Download as pdf or txt
You might also like
- Internet Book of Critical Care (IBCC) : Rapid ReferenceDocument1 pageInternet Book of Critical Care (IBCC) : Rapid Referenceian porterNo ratings yet
- Donald Davidson A Coherence Theory of Truth and Knowledge 1989 PDFDocument10 pagesDonald Davidson A Coherence Theory of Truth and Knowledge 1989 PDFhitzsebNo ratings yet
- Evidence Plan: Competency Standard: Carpentry Nc2 Unit of Competency: Ways in Which Evidence Will Be CollectedDocument5 pagesEvidence Plan: Competency Standard: Carpentry Nc2 Unit of Competency: Ways in Which Evidence Will Be CollectedBhem Boy100% (1)
- Creating Custom SU01 Transaction Code With Display and Password Reset Buttons PDFDocument7 pagesCreating Custom SU01 Transaction Code With Display and Password Reset Buttons PDFSanjay DesaiNo ratings yet
- Disc TurbineDocument9 pagesDisc TurbineRonan RojasNo ratings yet
- United States Patent (10) Patent No.: US 6,453,528 B1Document9 pagesUnited States Patent (10) Patent No.: US 6,453,528 B1MahnooshNo ratings yet
- United States Patent: (10) Patent No.: US 6,293,891 B1Document8 pagesUnited States Patent: (10) Patent No.: US 6,293,891 B1Dejan ZdravkovskiNo ratings yet
- United States Patent: Al-HawajDocument23 pagesUnited States Patent: Al-Hawaj임학진No ratings yet
- Us6843149 PDFDocument10 pagesUs6843149 PDFDana CucuNo ratings yet
- Slurry Reaction AgitatorsDocument10 pagesSlurry Reaction AgitatorsManoj BNo ratings yet
- PatentDocument13 pagesPatenteuontyNo ratings yet
- United States Patent (10) Patent No.: US 6,382,646 B1: Shaw (45) Date of Patent: May 7, 2002Document10 pagesUnited States Patent (10) Patent No.: US 6,382,646 B1: Shaw (45) Date of Patent: May 7, 2002Eric Manuel Mercedes AbreuNo ratings yet
- United States Patent: (10) Patent No.: (45) Date of PatentDocument6 pagesUnited States Patent: (10) Patent No.: (45) Date of PatentPriyankaNo ratings yet
- Electro-Mechancal Actuator For An Electrically Actuated Parking BrakeDocument13 pagesElectro-Mechancal Actuator For An Electrically Actuated Parking BrakeHassanNo ratings yet
- Wheel PWR GenerationDocument8 pagesWheel PWR GenerationAsad Ahmed KhanNo ratings yet
- United States Patent (10) Patent No.: US 6,682,032 B1: Bradlee (45) Date of Patent: Jan. 27, 2004Document4 pagesUnited States Patent (10) Patent No.: US 6,682,032 B1: Bradlee (45) Date of Patent: Jan. 27, 2004Choo Wei shengNo ratings yet
- United States Patent: Gaydos Et AlDocument8 pagesUnited States Patent: Gaydos Et AlHugo Mauricio Echeverry HerreraNo ratings yet
- Wind Tesla TurbineDocument9 pagesWind Tesla TurbineRonan RojasNo ratings yet
- Differential Bucket Control System For Waterjet BoatsDocument19 pagesDifferential Bucket Control System For Waterjet Boatsthinh.nguyen87780No ratings yet
- United States Patent (10) Patent No.: US 7.587,842 B2: Tajiri Et Al. (45) Date of Patent: Sep. 15, 2009Document11 pagesUnited States Patent (10) Patent No.: US 7.587,842 B2: Tajiri Et Al. (45) Date of Patent: Sep. 15, 2009emre yıldırımNo ratings yet
- United States PatentDocument10 pagesUnited States PatentendhylakausuNo ratings yet
- US8069593Document9 pagesUS8069593PUVAN TSTNo ratings yet
- Mte CutawayDocument14 pagesMte CutawayMujeres Virglius PabliusNo ratings yet
- Uinl O: (12) Ulllted States Patent (10) Patent N0.: US 7,762,776 B2Document11 pagesUinl O: (12) Ulllted States Patent (10) Patent N0.: US 7,762,776 B2Surya Chala PraveenNo ratings yet
- ConstrctivoDocument9 pagesConstrctivobrandon padillaNo ratings yet
- US8690637Document13 pagesUS8690637Sandeep SNo ratings yet
- United States Patent (10) Patent N0.: US 8,899,217 B2Document7 pagesUnited States Patent (10) Patent N0.: US 8,899,217 B2Teleson MarquesNo ratings yet
- United States Patent: (10) Patent No.: (45) Date of PatentDocument10 pagesUnited States Patent: (10) Patent No.: (45) Date of PatentabhineosNo ratings yet
- United States Patent: (12) (10) Patent N0.: US 7,259,469 B2Document10 pagesUnited States Patent: (12) (10) Patent N0.: US 7,259,469 B2Floyd PriceNo ratings yet
- United States Patent (10) Patent No.: US 7,188.478 B2: Bourgeois (45) Date of Patent: Mar. 13, 2007Document10 pagesUnited States Patent (10) Patent No.: US 7,188.478 B2: Bourgeois (45) Date of Patent: Mar. 13, 2007Mateus GaygerNo ratings yet
- Ta Co Chceme - US7134255Document5 pagesTa Co Chceme - US7134255hana.hovorkovaNo ratings yet
- Serpentine Wind Turbine US6616402Document79 pagesSerpentine Wind Turbine US6616402Widji SlametNo ratings yet
- Us PatentDocument9 pagesUs PatentAndrean DMSNo ratings yet
- Us 6325586Document52 pagesUs 6325586Chaman KumarNo ratings yet
- United States Patent (10) Patent No.: US 6,793,224 B2: Stratton (45) Date of Patent: Sep. 21, 2004Document14 pagesUnited States Patent (10) Patent No.: US 6,793,224 B2: Stratton (45) Date of Patent: Sep. 21, 2004Dagger HashimotoNo ratings yet
- Us6415847 PDFDocument10 pagesUs6415847 PDFMuhammad UmerNo ratings yet
- US6182619Document11 pagesUS6182619engine wang100% (1)
- US7743601Document4 pagesUS7743601Alien GmpNo ratings yet
- United States Patent (10) Patent No.: US 7,134,558 B1: Mimlitch, III Et Al. (45) Date of Patent: Nov. 14, 2006Document22 pagesUnited States Patent (10) Patent No.: US 7,134,558 B1: Mimlitch, III Et Al. (45) Date of Patent: Nov. 14, 2006Erin GokNo ratings yet
- United States Patent (10) Patent No.: US 6,712,734 B1: Loeffler (45) Date of Patent: Mar. 30, 2004Document7 pagesUnited States Patent (10) Patent No.: US 6,712,734 B1: Loeffler (45) Date of Patent: Mar. 30, 2004pmurphNo ratings yet
- US4804352Document15 pagesUS4804352雷黎明No ratings yet
- Sanitary Mixing AssemblyDocument9 pagesSanitary Mixing AssemblyatolosaNo ratings yet
- US6619645-Fixturing System For Holding and Aligning Engine BlocksDocument24 pagesUS6619645-Fixturing System For Holding and Aligning Engine BlocksMahnooshNo ratings yet
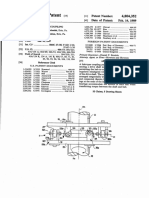
- United States Patent (19) : 11 Patent Number: 45) Date of Patent: Jan. 7, 1997Document9 pagesUnited States Patent (19) : 11 Patent Number: 45) Date of Patent: Jan. 7, 1997Kaustubh PanchalNo ratings yet
- United States Patent: Chang Et AlDocument9 pagesUnited States Patent: Chang Et AlEric Manuel Mercedes AbreuNo ratings yet
- Inducer Centrifugal PumpDocument28 pagesInducer Centrifugal PumpSIDDARAJU NNo ratings yet
- Abf1 PDFDocument58 pagesAbf1 PDFjayanth8No ratings yet
- United States Patent: (12) (10) Patent No.: US 7,214,135 B2 Laskey Et Al. (45) Date of Patent: May 8, 2007Document6 pagesUnited States Patent: (12) (10) Patent No.: US 7,214,135 B2 Laskey Et Al. (45) Date of Patent: May 8, 2007Keval Kamani100% (1)
- US7488150Document17 pagesUS7488150daru.tmNo ratings yet
- Us6547055 Patente UsaDocument12 pagesUs6547055 Patente UsaLuis Peralta GuzmanNo ratings yet
- U.S. Pat. 7,408,401, Vacuum Tube Replacement Device, Roberts, 2008 (Retrovalves) (12AX7) .Document27 pagesU.S. Pat. 7,408,401, Vacuum Tube Replacement Device, Roberts, 2008 (Retrovalves) (12AX7) .Duane BlakeNo ratings yet
- US5820225Document10 pagesUS5820225aungkyawzoreNo ratings yet
- SKX (E.g. As: (12) United States Patent (10) Patent No.: US 6,626,712 B1Document9 pagesSKX (E.g. As: (12) United States Patent (10) Patent No.: US 6,626,712 B1shruti kapseNo ratings yet
- US7444775Document25 pagesUS7444775Abner Ortiz100% (1)
- US7051636Document6 pagesUS7051636Gavin SoccorsoNo ratings yet
- Mold CastingDocument22 pagesMold CastingDicky MadikatamaNo ratings yet
- Us 4432328Document6 pagesUs 4432328Kristee Ann KellyNo ratings yet
- Us 6703545Document7 pagesUs 6703545Rubens Francisco MoreteNo ratings yet
- United States Patent: Jensen (10) Patent N0.: (45) Date of PatentDocument9 pagesUnited States Patent: Jensen (10) Patent N0.: (45) Date of PatentSumit WaghmareNo ratings yet
- Reducing The Core-End Heating in Large Power GeneratorsDocument12 pagesReducing The Core-End Heating in Large Power GeneratorsMichal KowalczykNo ratings yet
- US7418738-Vertical Adjustment Flip-Up PDFDocument15 pagesUS7418738-Vertical Adjustment Flip-Up PDFja2ja1No ratings yet
- Google Patents US6705174 - Apparatus and Method For Gyroscopic PropulsionDocument16 pagesGoogle Patents US6705174 - Apparatus and Method For Gyroscopic PropulsionRudolf KerekesNo ratings yet
- Tesla Patent2 PDFDocument26 pagesTesla Patent2 PDFatirinaNo ratings yet
- Campbell Systematic Reviews - 2011 - Morton - Youth Empowerment Programs For Improving Self Efficacy and Self Esteem ofDocument81 pagesCampbell Systematic Reviews - 2011 - Morton - Youth Empowerment Programs For Improving Self Efficacy and Self Esteem ofAndra ComanNo ratings yet
- Tyler Street News November 2010Document4 pagesTyler Street News November 2010tsumcNo ratings yet
- ChemistryDocument46 pagesChemistryrenzo paratsaNo ratings yet
- ch1 NEW Physics 12 Study GuideDocument16 pagesch1 NEW Physics 12 Study GuidemllupoNo ratings yet
- Statement of PurposeDocument1 pageStatement of Purposeapi-397556034No ratings yet
- What I Need To Know? What I Need To Know?: Quarter 1Document16 pagesWhat I Need To Know? What I Need To Know?: Quarter 1Aileen gay PayunanNo ratings yet
- PRE - Delivery Inspection OF EX200 Super: /TTC-KGP/SOP/2)Document10 pagesPRE - Delivery Inspection OF EX200 Super: /TTC-KGP/SOP/2)Habibur RahamanNo ratings yet
- Risk Management in The Outdoors 1Document13 pagesRisk Management in The Outdoors 1api-278802103No ratings yet
- Cash Out With WhatsappDocument22 pagesCash Out With WhatsappIDRIS JAMIUNo ratings yet
- The Masterbuilder - February 2012 - Road Engineering SpecialDocument238 pagesThe Masterbuilder - February 2012 - Road Engineering SpecialChaitanya Raj GoyalNo ratings yet
- India Pack Expo 2015Document104 pagesIndia Pack Expo 2015michelbgggNo ratings yet
- Ends With 2 Cells Original Homologous Pairs Separate Ending Human Cells Have 46 Starts With One Cell Sister Chromatids SeparateDocument18 pagesEnds With 2 Cells Original Homologous Pairs Separate Ending Human Cells Have 46 Starts With One Cell Sister Chromatids SeparateProThaThaKing ClashNo ratings yet
- Eugene Life DirectoryDocument84 pagesEugene Life DirectoryEugene Area Chamber of Commerce Communications100% (1)
- Assignment 1Document2 pagesAssignment 1Mohammad Nasir AliNo ratings yet
- Production of Xylitol From Corn Cob Hydrolysate - Mardawati - 2018 - IOP - Conf. - Ser. - Earth - Environ. - Sci. - 141 - 012019Document12 pagesProduction of Xylitol From Corn Cob Hydrolysate - Mardawati - 2018 - IOP - Conf. - Ser. - Earth - Environ. - Sci. - 141 - 012019RosalinaIlmiAmaliaNo ratings yet
- Adv RDBDocument7 pagesAdv RDBKunal ChaudhariNo ratings yet
- Mastering Sketching S11 BLAD Print2Document8 pagesMastering Sketching S11 BLAD Print2Interweave0% (1)
- What Is Tajweed - (PDFDrive)Document114 pagesWhat Is Tajweed - (PDFDrive)REYAZ HASSAN MIRNo ratings yet
- Mini WorkshopDocument27 pagesMini Workshopapi-548854218No ratings yet
- Cooperation Under The Security DilemmaDocument49 pagesCooperation Under The Security Dilemmaabzal kojaixanNo ratings yet
- Slem Pc11ag Quarter1 Week8-SlmDocument22 pagesSlem Pc11ag Quarter1 Week8-SlmJuna Marie SuarezNo ratings yet
- Curriculum Vitae: Pramod - Junior CAM EngineerDocument4 pagesCurriculum Vitae: Pramod - Junior CAM EngineerpramodNo ratings yet
- Chapter 2 Creating and Editing Screens: 2.1 Scredit (Screen Editor) SetupDocument4 pagesChapter 2 Creating and Editing Screens: 2.1 Scredit (Screen Editor) SetupryoNo ratings yet
- Transform Techniques For Error Control Codes: R. E. BlahutDocument17 pagesTransform Techniques For Error Control Codes: R. E. BlahutFjolla AdemajNo ratings yet
- Historiography On The Origins of The Cold WarDocument4 pagesHistoriography On The Origins of The Cold Warapi-297872327100% (2)
- 536805502401 (1)Document30 pages536805502401 (1)kedarkNo ratings yet