Success: An Introduction to Spot WeldingFrom EverandSpot Welding Interview Success: An Introduction to Spot WeldingNo ratings yet
- 5CO2 - Molding ProcessDocument13 pages5CO2 - Molding ProcessrushabhkhotNo ratings yet
- Sliding Contact BearingsDocument27 pagesSliding Contact BearingsrushabhkhotNo ratings yet
- MD Cad Pressure VesselDocument4 pagesMD Cad Pressure VesselrushabhkhotNo ratings yet
- 6ME331 Energy Conservation and ManagementDocument114 pages6ME331 Energy Conservation and ManagementrushabhkhotNo ratings yet
- Measurement of Transition Temperatures of Petroleum Waxes by Differential Scanning Calorimetry (DSC)Document4 pagesMeasurement of Transition Temperatures of Petroleum Waxes by Differential Scanning Calorimetry (DSC)Salma Farooq100% (1)
- 2005-A Noncommutative Formula For The Colored Jones FunctionDocument22 pages2005-A Noncommutative Formula For The Colored Jones FunctionAndrés RubianoNo ratings yet
- Department of Mathematics: Guide To Optional ModulesDocument32 pagesDepartment of Mathematics: Guide To Optional ModulesMike AntonyNo ratings yet
- Digital Communication - QuantizationDocument20 pagesDigital Communication - QuantizationJeffrey Rodulfo BaylonNo ratings yet
- Sajc h2 Physics Summary Notes (All Topics)Document43 pagesSajc h2 Physics Summary Notes (All Topics)AjathShatruRajuNo ratings yet
- Analysis of Stress and Strain On High Pressure Steam Turbine Steam Turbine Shaft Due To Mechanical Loading-ReviewDocument8 pagesAnalysis of Stress and Strain On High Pressure Steam Turbine Steam Turbine Shaft Due To Mechanical Loading-Reviewsemarasik_651536604No ratings yet
- Xylem Flygt 2201 011 Datasheet 60hzDocument2 pagesXylem Flygt 2201 011 Datasheet 60hzhenguti210% (1)
- EFC101 Facts and Figure-1Document15 pagesEFC101 Facts and Figure-1TonyNo ratings yet
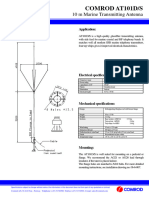
- At101d SDocument1 pageAt101d SJose RodolfoNo ratings yet
- Magnetic Materials and Their TypesDocument9 pagesMagnetic Materials and Their TypesRahul YadavNo ratings yet
- Herstein: Topics in Algebra - Subgroups and A Counting PrincipleDocument2 pagesHerstein: Topics in Algebra - Subgroups and A Counting Principleul trNo ratings yet
- Module 4-ECE 1Document6 pagesModule 4-ECE 1Santy Enril Belardo Jr.No ratings yet
- Mathematics 11 02699Document14 pagesMathematics 11 02699Dr. Krishnendu RarhiNo ratings yet
- 5 Pipe Loops Versus Compression: 2785 - C005.fm Page 177 Friday, April 1, 2005 3:30 PMDocument24 pages5 Pipe Loops Versus Compression: 2785 - C005.fm Page 177 Friday, April 1, 2005 3:30 PMMMMOH200No ratings yet
- Chapter 1 Ceng212 PDFDocument31 pagesChapter 1 Ceng212 PDFararsa SeifuNo ratings yet
- Magnetic Effect Galvanomter Into AmmterDocument3 pagesMagnetic Effect Galvanomter Into Ammterpraveen godaraNo ratings yet
- SSC Mock Test - 10: (Solution)Document12 pagesSSC Mock Test - 10: (Solution)raviNo ratings yet
- DC Molded-Case Circuit Breakers Industry ComparisonDocument8 pagesDC Molded-Case Circuit Breakers Industry ComparisonJEFFERSON ALEJANDRO MURILLO CAPERANo ratings yet
- Adding Limestone Fines As Cementitious Paste Replacement To Improve Tensile Strength, Stiffness and Durability of ConcreteDocument8 pagesAdding Limestone Fines As Cementitious Paste Replacement To Improve Tensile Strength, Stiffness and Durability of ConcretePurandhar ReddiNo ratings yet
- EAS 430: Petroleum Geology: Lab 2: Interpreting Geophysical Well LogsDocument30 pagesEAS 430: Petroleum Geology: Lab 2: Interpreting Geophysical Well Logskhan.pakiNo ratings yet
- Understanding Oghma NanoDocument166 pagesUnderstanding Oghma NanoGOPINATH PARAMASIVAMNo ratings yet
- Flywheel New PDFDocument2 pagesFlywheel New PDFElizebethNo ratings yet
- ASTM Rapid Sugar Test For LimeDocument5 pagesASTM Rapid Sugar Test For LimeJose PerezNo ratings yet
- Om Star Z Novat T 4237671 01 1909 14lgsDocument338 pagesOm Star Z Novat T 4237671 01 1909 14lgsЮрій РудийNo ratings yet
- Magnetic Effects of Electric Current VerifiedDocument6 pagesMagnetic Effects of Electric Current VerifiedEkta Darda100% (1)
- ELE 244 Electromagnetics I: Lecture 6: Electrostatics Electric Field & Electric PotentialDocument48 pagesELE 244 Electromagnetics I: Lecture 6: Electrostatics Electric Field & Electric PotentialulNo ratings yet
- Deimos-Deimos 700 Deimos 800F: I GB F D E PDocument11 pagesDeimos-Deimos 700 Deimos 800F: I GB F D E PcarlosNo ratings yet