Download as pdf or txt
You might also like
- SB 1289a NavajoDocument7 pagesSB 1289a NavajoDiego LlNo ratings yet
- Continental C75 C85 C90 O 200 Parts Catalog Aug 2011 PDFDocument53 pagesContinental C75 C85 C90 O 200 Parts Catalog Aug 2011 PDFDAVID FAJARDO PUERTO100% (2)
- Truck TipplerDocument54 pagesTruck TipplerRAJAT DEO AGRAWAL100% (2)
- AIR CRUISERS 004-25-87 R3 Dt. 07.02.20Document10 pagesAIR CRUISERS 004-25-87 R3 Dt. 07.02.20Pradeep K s100% (1)
- IntroduccionDocument648 pagesIntroduccionAndres DE LA Cruz100% (1)
- V2500 Eng 72 0660Document43 pagesV2500 Eng 72 0660sujit50% (2)
- Daily Lesson Plan in Mathematics 7Document4 pagesDaily Lesson Plan in Mathematics 7Gianmarie Sumagaysay Hilado100% (4)
- Risk Ass - TK-4742-WELDING ACTVITIES FOR REST AREA PREPARATIONDocument6 pagesRisk Ass - TK-4742-WELDING ACTVITIES FOR REST AREA PREPARATIONnsadnanNo ratings yet
- MeraDocument11 pagesMeraShikhar Virmani100% (1)
- Traditional Tales Lesson Plans: Pages 2-5 Key Stage 1 Pages 6-7 Key Stage 2Document7 pagesTraditional Tales Lesson Plans: Pages 2-5 Key Stage 1 Pages 6-7 Key Stage 2Mohammad Ali100% (2)
- 212 Asb 08 130Document7 pages212 Asb 08 130Walberto PachecoNo ratings yet
- Technical Bulletin 505-18-06 PSL#7000000248: TB 505-18-06 Page 1 of 8 Approved For Public ReleaseDocument8 pagesTechnical Bulletin 505-18-06 PSL#7000000248: TB 505-18-06 Page 1 of 8 Approved For Public ReleaseLuis Antonio HermozaNo ratings yet
- 206 Asb 19 137Document5 pages206 Asb 19 137Kraven YagamyNo ratings yet
- Asb - 407 18 117Document15 pagesAsb - 407 18 117edsel jose diaz sarmientoNo ratings yet
- Asb - 212 10 140Document12 pagesAsb - 212 10 140smartasss100% (1)
- 505 As Bas B 5052335Document11 pages505 As Bas B 5052335Bruno Alonso PachecoNo ratings yet
- Technical Bulletin 505-18-09: TB 505-18-09 Page 1 of 3 Approved For Public ReleaseDocument3 pagesTechnical Bulletin 505-18-09: TB 505-18-09 Page 1 of 3 Approved For Public ReleaseLuis Antonio HermozaNo ratings yet
- ASB 412-09-137A Page 1 of 10 Approved For Public ReleaseDocument10 pagesASB 412-09-137A Page 1 of 10 Approved For Public Releasesebastian eduardoNo ratings yet
- HPT Stage 1 Blades and Duct SegmentsDocument28 pagesHPT Stage 1 Blades and Duct SegmentsArabyAbdel Hamed SadekNo ratings yet
- ASB 412-00-106 - Tail Rotor (T - R) Blade 212-010-750-009 - 011 - 105 - 107 Tip Block Retention Modification Rev. D - 18-Mar-2005Document9 pagesASB 412-00-106 - Tail Rotor (T - R) Blade 212-010-750-009 - 011 - 105 - 107 Tip Block Retention Modification Rev. D - 18-Mar-2005yu gangNo ratings yet
- Get Cessna AttachmentDocument12 pagesGet Cessna Attachmentavionics susiairNo ratings yet
- Bell 407 PSL 1701Document6 pagesBell 407 PSL 1701MahmudNo ratings yet
- 212 TB 09 210Document5 pages212 TB 09 210Jose Edwin Roldan RiosNo ratings yet
- SL 50Document5 pagesSL 50catseekit 캣시킷No ratings yet
- Technical Bulletin: A Subsidiary of Textron IncDocument14 pagesTechnical Bulletin: A Subsidiary of Textron IncJose MedinaNo ratings yet
- TB 505-20-20RA Page 1 of 8 Approved For Public ReleaseDocument8 pagesTB 505-20-20RA Page 1 of 8 Approved For Public ReleaseLuis Antonio HermozaNo ratings yet
- Alert Service Bulletin 429-13-08 PSL 7000000041: BHT-429-MM Chapters 5 53Document12 pagesAlert Service Bulletin 429-13-08 PSL 7000000041: BHT-429-MM Chapters 5 53Samir PeraltaNo ratings yet
- TB 412-19-243 (2019.04.15)Document5 pagesTB 412-19-243 (2019.04.15)yu gangNo ratings yet
- Piper Aircraft Corporation: Faa/Doa So-1 Modif Ication/installation FAA Approved Modification Faa/DoaDocument5 pagesPiper Aircraft Corporation: Faa/Doa So-1 Modif Ication/installation FAA Approved Modification Faa/DoashonuNo ratings yet
- FAA 2012 0721 0009 - Attachment - 5Document119 pagesFAA 2012 0721 0009 - Attachment - 5CHIMONo ratings yet
- 206LTB206LTB13247Document6 pages206LTB206LTB13247chiri003No ratings yet
- Service Bulletin: Piper Considers Compliance MandatoryDocument10 pagesService Bulletin: Piper Considers Compliance MandatoryJean AbrialNo ratings yet
- Technical Bulletin Bell Helicopter: Subject: Cyclic and Collective JackshaftsDocument10 pagesTechnical Bulletin Bell Helicopter: Subject: Cyclic and Collective JackshaftsHenry Fabian Peña MartinezNo ratings yet
- SEB 27 04 T206H Elevator Trim Stop Block RelocationDocument8 pagesSEB 27 04 T206H Elevator Trim Stop Block RelocationKris Wuthrich BatarioNo ratings yet
- 206-19-42 July 2019Document9 pages206-19-42 July 2019turboshaftNo ratings yet
- Ejemplo de Boletin de ServicioDocument11 pagesEjemplo de Boletin de ServicioCarlos AnguianoNo ratings yet
- Aircraft PubDocument5 pagesAircraft Pubharih7172No ratings yet
- SB643 Crankcase Nut Safety Wire Inspection PDFDocument14 pagesSB643 Crankcase Nut Safety Wire Inspection PDFMARIA AUXILIADORA ESPINOZA TANDAZONo ratings yet
- BHT 206 16 209Document8 pagesBHT 206 16 209edsel jose diaz sarmientoNo ratings yet
- 407-19-23 July 2019Document9 pages407-19-23 July 2019turboshaftNo ratings yet
- Helical Torquemeter Gearshaft Assembly InspectionDocument8 pagesHelical Torquemeter Gearshaft Assembly InspectionturboshaftNo ratings yet
- SB C208 Stall WarningDocument14 pagesSB C208 Stall WarningrobertobrouNo ratings yet
- 412ASB412ASB22188Document6 pages412ASB412ASB22188planificador guerraNo ratings yet
- CSL1060Document6 pagesCSL1060Asep HidayatNo ratings yet
- ASB 407-21-124 Page 1 of 6 Approved For Public ReleaseDocument6 pagesASB 407-21-124 Page 1 of 6 Approved For Public Releasemohammed kareemNo ratings yet
- CONTINENTAL TBO Page SIL98-9C PDFDocument4 pagesCONTINENTAL TBO Page SIL98-9C PDFElmer VillegasNo ratings yet
- MTL-57-01r2 Lower Forward Wing Bolt Crush Washer ReplacementDocument10 pagesMTL-57-01r2 Lower Forward Wing Bolt Crush Washer ReplacementGarrett ReeveNo ratings yet
- Ceb A 72-6048Document11 pagesCeb A 72-6048turboshaftNo ratings yet
- 206ASB206ASB21141Document6 pages206ASB206ASB21141camiloguayazanNo ratings yet
- TP Ceb A-72-2083Document5 pagesTP Ceb A-72-2083turboshaftNo ratings yet
- 206TB206TB13206Document6 pages206TB206TB13206chiri003No ratings yet
- Piper - 1379 BulletinDocument5 pagesPiper - 1379 BulletinFRRNo ratings yet
- ASB 412-00-104 - EFIS VOR Indication Anomaly Correction Rev. A - 12-Aug-2002Document15 pagesASB 412-00-104 - EFIS VOR Indication Anomaly Correction Rev. A - 12-Aug-2002yu gangNo ratings yet
- 407ASB407ASB22128Document10 pages407ASB407ASB22128camiloguayazanNo ratings yet
- 429 Asb 15 19Document4 pages429 Asb 15 19Samir PeraltaNo ratings yet
- Piper SB 955 Engine Mount Nose Gear AttachmentDocument6 pagesPiper SB 955 Engine Mount Nose Gear AttachmentGeorgios AsimakopoulosNo ratings yet
- TB 430-04-37Document63 pagesTB 430-04-37Amparo AlvarezNo ratings yet
- ASB UH-1H-22-22 Page 1 of 7 Approved For Public ReleaseDocument7 pagesASB UH-1H-22-22 Page 1 of 7 Approved For Public ReleaseFran GaritaNo ratings yet
- DownloadDocument9 pagesDownloadMohammadNo ratings yet
- Mandatory: Bollettino TecnicoDocument7 pagesMandatory: Bollettino TecnicomycopteraviationNo ratings yet
- Dot 106-74Document4 pagesDot 106-74Argelio RodriguezNo ratings yet
- ASB 429-19-50 Page 1 of 9 Approved For Public ReleaseDocument9 pagesASB 429-19-50 Page 1 of 9 Approved For Public Releaserio tanoneNo ratings yet
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- 20200503145724966Document28 pages20200503145724966hadiNo ratings yet
- Tsetmc - FixDocument18 pagesTsetmc - FixhadiNo ratings yet
- Aeb 29Document26 pagesAeb 29hadiNo ratings yet
- DonyayeDocument1 pageDonyayehadiNo ratings yet
- اطلاع رسانی در خصوص معاملات ماده 129Document1 pageاطلاع رسانی در خصوص معاملات ماده 129hadiNo ratings yet
- گزارش فعالیت سال 14010231 تابان فرداDocument52 pagesگزارش فعالیت سال 14010231 تابان فرداhadiNo ratings yet
- ادغام افزایش سرمایهDocument1 pageادغام افزایش سرمایهhadiNo ratings yet
- اسکن 5Document1 pageاسکن 5hadiNo ratings yet
- AOC Checklist - Operations Manual Checklist - AOC Checklist - Operations Manual ChecklistDocument9 pagesAOC Checklist - Operations Manual Checklist - AOC Checklist - Operations Manual ChecklisthadiNo ratings yet
- AOC Checklist-Assessment of Post Holders - AOC Checklist-Assessment of Post HoldersDocument2 pagesAOC Checklist-Assessment of Post Holders - AOC Checklist-Assessment of Post HoldershadiNo ratings yet
- AOC Checklist - Organization, Staffing and Administrative Facilities - AOC Checklist - Organization, Staffing and Administrative FacilitiesDocument2 pagesAOC Checklist - Organization, Staffing and Administrative Facilities - AOC Checklist - Organization, Staffing and Administrative FacilitieshadiNo ratings yet
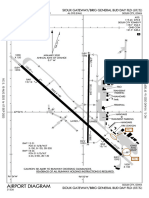
- Airport Diagram: Field Elev 1098Document1 pageAirport Diagram: Field Elev 1098hadiNo ratings yet
- 2 Terms and Definitions SectionDocument12 pages2 Terms and Definitions SectionJawed AkhterNo ratings yet
- Rancho Foods Deposits All Cash Receipts Each Wednesday and FridayDocument1 pageRancho Foods Deposits All Cash Receipts Each Wednesday and FridayAmit PandeyNo ratings yet
- Chattel MortgageDocument5 pagesChattel MortgageNicole SantoallaNo ratings yet
- Welcome Unit - Basic - Aula 2 e Aula 3 e 4grammarDocument167 pagesWelcome Unit - Basic - Aula 2 e Aula 3 e 4grammarRayane VenceslauNo ratings yet
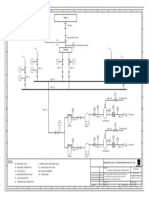
- Schematic For Tank Wagon Decanting Project PDFDocument1 pageSchematic For Tank Wagon Decanting Project PDFlataNo ratings yet
- Angel's DocumentDocument36 pagesAngel's DocumentKilanko ifaremiNo ratings yet
- Resume Frank Rothaermel - Strategic Management Chapter 5&6 - Dani Yustiardi 1906419822Document8 pagesResume Frank Rothaermel - Strategic Management Chapter 5&6 - Dani Yustiardi 1906419822Dani Yustiardi MunarsoNo ratings yet
- RuRecr05112008 PDFDocument14 pagesRuRecr05112008 PDFPrasad DeshpandeNo ratings yet
- Itt Cannon Rack and Panel CatalogDocument126 pagesItt Cannon Rack and Panel Catalog이용일No ratings yet
- Seamless Technology: SM4-TL2 Single JerseyDocument6 pagesSeamless Technology: SM4-TL2 Single JerseyLewdeni AshenNo ratings yet
- 14 Panel Data ModelsDocument31 pages14 Panel Data ModelsDavid AyalaNo ratings yet
- Smart Attendance System Using Raspberry PiDocument5 pagesSmart Attendance System Using Raspberry PiEditor IJTSRDNo ratings yet
- KC & The Sunshine Band - Give It UpDocument3 pagesKC & The Sunshine Band - Give It Upluisa fernanda quitian romeroNo ratings yet
- OSCP Personal Cheatsheet: September 18Th, 2020 o o o oDocument76 pagesOSCP Personal Cheatsheet: September 18Th, 2020 o o o omahesh yadavNo ratings yet
- Finpro FeatureDocument2 pagesFinpro FeaturesinglerakeshNo ratings yet
- Acetone SdsDocument10 pagesAcetone SdsBigbearBigbearNo ratings yet
- English Lesson Plan: Early Years EducationDocument3 pagesEnglish Lesson Plan: Early Years EducationManik BholaNo ratings yet
- Addiction of Gadgets and Its Impact On Health of YouthDocument6 pagesAddiction of Gadgets and Its Impact On Health of YouthRonald Dela Cruz IINo ratings yet
- Acharya Nagarjuna University: Examination Application FormDocument2 pagesAcharya Nagarjuna University: Examination Application FormMaragani MuraligangadhararaoNo ratings yet
- Sub-Project Proposal: Municipality of Kabayan Barangay TAWANGANDocument6 pagesSub-Project Proposal: Municipality of Kabayan Barangay TAWANGANpres carap60% (5)
- Uruguay The Owners Manual 5th EdDocument240 pagesUruguay The Owners Manual 5th EdlinkgineerNo ratings yet
- Vertical Canned Pump KSBDocument4 pagesVertical Canned Pump KSBsachin2010100% (2)
- Recalls 7 NP2Document18 pagesRecalls 7 NP2Mary Danielle SaludarioNo ratings yet
- ASPECDocument7 pagesASPECMickaela Kassandra P. ParanNo ratings yet
- Ventilation Guide 05-08Document78 pagesVentilation Guide 05-08leroniusNo ratings yet
- Lenzing Certification Terms EN REV 2Document6 pagesLenzing Certification Terms EN REV 2Niaz IslamNo ratings yet