Download as pdf or txt
You might also like
- When Glass meets Pharma: Insights about glass as primary packaging materialFrom EverandWhen Glass meets Pharma: Insights about glass as primary packaging materialNo ratings yet
- Towards 2020 ScienceDocument86 pagesTowards 2020 Sciencespn100% (4)
- JCSE1999Vol2Paper37MechanismforAlpigmenteffectonCD PDFDocument16 pagesJCSE1999Vol2Paper37MechanismforAlpigmenteffectonCD PDFcyclo DreamNo ratings yet
- Cathodic Disbonding of Epoxy Coatings - Effect of Test ParametersDocument16 pagesCathodic Disbonding of Epoxy Coatings - Effect of Test ParametersLuis Barrios Aranda100% (1)
- Zinc-Rich Primers-Test Performance and Electrochemical PropertiesDocument6 pagesZinc-Rich Primers-Test Performance and Electrochemical PropertiesSyaiful Arif WicaksonoNo ratings yet
- Growth of Passive Films On Valve Metals and Their AlloysDocument9 pagesGrowth of Passive Films On Valve Metals and Their AlloysDjedili AmelNo ratings yet
- A Comparison of The Corrosion BehaviourDocument8 pagesA Comparison of The Corrosion BehaviourDavid RodriguesNo ratings yet
- 1.1 Theory of AnodizingDocument21 pages1.1 Theory of AnodizingJack Butler100% (1)
- Glass Coatings On Stainless Steels For High-Temperature Oxidation Protection MechanismDocument12 pagesGlass Coatings On Stainless Steels For High-Temperature Oxidation Protection MechanismJabbar AljanabyNo ratings yet
- Rapid Electrochemical Assessmentof PaintDocument27 pagesRapid Electrochemical Assessmentof PaintGennady KozyukinNo ratings yet
- Synthesis of N-Chloroquinolines and N-Ethynylquinolines (nZ2, 4, 8) : Homo and Heterocoupling ReactionsDocument3 pagesSynthesis of N-Chloroquinolines and N-Ethynylquinolines (nZ2, 4, 8) : Homo and Heterocoupling ReactionskawtherahmedNo ratings yet
- Cathodic Disbondment PDFDocument25 pagesCathodic Disbondment PDFsanjayaNo ratings yet
- CoatingDocument8 pagesCoatingMuhammad Rizki Ash-ShidiqNo ratings yet
- Corrosion Mechanism of Model Zinc-Magnesium Alloys in Atmospheric ConditionsDocument17 pagesCorrosion Mechanism of Model Zinc-Magnesium Alloys in Atmospheric ConditionsRayane MarmiNo ratings yet
- SCOPUS.1-Super-hydrophobic Film Prepared On ZINC As Corrosion BarrierDocument8 pagesSCOPUS.1-Super-hydrophobic Film Prepared On ZINC As Corrosion BarrierJOSE ANDRES FERNANDEZ O.No ratings yet
- Williams-Evans CUI Paper, NACE-Calgary 2010Document23 pagesWilliams-Evans CUI Paper, NACE-Calgary 2010John Williams100% (1)
- Design and Analysis of Various Coated Piston Ring To Improve The Wear ResistanceDocument47 pagesDesign and Analysis of Various Coated Piston Ring To Improve The Wear ResistanceeshuNo ratings yet
- Review Article About CorrosionDocument5 pagesReview Article About CorrosionSherif El-EskandaranyNo ratings yet
- Corrosion (1) .Monograph - Ica 2.01.00Document82 pagesCorrosion (1) .Monograph - Ica 2.01.00riveram2013No ratings yet
- Effect of Aluminum Flakes On Corrosion Protection Behavior of Zinc Rich CoatingDocument23 pagesEffect of Aluminum Flakes On Corrosion Protection Behavior of Zinc Rich CoatingStefano ZontaNo ratings yet
- Preventing HydrogenDocument35 pagesPreventing Hydrogenpinky_y2kNo ratings yet
- Effects of Laser Radiation On The Wetting and Diffusion Characteristics of Kovar Alloy On Borosilicate GlassDocument11 pagesEffects of Laser Radiation On The Wetting and Diffusion Characteristics of Kovar Alloy On Borosilicate GlassBill WhiteNo ratings yet
- Influence of Paint On Steel Corrosion For Marine ApplicationsDocument8 pagesInfluence of Paint On Steel Corrosion For Marine ApplicationsHose Gamaliel100% (1)
- Zincalum - Galvanised Coating in H2SDocument10 pagesZincalum - Galvanised Coating in H2ScahyoNo ratings yet
- Efeito Do h2 Nas PropriedadesDocument19 pagesEfeito Do h2 Nas PropriedadesNathalia CavalcanteNo ratings yet
- Pitting CorrosionDocument188 pagesPitting CorrosionJosé Ramírez100% (5)
- Corrosion Resistance Performance of Epoxy Coatings Incorporated With Unmilled Micro Aluminium PigmentsDocument14 pagesCorrosion Resistance Performance of Epoxy Coatings Incorporated With Unmilled Micro Aluminium Pigmentssmith100% (1)
- Coatings WhatweknowandwouldliketoknowDocument14 pagesCoatings WhatweknowandwouldliketoknowMohammed SattarNo ratings yet
- 2022 The Effect of Additions of Anticorrosive Pigments On The Dela Wear AlvarezDocument12 pages2022 The Effect of Additions of Anticorrosive Pigments On The Dela Wear AlvarezJakub GrzelkaNo ratings yet
- Influence of Rust Inhibitor On The Corrosion ResisDocument10 pagesInfluence of Rust Inhibitor On The Corrosion Resisaldrinramirez20No ratings yet
- Developing Cathodic Protection Based On Disbondment GeometryDocument8 pagesDeveloping Cathodic Protection Based On Disbondment GeometryMarcelo Varejão CasarinNo ratings yet
- Inorganic Anti-Corrosive PigmentsDocument14 pagesInorganic Anti-Corrosive Pigments이상현No ratings yet
- Polymeric Coating For Prevention of Hydrogen Permeation - Science Direct ArticleDocument11 pagesPolymeric Coating For Prevention of Hydrogen Permeation - Science Direct ArticleSAUGAT DUTTANo ratings yet
- Plastic Ships and AirplanesDocument1 pagePlastic Ships and AirplanesasdfagNo ratings yet
- Investigation of Electroless Tin Deposition From Acidic Thiourea-Type BathDocument4 pagesInvestigation of Electroless Tin Deposition From Acidic Thiourea-Type BathAnh Mai NgôNo ratings yet
- Chromate Conversion Coatings and Their Current AppDocument5 pagesChromate Conversion Coatings and Their Current AppDeni HermawanNo ratings yet
- Corrosion of Reinforcing Bars in Concrete PaperDocument33 pagesCorrosion of Reinforcing Bars in Concrete PaperMamta BaxlaNo ratings yet
- 1 s2.0 S0300944023000140 MainDocument23 pages1 s2.0 S0300944023000140 MainIgor AmorimNo ratings yet
- Soon To A: Reliability of Optical Fibres Impact On Cable DesignDocument6 pagesSoon To A: Reliability of Optical Fibres Impact On Cable DesignHakimHabibiNo ratings yet
- Effects of Inorganic Sealant and Brief Heat Treatments On Corrosion Behavior of Plasma Sprayed Cr2O3-Al2O3 Composite Ceramic CoatingsDocument8 pagesEffects of Inorganic Sealant and Brief Heat Treatments On Corrosion Behavior of Plasma Sprayed Cr2O3-Al2O3 Composite Ceramic CoatingsBM Q100% (1)
- IRG-C: Oxide Glasses: Surfaces and Thin Film Interfaces Senior Participants: Ashcroft (Phys), Ast (MS&E), Baker (MS&E), Blakely (MS&E)Document3 pagesIRG-C: Oxide Glasses: Surfaces and Thin Film Interfaces Senior Participants: Ashcroft (Phys), Ast (MS&E), Baker (MS&E), Blakely (MS&E)cicgoNo ratings yet
- Corrosion Protection of Rock Bolts by Epoxy Coating and Its Effec PDFDocument9 pagesCorrosion Protection of Rock Bolts by Epoxy Coating and Its Effec PDFJulio LópezNo ratings yet
- Shridevi 2020 IOP Conf. Ser. Mater. Sci. Eng. 989 012024Document11 pagesShridevi 2020 IOP Conf. Ser. Mater. Sci. Eng. 989 012024ron_danyNo ratings yet
- Morphological and Corrosion Studies of Ammonium Phosphate and Caesium Nitrate Treated Al Coating Deposit by Arc Thermal Spray ProcessDocument13 pagesMorphological and Corrosion Studies of Ammonium Phosphate and Caesium Nitrate Treated Al Coating Deposit by Arc Thermal Spray Processabdenacer MERATINo ratings yet
- AbstractsDocument146 pagesAbstractsAnibal RodriguezNo ratings yet
- Introduction of CorrosionDocument23 pagesIntroduction of CorrosionApurva GuptaNo ratings yet
- DAFLOU BATIS VpCI - 2Document6 pagesDAFLOU BATIS VpCI - 2Wr ArNo ratings yet
- Numerical Modelling of The Entrainment of Oxide Film Defects in Filling of Aluminum Alloy Castings 13 05Document24 pagesNumerical Modelling of The Entrainment of Oxide Film Defects in Filling of Aluminum Alloy Castings 13 05stevenminhtamNo ratings yet
- SNRVaralakshmiDocument6 pagesSNRVaralakshmiArnold Jose Batista RodriguezNo ratings yet
- Enhancing Aluminum Corrosion Resistance by Two-Step Anodizing ProcessDocument9 pagesEnhancing Aluminum Corrosion Resistance by Two-Step Anodizing ProcessSon NguyenNo ratings yet
- Overview of Corrosion and Advanced Corro PDFDocument6 pagesOverview of Corrosion and Advanced Corro PDFStefanos DiamantisNo ratings yet
- A Novel Optical Fiber Sensor For Steel Corrosion in ConcreteA Novel Optical Fiber Sensor For Steel Corrosion in ConcreteDocument17 pagesA Novel Optical Fiber Sensor For Steel Corrosion in ConcreteA Novel Optical Fiber Sensor For Steel Corrosion in ConcreteLikhith NalluriNo ratings yet
- 1 Artículo CorrosiónDocument16 pages1 Artículo CorrosiónFabiola CovarrubiasNo ratings yet
- Case Study Repair Internal CorrosionDocument26 pagesCase Study Repair Internal CorrosionSandra Prasetyo0% (1)
- 1 s2.0 S0257897224002445 MainDocument13 pages1 s2.0 S0257897224002445 MainArunNo ratings yet
- Evidence of Hydrogen Gas Evolution Accelerating The Cat - 2022 - Corrosion CommuDocument7 pagesEvidence of Hydrogen Gas Evolution Accelerating The Cat - 2022 - Corrosion Commu41322110070No ratings yet
- 1 s2.0 S0013468613017180 MainveraDocument12 pages1 s2.0 S0013468613017180 MainverarudowiczarturNo ratings yet
- Compendium of Atomic Alkali Resistant Optical Thin Films, Diffusion and Electrical Mobility in Diode Pumped Alkali Lasers (DPALs)From EverandCompendium of Atomic Alkali Resistant Optical Thin Films, Diffusion and Electrical Mobility in Diode Pumped Alkali Lasers (DPALs)No ratings yet
- Why Do Metals Rust? An Easy Read Chemistry Book for Kids | Children's Chemistry BooksFrom EverandWhy Do Metals Rust? An Easy Read Chemistry Book for Kids | Children's Chemistry BooksNo ratings yet
- Nanocomposites: In Situ Synthesis of Polymer-Embedded NanostructuresFrom EverandNanocomposites: In Situ Synthesis of Polymer-Embedded NanostructuresLuigi NicolaisNo ratings yet
- JCSE1999Vol2Paper37MechanismforAlpigmenteffectonCD PDFDocument16 pagesJCSE1999Vol2Paper37MechanismforAlpigmenteffectonCD PDFcyclo DreamNo ratings yet
- Fact Sheet AEROSIL Fumed Silica en Asset 700033Document2 pagesFact Sheet AEROSIL Fumed Silica en Asset 700033cyclo DreamNo ratings yet
- 07-Adhesion PromoterDocument36 pages07-Adhesion Promotercyclo DreamNo ratings yet
- 03-Defoamers - MPC and GI EngDocument65 pages03-Defoamers - MPC and GI Engcyclo DreamNo ratings yet
- 3 Measurement of Surface Tension EnergyDocument39 pages3 Measurement of Surface Tension Energycyclo DreamNo ratings yet
- Giúdice, 2004, Combinational Use of Extenders With Lamellar ZincDocument14 pagesGiúdice, 2004, Combinational Use of Extenders With Lamellar Zinccyclo DreamNo ratings yet
- Pakistan Diesel ServiceDocument14 pagesPakistan Diesel ServiceAbdul ShakoorNo ratings yet
- LeafletDocument2 pagesLeafletCarlos Jose Sanchez EsparzaNo ratings yet
- 14122-1 - Choice of Fixed Means of Access Between Two LevelsDocument20 pages14122-1 - Choice of Fixed Means of Access Between Two Levelsdavid.gonda8No ratings yet
- The Effect of The Mother Tongue Interference On EFL Secondary School Students Case Study: Kassala LocalityDocument18 pagesThe Effect of The Mother Tongue Interference On EFL Secondary School Students Case Study: Kassala LocalityMaria Alona SacayananNo ratings yet
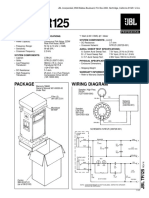
- JBL TR125Document2 pagesJBL TR125Jose Gregorio Ortega CarrilloNo ratings yet
- Made Easy Signals & Systems PDFDocument174 pagesMade Easy Signals & Systems PDFDharam DasNo ratings yet
- Zhang 1999Document8 pagesZhang 1999Ali ÇobanNo ratings yet
- ORA LM Vol. IV Section 15 Drug and Device MicrobiologyDocument83 pagesORA LM Vol. IV Section 15 Drug and Device MicrobiologyDO KHNo ratings yet
- Peace Corps Administrative Assistant Receptionist - Vacancy AnnouncementDocument1 pagePeace Corps Administrative Assistant Receptionist - Vacancy AnnouncementAccessible Journal Media: Peace Corps DocumentsNo ratings yet
- GRS CalendarDocument3 pagesGRS CalendarSACHIN KAUSHIKNo ratings yet
- Uniform Rotary MotionDocument26 pagesUniform Rotary MotionMark RamosNo ratings yet
- As 91585 Probability Schedule 2014Document5 pagesAs 91585 Probability Schedule 2014Ariel ChouNo ratings yet
- DLP With Indicator ABM 2Document4 pagesDLP With Indicator ABM 2Yca BlchNo ratings yet
- M-428-Malhari Mahatmya - Kavikulguru Kalidas Sanskrit University Ramtek CollectionDocument47 pagesM-428-Malhari Mahatmya - Kavikulguru Kalidas Sanskrit University Ramtek Collectionshubhpatil1313No ratings yet
- Mini-X 24I ManualDocument119 pagesMini-X 24I ManualmarkNo ratings yet
- Flexible Transportand DRTReportDocument64 pagesFlexible Transportand DRTReportDualDuelNo ratings yet
- Money Laundering: Risks You Cannot IgnoreDocument4 pagesMoney Laundering: Risks You Cannot IgnoreKunwarbir Singh lohatNo ratings yet
- Proof of Residency TemplateDocument1 pageProof of Residency Templateshelley lovellNo ratings yet
- According To The ANSI/IEEE 946: Figure 1. 125 VDC System Key DiagramDocument8 pagesAccording To The ANSI/IEEE 946: Figure 1. 125 VDC System Key DiagramDavid MorenoNo ratings yet
- Adding A Hyperlink With Action in PowerpointDocument25 pagesAdding A Hyperlink With Action in Powerpointapi-489456731No ratings yet
- A Time When I Felt Extremely Proud of MyselfDocument2 pagesA Time When I Felt Extremely Proud of Myselfsaadhana elangovanNo ratings yet
- Unit 7 Persuasive Speech Outline 2Document5 pagesUnit 7 Persuasive Speech Outline 2EnriqueNo ratings yet
- Haskell Ebook ReaderDocument1,610 pagesHaskell Ebook ReaderhoogggleeeNo ratings yet
- Bicycle Assembly GuideDocument18 pagesBicycle Assembly GuideescribdieNo ratings yet
- Biolyte Service Manual 4.2ADocument88 pagesBiolyte Service Manual 4.2AMatrixNo ratings yet
- FH35 FH40 FH45 FH50: Tier 4 Final EngineDocument8 pagesFH35 FH40 FH45 FH50: Tier 4 Final EngineSabahNo ratings yet
- Earthing System Design - Moving From Worst Case To The Big Picture PDFDocument10 pagesEarthing System Design - Moving From Worst Case To The Big Picture PDFHung nguyen manhNo ratings yet
- DIGSI 4 IntroductionDocument39 pagesDIGSI 4 IntroductionWalter Andres Estevez VasquezNo ratings yet
- Fitosoil Lab Test On VADocument2 pagesFitosoil Lab Test On VAkoko manjitNo ratings yet