Download as pdf or txt
You might also like
- Microbiology Experiments A Health Science Perspective 10Th Edition John Kleyn Online Ebook Texxtbook Full Chapter PDFDocument69 pagesMicrobiology Experiments A Health Science Perspective 10Th Edition John Kleyn Online Ebook Texxtbook Full Chapter PDFmargaret.lavergne883100% (10)
- Nursing Test 4 (NP Iii)Document16 pagesNursing Test 4 (NP Iii)Yuxin Liu100% (2)
- Chime Sog Thig Part 1 - Shenphen Dawa RinpocheDocument45 pagesChime Sog Thig Part 1 - Shenphen Dawa Rinpochesusco100% (4)
- Vitodens 050 BPJD Install and Service ManualDocument92 pagesVitodens 050 BPJD Install and Service ManualAdrianPleatăNo ratings yet
- 40 JHA On Welding and Gas Cutting PDFDocument4 pages40 JHA On Welding and Gas Cutting PDFSunil apex0% (1)
- Denon 625R / 425R Receiver User Guide Owners ManualDocument20 pagesDenon 625R / 425R Receiver User Guide Owners ManualGreg JohnsonNo ratings yet
- Rmo RMG PDFDocument21 pagesRmo RMG PDFTiago LigabueeNo ratings yet
- Course Guide Immersion F&BDocument4 pagesCourse Guide Immersion F&BGene Roy P. Hernandez100% (1)
- Methods Statement For Deck Sheet Welding ACC#01Document4 pagesMethods Statement For Deck Sheet Welding ACC#01Jethin SurendranNo ratings yet
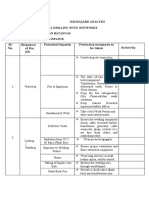
- Job Hazard Analysis (Drilling)Document2 pagesJob Hazard Analysis (Drilling)jay RNo ratings yet
- Vitoplex - 100 - PV1 - 150-620 KW - Service - Instructions - 5692 - 701 - GB - 10-2014Document28 pagesVitoplex - 100 - PV1 - 150-620 KW - Service - Instructions - 5692 - 701 - GB - 10-2014Sorin CiuculanNo ratings yet
- PDFDocument14 pagesPDFظفر حسین چوٹیال اعوانNo ratings yet
- FlareDocument6 pagesFlareHsein WangNo ratings yet
- Flare For Burn Pit ReplacementsDocument1 pageFlare For Burn Pit ReplacementspabloiezziNo ratings yet
- LFE50 and QRA50 UV Flame Safe Guard2Document12 pagesLFE50 and QRA50 UV Flame Safe Guard2techsoNo ratings yet
- Lc3500i Maintenance ManualDocument61 pagesLc3500i Maintenance ManualTinel IacobNo ratings yet
- ĐẦU ĐỐT HP 60Document66 pagesĐẦU ĐỐT HP 60Hạ NhậtNo ratings yet
- Flame MonitoringDocument16 pagesFlame MonitoringEnder ZenginobuzNo ratings yet
- Viessmann Vitodens 111Document112 pagesViessmann Vitodens 111cepanameabubuNo ratings yet
- Hazardous Area Classification: Equipment Protection For Hazardous AreasDocument22 pagesHazardous Area Classification: Equipment Protection For Hazardous AreasborrowmanaNo ratings yet
- Detector Infrrarojo QRI2B2.B180B SiemensDocument9 pagesDetector Infrrarojo QRI2B2.B180B Siemenswramadhani65No ratings yet
- Turbines PiezoCrystDocument6 pagesTurbines PiezoCrystsaratchandranbNo ratings yet
- Gas Turbines Note PDF 10220 en Us 2005 1Document4 pagesGas Turbines Note PDF 10220 en Us 2005 1PhongNo ratings yet
- Campana Best Manual InstalaciónDocument16 pagesCampana Best Manual InstalaciónAlfredo Rafael Rodriguez PanfilNo ratings yet
- Vitodens 100wDocument104 pagesVitodens 100wLászló MártonNo ratings yet
- 02JHA On Welding and Gas CuttingDocument8 pages02JHA On Welding and Gas CuttingPiyush SinghNo ratings yet
- Im-S Vitotronic 100 Kc2b, Kc4b EnglishDocument76 pagesIm-S Vitotronic 100 Kc2b, Kc4b EnglishdumitruisacNo ratings yet
- RN510 515 520 525 M039215CBDocument44 pagesRN510 515 520 525 M039215CBdavid ciroNo ratings yet
- Installation and Operating Instructions Dimplex Michigan MCN20 FireDocument4 pagesInstallation and Operating Instructions Dimplex Michigan MCN20 FirestuhougNo ratings yet
- Fotocelda SiemensDocument11 pagesFotocelda SiemensLuis DíazNo ratings yet
- Operator Manual NHEDocument26 pagesOperator Manual NHEEddie DowningNo ratings yet
- Nordex N60: Long-Term Experience All Over The WorldDocument8 pagesNordex N60: Long-Term Experience All Over The WorldHung NGUYENNo ratings yet
- LOA2 LOA3 Oil Burner Controls2 PDFDocument10 pagesLOA2 LOA3 Oil Burner Controls2 PDFAdamNo ratings yet
- Fiche TecDocument2 pagesFiche TecGeorges ANABANo ratings yet
- Install Instructions - CingoliDocument21 pagesInstall Instructions - CingolipukyssNo ratings yet
- Elyxxon Low Tension High Energy Electronic Ignition SystemDocument15 pagesElyxxon Low Tension High Energy Electronic Ignition Systemomar alnasserNo ratings yet
- Vitodens 200-W B2HB B2KA 35kW Installation and Service InstructionsDocument156 pagesVitodens 200-W B2HB B2KA 35kW Installation and Service Instructionsgorlic123No ratings yet
- Mounting Island HoodsDocument16 pagesMounting Island HoodsKumar IyerNo ratings yet
- Mxr-225 Up 11 04 Single Sheet en v04Document2 pagesMxr-225 Up 11 04 Single Sheet en v04Petr BruzaNo ratings yet
- Cethar Vessels LTD: 23.0.0 High Energy Electric Ignition (HEEI) SystemDocument2 pagesCethar Vessels LTD: 23.0.0 High Energy Electric Ignition (HEEI) SystemSureshYarlagaddaNo ratings yet
- Instructions For Installation and Use: 60 CM Slot-In CookersDocument33 pagesInstructions For Installation and Use: 60 CM Slot-In CookerscancuniaNo ratings yet
- 267 Welding in A Confined Space OTMLDocument8 pages267 Welding in A Confined Space OTMLM. KhurramNo ratings yet
- Vitotrol 200 RF User ManualDocument20 pagesVitotrol 200 RF User Manualcatalin alinNo ratings yet
- 997001umRO PDFDocument120 pages997001umRO PDFhadrian75No ratings yet
- Explosion e Implosion CalderasDocument2 pagesExplosion e Implosion CalderasAntonio Ramon100% (1)
- Mydens Aguadens 60T - 2018Document108 pagesMydens Aguadens 60T - 2018vtp.german.instalNo ratings yet
- Structural Work Within Cutouts JSA HSE ProfessionalsDocument1 pageStructural Work Within Cutouts JSA HSE ProfessionalsSamadov 13No ratings yet
- Q4100 Igniter Installation ManualDocument8 pagesQ4100 Igniter Installation ManualDejan StevanovicNo ratings yet
- CBD Severn BLR Inst 10 - 00 EINS 33713Document8 pagesCBD Severn BLR Inst 10 - 00 EINS 33713nabilNo ratings yet
- Fireplace Fan GFK-160-installation-instructionsDocument4 pagesFireplace Fan GFK-160-installation-instructionsligottiNo ratings yet
- Uputsvo Dimple Display PeletDocument32 pagesUputsvo Dimple Display Pelet12300ivanNo ratings yet
- BHELSPARKDocument24 pagesBHELSPARKExecutive EngineerNo ratings yet
- 956-0302 Onan DFE Operator's and Parts Manual (4-1977)Document54 pages956-0302 Onan DFE Operator's and Parts Manual (4-1977)appplesNo ratings yet
- 965-0630 Onan BGE BGEL Emerald Series RV Genset Installation Manual 10-1986Document34 pages965-0630 Onan BGE BGEL Emerald Series RV Genset Installation Manual 10-1986yxxgseNo ratings yet
- QRI Siemens 1-3Document3 pagesQRI Siemens 1-3Luis VillegasNo ratings yet
- Aparato para Punto de FusiónDocument28 pagesAparato para Punto de FusiónJennifer TorresNo ratings yet
- j31fw BT Reactor X 2star o 2type Shelf 600 Detail Mfl67500550 191210 DDocument144 pagesj31fw BT Reactor X 2star o 2type Shelf 600 Detail Mfl67500550 191210 Djulio cesar calveteNo ratings yet
- MelTemp - Users ManualDocument16 pagesMelTemp - Users ManualGabriel DillNo ratings yet
- Operating and Installation Instructions: en - US, CADocument36 pagesOperating and Installation Instructions: en - US, CAMartin BergerNo ratings yet
- DKG 972Document6 pagesDKG 972rhuircanNo ratings yet
- Service Manual: MMU-AP0071MH MMU-AP0091MH MMU-AP0121MH MMU-AP0151MH MMU-AP0181MHDocument117 pagesService Manual: MMU-AP0071MH MMU-AP0091MH MMU-AP0121MH MMU-AP0151MH MMU-AP0181MHartucacoNo ratings yet
- Gas Burner PDFDocument26 pagesGas Burner PDFAriel NKNo ratings yet
- Influence of System Parameters Using Fuse Protection of Regenerative DC DrivesFrom EverandInfluence of System Parameters Using Fuse Protection of Regenerative DC DrivesNo ratings yet
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitFrom EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo ratings yet
- CourseDocument2 pagesCourseRNo ratings yet
- Application - Cum - Declaration As To The Physical FitnessDocument2 pagesApplication - Cum - Declaration As To The Physical FitnessSunitha UrumbathNo ratings yet
- An Analysis On Maternity Benefit Laws of BangladeshDocument33 pagesAn Analysis On Maternity Benefit Laws of Bangladeshayesha.siddika.241No ratings yet
- PDF SSCP Systems Security Certified Practitioner All in One Exam Guide 3Rd Edition Gibson Ebook Full ChapterDocument53 pagesPDF SSCP Systems Security Certified Practitioner All in One Exam Guide 3Rd Edition Gibson Ebook Full Chapterdiane.vant368100% (2)
- PROLYMERDocument2 pagesPROLYMERFlavio GonzalezNo ratings yet
- Nora (2019) Quick and Easy Vegan Family Dinners EBOOKDocument45 pagesNora (2019) Quick and Easy Vegan Family Dinners EBOOKShawn A. Wygant100% (2)
- Vishal Cargo Movers & Packers: QuotationDocument1 pageVishal Cargo Movers & Packers: QuotationAnki PackersNo ratings yet
- User Manual, Maintenance Guide & Log Book: One or Two Loop Analogue Addressable Fire Alarm Control PanelDocument29 pagesUser Manual, Maintenance Guide & Log Book: One or Two Loop Analogue Addressable Fire Alarm Control PanelathNo ratings yet
- Physiology Past PapersDocument11 pagesPhysiology Past PapersIrfan Haider FaniNo ratings yet
- Emergency Contraceptive Pills: Medical and Service Delivery GuidanceDocument24 pagesEmergency Contraceptive Pills: Medical and Service Delivery GuidanceAdityaWijayaNo ratings yet
- Finefocus 800: Instruction ManualDocument64 pagesFinefocus 800: Instruction ManualMURAT ORMANNo ratings yet
- Types of TaxesDocument15 pagesTypes of TaxesNischal KumarNo ratings yet
- Thesis Chapter 1Document9 pagesThesis Chapter 1DaNica Tomboc JavierNo ratings yet
- (Cbse Main Iit) I PCMC N Ipl Cbse Super Chaina 22.04.2024Document10 pages(Cbse Main Iit) I PCMC N Ipl Cbse Super Chaina 22.04.2024r.selvakumaran2007No ratings yet
- Assignment2 Sol PDFDocument4 pagesAssignment2 Sol PDFJLNo ratings yet
- The Legend of Rawa PeningDocument2 pagesThe Legend of Rawa PeningIbnu AqilNo ratings yet
- DLL - Mapeh 3 - Q1 - W7Document5 pagesDLL - Mapeh 3 - Q1 - W7ADONNIS PESCASIONo ratings yet
- Lect2 Anes Drugs PDFDocument109 pagesLect2 Anes Drugs PDFJidapa SEELADEENo ratings yet
- B1900d QRH Emergency Memory ItemsDocument3 pagesB1900d QRH Emergency Memory ItemsMikeParsons100% (1)
- Mountain Man Brewery Company Case AnalysisDocument4 pagesMountain Man Brewery Company Case AnalysisAmit PathakNo ratings yet
- Clay Liner SpecificationDocument1 pageClay Liner Specificationgavin siaNo ratings yet
- PDFDocument14 pagesPDFArc HieNo ratings yet
- James Joyce and The English ViceDocument14 pagesJames Joyce and The English Vicejanna100% (1)
- Checklist For Visa Application Tourism and Visit To Family / FriendsDocument4 pagesChecklist For Visa Application Tourism and Visit To Family / FriendsBepdjNo ratings yet
- User Analysis SampleDocument8 pagesUser Analysis Samplecece vergieNo ratings yet
- Letter of Undertaking Letter Seggregation in ChargeDocument1 pageLetter of Undertaking Letter Seggregation in ChargeSijin SivankuttyNo ratings yet