Download as pdf or txt
You might also like
- Space and Spatialization in Contemporary Music History and Analysis Ideas and Implementations.Document474 pagesSpace and Spatialization in Contemporary Music History and Analysis Ideas and Implementations.Verónica E. Flores100% (3)
- ALD Additive Manufacturing VIGA-EIGA Broschure-1 PDFDocument4 pagesALD Additive Manufacturing VIGA-EIGA Broschure-1 PDFVenkateswaran KrishnamurthyNo ratings yet
- AISI 01 DatasheetDocument2 pagesAISI 01 Datasheetshiva dNo ratings yet
- H13 Data Sheet 09032013 PDFDocument9 pagesH13 Data Sheet 09032013 PDFAnonymous aZKer3gNo ratings yet
- Data Sheet: Typical Composition C CR Mo V 1.42 11.5 0.9 0.8Document2 pagesData Sheet: Typical Composition C CR Mo V 1.42 11.5 0.9 0.8Abdelnaser ElhalwagyNo ratings yet
- D2 Tool SteelDocument2 pagesD2 Tool SteelJai BhandariNo ratings yet
- ATA Heet: LSS D2Document2 pagesATA Heet: LSS D2X800XLNo ratings yet
- ATA Heet: LSS Chipper KnifeDocument2 pagesATA Heet: LSS Chipper KnifeX800XL100% (1)
- AISI A2 DatasheetDocument2 pagesAISI A2 DatasheetShivuNo ratings yet
- 1 2344 PDFDocument2 pages1 2344 PDFtayefehNo ratings yet
- Holdax EnglishDocument8 pagesHoldax EnglishArtemio RsNo ratings yet
- Acero Rápido M42Document2 pagesAcero Rápido M42Joaquin OlasoNo ratings yet
- Vidar Supreme English 04Document9 pagesVidar Supreme English 04api-3838787No ratings yet
- Arne English 991008Document7 pagesArne English 991008Mas Ist AsNo ratings yet
- HT Work Instruction Chart 23.03.2010 RevisedDocument5 pagesHT Work Instruction Chart 23.03.2010 RevisedkvmoorthiNo ratings yet
- Pneumatic Application Reference HandbookDocument2 pagesPneumatic Application Reference HandbookSmith paulNo ratings yet
- Assab MaterialDocument8 pagesAssab MaterialFadzlly Abd JalilNo ratings yet
- Metal HardeningDocument3 pagesMetal HardeningNohemie MaaloufNo ratings yet
- A-11 PM Cold Work SteelDocument2 pagesA-11 PM Cold Work SteelNut AssanaiNo ratings yet
- D2 Tool Steel: A. Finkl & Sons CoDocument2 pagesD2 Tool Steel: A. Finkl & Sons Coالسيد ابراهيم عبدالعزيز عبداللهNo ratings yet
- Cold Work Steels: Available Product VariantsDocument5 pagesCold Work Steels: Available Product VariantsAnonymous oyUAtpKNo ratings yet
- 440C DS LatrobeDocument2 pages440C DS LatrobedaymonNo ratings yet
- 1.2510 100Mncrw4 Z3C: Chemical CompositionDocument2 pages1.2510 100Mncrw4 Z3C: Chemical CompositionLeonardoNo ratings yet
- AMS 5699 Wire - Inconel Alloy X750 (Aug 2015)Document1 pageAMS 5699 Wire - Inconel Alloy X750 (Aug 2015)mini p shendeNo ratings yet
- DHA World Heat TreatDocument4 pagesDHA World Heat TreatMichael KrummNo ratings yet
- Data Sheet: 440C StainlessDocument2 pagesData Sheet: 440C StainlessSamirNo ratings yet
- Aisi D2Document3 pagesAisi D2Khouloud GharbiNo ratings yet
- Quality 40nicrmov16 Ku: Lucefin GroupDocument1 pageQuality 40nicrmov16 Ku: Lucefin Groupkbwoniu123No ratings yet
- 17 4 PH Stainless SteelDocument10 pages17 4 PH Stainless SteelWILLIAN RICARDO DOS SANTOSNo ratings yet
- 1.2344 en PDFDocument2 pages1.2344 en PDFMarín HernándezNo ratings yet
- Oil-Hardening Cold Work Tool Steels (0 Series) : Recommended Heat Treating Practice Recommended Processing SequenceDocument6 pagesOil-Hardening Cold Work Tool Steels (0 Series) : Recommended Heat Treating Practice Recommended Processing SequenceJonathan JuarezNo ratings yet
- BG42 Data SheetDocument0 pagesBG42 Data SheetTroy AshcraftNo ratings yet
- Nitronic® 40 Stainless Steel: Chemical CompositionDocument2 pagesNitronic® 40 Stainless Steel: Chemical CompositionBagus WicaksanaNo ratings yet
- 42 CR Mo 4Document3 pages42 CR Mo 4TitoyguinoNo ratings yet
- CK40 (Mat - No. 1.1186, DIN Ck40, AISI 1040)Document2 pagesCK40 (Mat - No. 1.1186, DIN Ck40, AISI 1040)hdierkeNo ratings yet
- 1.2842 enDocument2 pages1.2842 enCosmin IonutNo ratings yet
- LSS 4140-4142HTDocument2 pagesLSS 4140-4142HTrezaNo ratings yet
- (%) Tempering Graph: Typical AnalysisDocument1 page(%) Tempering Graph: Typical AnalysisHicham KorichiNo ratings yet
- A6Document4 pagesA6giulior89No ratings yet
- Standard Heat Transfer Oil: Data SheetDocument3 pagesStandard Heat Transfer Oil: Data SheetHamid KharazmiNo ratings yet
- Cold Work Steels: Available Product VariantsDocument6 pagesCold Work Steels: Available Product VariantsAnonymous oyUAtpKNo ratings yet
- Moule RondelleDocument7 pagesMoule RondelleFaiz BrahimiNo ratings yet
- Through-Hardening Low Alloy Steel Bar 4340: Colour Code: Jade (Band) - MarigoldDocument3 pagesThrough-Hardening Low Alloy Steel Bar 4340: Colour Code: Jade (Band) - Marigoldl_aguilar_mNo ratings yet
- Specification Sheet: 17-4PH (UNS S17400) : A 17Cr-4Ni-3Cu Precipitation Hardening Martensitic Stainless SteelDocument2 pagesSpecification Sheet: 17-4PH (UNS S17400) : A 17Cr-4Ni-3Cu Precipitation Hardening Martensitic Stainless SteelBalaji RGNo ratings yet
- DH31-EX Heat TreatDocument4 pagesDH31-EX Heat TreatMichael KrummNo ratings yet
- Aisi M42 DIN 3247: StandardsDocument1 pageAisi M42 DIN 3247: Standardswalid larouiNo ratings yet
- Outokumpu Martensitic Grade 630 Data Sheet17 4Document2 pagesOutokumpu Martensitic Grade 630 Data Sheet17 4nomecNo ratings yet
- Cold Work Steels: Available Product ShapesDocument6 pagesCold Work Steels: Available Product ShapesSangHak LeeNo ratings yet
- 1084 Heat Treat 7 20Document2 pages1084 Heat Treat 7 20havok03No ratings yet
- DS Mold W 1.2767 enDocument3 pagesDS Mold W 1.2767 enAkhilnath KNo ratings yet
- AÇOS VILLARES VF800-AT - InglesDocument2 pagesAÇOS VILLARES VF800-AT - InglesAmy Griffin100% (1)
- CPM Magnacut - Technical Data: Your in Specialty MetalsDocument2 pagesCPM Magnacut - Technical Data: Your in Specialty MetalscpNo ratings yet
- Cold Work Tool Steel-S7Document2 pagesCold Work Tool Steel-S7沈家麒No ratings yet
- 16Mncr5: Steel GradeDocument3 pages16Mncr5: Steel GradePaul Praveen PeterNo ratings yet
- Aisi A10Document2 pagesAisi A10123vigenNo ratings yet
- (SamdiLab) 37 PDFDocument36 pages(SamdiLab) 37 PDFAndika Pandu VidiantoNo ratings yet
- Powder Metallurgy HSS: Chemical CompositionDocument2 pagesPowder Metallurgy HSS: Chemical Compositiongraziano girottoNo ratings yet
- 1 3243hs652513 PDFDocument1 page1 3243hs652513 PDFmarko9292No ratings yet
- Martensitic Stainless Steel EN 1.4021-QT 700Document2 pagesMartensitic Stainless Steel EN 1.4021-QT 700LebasNo ratings yet
- SS 420 PropertiesDocument2 pagesSS 420 PropertiesmrbookaniNo ratings yet
- What Is Piezoelectric Sensor - Construction, Working & ApplicationsDocument4 pagesWhat Is Piezoelectric Sensor - Construction, Working & ApplicationsSam BelloNo ratings yet
- Topic 10: Strategies and Tools For Making The Final DecisionDocument3 pagesTopic 10: Strategies and Tools For Making The Final DecisionSharifah ZarinaNo ratings yet
- 132 KV SubstationDocument12 pages132 KV SubstationAnonymous HyOfbJ6No ratings yet
- AHU Single ZoneDocument2 pagesAHU Single ZoneIban GranadosNo ratings yet
- Metric: Hex Nut Style 2 Class 12Document1 pageMetric: Hex Nut Style 2 Class 12Ankit LonareNo ratings yet
- Autosar Products and Services (Maaz) : SoftwareDocument12 pagesAutosar Products and Services (Maaz) : Softwarethanhmaikmt123456No ratings yet
- Orbital and Celestial Mechanics: John P. VintiDocument7 pagesOrbital and Celestial Mechanics: John P. VintinasetasuNo ratings yet
- Assignment Fluid MechanicsDocument8 pagesAssignment Fluid MechanicsPhanna MongNo ratings yet
- Elecrical Lesson 1 - Earthing Systems 2Document7 pagesElecrical Lesson 1 - Earthing Systems 2Noor Zamri SudinNo ratings yet
- Hackerearth Online Judge: Prepared By: Mohamed AymanDocument21 pagesHackerearth Online Judge: Prepared By: Mohamed AymanPawan NaniNo ratings yet
- PC-Sample QuestionsDocument24 pagesPC-Sample QuestionsHeather EllaineNo ratings yet
- A Guide To Glass and Glazing in The Rooflight IndustryDocument34 pagesA Guide To Glass and Glazing in The Rooflight Industryavik6294846No ratings yet
- MF4212 Advanced Manufacturing LaboratoryDocument73 pagesMF4212 Advanced Manufacturing Laboratorybomb1 squadNo ratings yet
- Assignment 4Document15 pagesAssignment 4api-479141525No ratings yet
- WatcharunDocument50 pagesWatcharunsarathNo ratings yet
- CD Revised Module For DTUDocument147 pagesCD Revised Module For DTUኃይለ ማርያም አዲሱNo ratings yet
- Accurex, Model XXEW-10.0 Wall-Mounted Canopy Exhaust Hood Performance ReportDocument23 pagesAccurex, Model XXEW-10.0 Wall-Mounted Canopy Exhaust Hood Performance ReportProingmeca CANo ratings yet
- Power Topologies HandbookDocument199 pagesPower Topologies HandbookCarlos OrtegaNo ratings yet
- Lecture 05 Electric FluxDocument52 pagesLecture 05 Electric FluxNova PiattosNo ratings yet
- Quality: A. Quality: A Management PhilosophyDocument12 pagesQuality: A. Quality: A Management PhilosophyBehbehlynnNo ratings yet
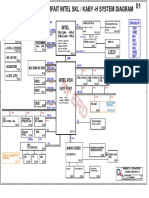
- Power Pavilion Parfait Intel SKL / Kaby - H System DiagramDocument52 pagesPower Pavilion Parfait Intel SKL / Kaby - H System DiagramAbnesis NesisNo ratings yet
- Minggu 4 - Chapter 05 Present Worth Analysis - 12e XE-RevDocument36 pagesMinggu 4 - Chapter 05 Present Worth Analysis - 12e XE-RevAzizah FasyaNo ratings yet
- 3.2.9. Rubber Closures For Containers For Aqueous Parenteral Preparations, For Powders and For Freeze-Dried PowdersDocument2 pages3.2.9. Rubber Closures For Containers For Aqueous Parenteral Preparations, For Powders and For Freeze-Dried PowdersG_RanjithNo ratings yet
- Lecture 2. Nature of Inquiry ResearchDocument43 pagesLecture 2. Nature of Inquiry ResearchJon David Ancheta100% (2)
- LM-New-Format Grade 10 EnglishDocument6 pagesLM-New-Format Grade 10 EnglishReyan Bantolo BallasoNo ratings yet
- 3 Mundlak Cavallo y Domenech 1990Document25 pages3 Mundlak Cavallo y Domenech 1990Candela Vazquez FernándezNo ratings yet
- Statistics Lesson Plan ImprovisedDocument7 pagesStatistics Lesson Plan ImprovisedShafiqah IsmailNo ratings yet