Download as pdf or txt
You might also like
- AGRT02 21 Guide To Road Tunnels Part 2 Planning Design CommissioningDocument176 pagesAGRT02 21 Guide To Road Tunnels Part 2 Planning Design CommissioningALDO IDROGONo ratings yet
- Bogie Technical RequirementsDocument8 pagesBogie Technical RequirementsAmit shahNo ratings yet
- All-in-One Manual of Industrial Piping Practice and MaintenanceFrom EverandAll-in-One Manual of Industrial Piping Practice and MaintenanceRating: 5 out of 5 stars5/5 (1)
- EGP3-01.16 Welding For Skids and Miscellaneous SteelDocument10 pagesEGP3-01.16 Welding For Skids and Miscellaneous SteelMathias OnosemuodeNo ratings yet
- B 101 - 01 Qjewms1sruqDocument7 pagesB 101 - 01 Qjewms1sruqFadjar ZulkarnainNo ratings yet
- 1.5 Sample BRB Specification - bw2sDocument7 pages1.5 Sample BRB Specification - bw2sKen SuNo ratings yet
- DL-T 5018-2004Document98 pagesDL-T 5018-2004saliyarumesh2292No ratings yet
- 0000 46eg 0001 - 00Document21 pages0000 46eg 0001 - 00Budi HahnNo ratings yet
- Part A: Basic Information: Ref: Current Spec. NoDocument17 pagesPart A: Basic Information: Ref: Current Spec. NoAbhey DograNo ratings yet
- 1062Document13 pages1062katchaniNo ratings yet
- Furnace Tubes, Centrifugally CastDocument10 pagesFurnace Tubes, Centrifugally CastAleem QureshiNo ratings yet
- 903-10004-SPC-M-001 Piping Material SpecificationDocument15 pages903-10004-SPC-M-001 Piping Material SpecificationChitradeep FalguniyaNo ratings yet
- IGS-M-PL-027 (0) 1388 : ApprovedDocument9 pagesIGS-M-PL-027 (0) 1388 : ApprovedMamadNo ratings yet
- Bd00ss0001 - 0 Specification For Structural SteelDocument15 pagesBd00ss0001 - 0 Specification For Structural SteelBùi Văn HợpNo ratings yet
- 36 - Compressed Air InstallationDocument28 pages36 - Compressed Air InstallationTemur LomidzeNo ratings yet
- ENGINEERING STANDARD - Standard Piping Material SpecificationDocument33 pagesENGINEERING STANDARD - Standard Piping Material SpecificationGanesh Eshwar100% (2)
- SF - Piped Utilities - Basic Materials and MethodsDocument11 pagesSF - Piped Utilities - Basic Materials and MethodsMuwafaq_mibNo ratings yet
- LR BendDocument9 pagesLR BendGiridharan GanesanNo ratings yet
- Nickel Rod and Bar: Standard Specification ForDocument6 pagesNickel Rod and Bar: Standard Specification FormahfuzNo ratings yet
- TS - LR BendDocument9 pagesTS - LR BendMecon LtdNo ratings yet
- Technical Notes (General Specification) FOR Flanges, Spectacle Blinds AND Drip RingsDocument11 pagesTechnical Notes (General Specification) FOR Flanges, Spectacle Blinds AND Drip RingsMunish100% (1)
- 1 Engg DBD PP 010Document19 pages1 Engg DBD PP 010sanketNo ratings yet
- Structural Steel (Coatings) PDFDocument30 pagesStructural Steel (Coatings) PDFmassive85No ratings yet
- 1 SS PP 042Document16 pages1 SS PP 042SURAJ PRSADNo ratings yet
- WRM Proceses - Copy (Autosaved)Document41 pagesWRM Proceses - Copy (Autosaved)Vikrant HanwatNo ratings yet
- D Heat Treatment & TestDocument5 pagesD Heat Treatment & TestSusovan SensharmaNo ratings yet
- Specification For FencingDocument13 pagesSpecification For FencingVJ QatarNo ratings yet
- In-42.3-5.1 STD Material Spec Low Alloyed Steels For Pressure VesselsDocument17 pagesIn-42.3-5.1 STD Material Spec Low Alloyed Steels For Pressure VesselsMohsen Karimi100% (1)
- 8381-4000-SX-0001 Piping & Valve Material SpecificationDocument46 pages8381-4000-SX-0001 Piping & Valve Material Specificationthorster12345No ratings yet
- DIP-NOR-022 - Suministro de Estructura Metálica - Es.enDocument24 pagesDIP-NOR-022 - Suministro de Estructura Metálica - Es.enSUJAL SHAH - SKIPPER LIMITEDNo ratings yet
- HX-Mechanical Design StandardsDocument5 pagesHX-Mechanical Design StandardsDnyaneshwar GawandeNo ratings yet
- AdweaDocument12 pagesAdweaUnni Cyriac100% (1)
- Pages From DESIGN OF STEEL STRUCTURES (NORSOK) - 2Document5 pagesPages From DESIGN OF STEEL STRUCTURES (NORSOK) - 2dunglxNo ratings yet
- Specification For Steel PipingDocument28 pagesSpecification For Steel Pipingfelixrich100% (2)
- Technical Confirmation List Pipe & PlatesDocument2 pagesTechnical Confirmation List Pipe & Platessiva8000No ratings yet
- Tps OHLDocument88 pagesTps OHLNaseem AhmedNo ratings yet
- Bare Copper & Earthing Accessories SpecificationDocument14 pagesBare Copper & Earthing Accessories SpecificationJayantha SampathNo ratings yet
- Break ElongationDocument3 pagesBreak ElongationPHILIPANTHONY MASILANGNo ratings yet
- C 955 - 03Document4 pagesC 955 - 03Tarek FennicheNo ratings yet
- Materi WI - EngDocument5 pagesMateri WI - EngDARYONO sudaryonoNo ratings yet
- WeldComm Stair SpecDocument16 pagesWeldComm Stair Specsks_242No ratings yet
- LN194 1 - 10215200 005 LST enDocument8 pagesLN194 1 - 10215200 005 LST enaakash bhardwajNo ratings yet
- Project Standard Specification: Pipe Expansion Fittings and Loops 15121 - Page 1/5Document5 pagesProject Standard Specification: Pipe Expansion Fittings and Loops 15121 - Page 1/5adel rihanaNo ratings yet
- ES - Piping Material SpecificationDocument14 pagesES - Piping Material SpecificationJegan Cheng100% (2)
- Asme2b sb-187Document8 pagesAsme2b sb-187kkskasdkk12No ratings yet
- Astm B163 PDFDocument12 pagesAstm B163 PDFSuellen FerreiraNo ratings yet
- Code For Design and Construction For High Strenght BoltDocument33 pagesCode For Design and Construction For High Strenght BoltTimothy HancockNo ratings yet
- LS 142-05.T02 - 3 Cold Bending of Pipes, Manufacture and Testing (EN)Document5 pagesLS 142-05.T02 - 3 Cold Bending of Pipes, Manufacture and Testing (EN)Kreshna Wisnu BrataNo ratings yet
- Attachment G - EPE Above Ground Coating SpecificationsDocument22 pagesAttachment G - EPE Above Ground Coating SpecificationsJohn RussellNo ratings yet
- Refrigerant PipingDocument9 pagesRefrigerant PipingCedel AustriaNo ratings yet
- Annex 14 - Piping SpecDocument18 pagesAnnex 14 - Piping SpecbisworupmNo ratings yet
- Specification For Carbon Steel Pipes & FittingsDocument27 pagesSpecification For Carbon Steel Pipes & FittingsNoor Anter100% (1)
- Astm B166Document9 pagesAstm B166luiz.superv.valbracNo ratings yet
- SS Weld SpecificationDocument39 pagesSS Weld SpecificationmurugesanNo ratings yet
- Design of Shell and Tube Heat Exchanger: NPTEL - Chemical Engineering - Chemical Engineering Design - IIDocument40 pagesDesign of Shell and Tube Heat Exchanger: NPTEL - Chemical Engineering - Chemical Engineering Design - IIPranav Mishra0% (1)
- Steel YaniiDocument11 pagesSteel YaniiYanessa Abdukahil MawalicNo ratings yet
- Unit Unitnumbe R CoursenameDocument35 pagesUnit Unitnumbe R CoursenameTaimori FadhiliNo ratings yet
- Is 3589Document21 pagesIs 3589ajit singhNo ratings yet
- Is 3589Document19 pagesIs 3589kishor.kokate60% (5)
- Welding Terminology: A Guide to MIG, TIG, Stick, Gas, and Spot Welding TermsFrom EverandWelding Terminology: A Guide to MIG, TIG, Stick, Gas, and Spot Welding TermsNo ratings yet
- Epcmd 2 QM00 Itp CS 004Document2 pagesEpcmd 2 QM00 Itp CS 004SURAJ PRSADNo ratings yet
- Epcmd 2 QM00 Itp CS 002Document3 pagesEpcmd 2 QM00 Itp CS 002SURAJ PRSADNo ratings yet
- Epcmd 2 QM00 Itp CS 003Document2 pagesEpcmd 2 QM00 Itp CS 003SURAJ PRSADNo ratings yet
- Scan 27 Sep 2020Document2 pagesScan 27 Sep 2020SURAJ PRSADNo ratings yet
- Scan 27 Sep 2020Document2 pagesScan 27 Sep 2020SURAJ PRSADNo ratings yet
- 1 SS PP 018Document23 pages1 SS PP 018SURAJ PRSADNo ratings yet
- Multi Parameter Analyser BrochureDocument4 pagesMulti Parameter Analyser BrochureVinodkumar GuptaNo ratings yet
- Upsc Book ListDocument25 pagesUpsc Book ListYASHWANTH PATIL G J100% (1)
- ENGL 102 Mixed Tense Exercises (8 Tenses)Document22 pagesENGL 102 Mixed Tense Exercises (8 Tenses)na-labbadNo ratings yet
- Power SystemDocument3 pagesPower SystemMogaka LucasNo ratings yet
- Reservoir EngineeringDocument13 pagesReservoir EngineeringhasanuzzamanNo ratings yet
- Introduction - TFNDocument22 pagesIntroduction - TFNako at ang exoNo ratings yet
- Module 1 Install Pole Harwarde and AccessoriesDocument23 pagesModule 1 Install Pole Harwarde and AccessoriesRussel AtienzaNo ratings yet
- Decision Involving Alternative ChoicesDocument11 pagesDecision Involving Alternative Choicesadixitanuj6No ratings yet
- The Enlightenment, The Age of ReasonDocument40 pagesThe Enlightenment, The Age of ReasonRahma MohamedNo ratings yet
- Success of Major Countries (Nkra) EducationDocument5 pagesSuccess of Major Countries (Nkra) EducationCecile CordovaNo ratings yet
- Design ProjectDocument31 pagesDesign ProjectVaibhav Vaidya0% (1)
- Math Presentation GCF LCMDocument14 pagesMath Presentation GCF LCMblessed joy silvaNo ratings yet
- DGR-7 7 A-OutlineDocument1 pageDGR-7 7 A-OutlineSHERIEFNo ratings yet
- 30 Must Read Bestsellers in Infographics by HeadwayDocument69 pages30 Must Read Bestsellers in Infographics by HeadwaykateNo ratings yet
- Confliect Management - Ogl 220 - ArtifactDocument5 pagesConfliect Management - Ogl 220 - Artifactapi-720145281No ratings yet
- HSE Calendar 2023 - 221230 - 112723Document13 pagesHSE Calendar 2023 - 221230 - 112723Mkd OfficialNo ratings yet
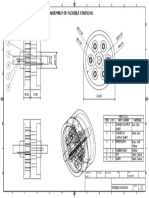
- Flexible Coupling AssemblyDocument1 pageFlexible Coupling AssemblybluebirdNo ratings yet
- 1 Continuous Process ImprovementDocument45 pages1 Continuous Process ImprovementlisahunNo ratings yet
- AOC-02 TMM OBC 01565731 ApplicationDocument3 pagesAOC-02 TMM OBC 01565731 ApplicationDeepak SwamiNo ratings yet
- 1lmd Eng 1Document15 pages1lmd Eng 1Yassine HamdiaNo ratings yet
- Case 3.1: "Ethical Selling at Perfect Solutions: The Case of The Delayed Product"Document3 pagesCase 3.1: "Ethical Selling at Perfect Solutions: The Case of The Delayed Product"Shan Danielle MortejoNo ratings yet
- Extraordinary Construction On GermanyDocument1 pageExtraordinary Construction On Germanyzainulmhd867No ratings yet
- Lab 06: Arrays & Functions Objective(s) :: ExercisesDocument4 pagesLab 06: Arrays & Functions Objective(s) :: ExercisesAhsan Ali GopangNo ratings yet
- The Minimum Mean Dominating Energy of GraphsDocument5 pagesThe Minimum Mean Dominating Energy of GraphsiirNo ratings yet
- MIS770A CH 08 Even Sol PDFDocument7 pagesMIS770A CH 08 Even Sol PDFZijun LiNo ratings yet
- QTMS Final Assessment (Spring 2020) PDFDocument6 pagesQTMS Final Assessment (Spring 2020) PDFAbdul RafayNo ratings yet
- Calculus For Iit Jee PDFDocument510 pagesCalculus For Iit Jee PDFAbhishek Kumar77% (94)
- Chemistry XIIDocument18 pagesChemistry XIISayantan DasNo ratings yet
- Aerodynamics PDFDocument12 pagesAerodynamics PDFHari ShankarNo ratings yet