Download as pdf or txt
You might also like
- Dispensing, Incompatibilities, and Adverse Drug Reactions Answer Key-PINK PACOPDocument78 pagesDispensing, Incompatibilities, and Adverse Drug Reactions Answer Key-PINK PACOPBilly Vince AlquinoNo ratings yet
- SU10KRT3U MAnual ActualizadoDocument20 pagesSU10KRT3U MAnual Actualizadoyury LozanoNo ratings yet
- Maintenance Guide SA-10,20Document16 pagesMaintenance Guide SA-10,20Ayaovi Jorlau100% (4)
- Mam Ky02sDocument34 pagesMam Ky02sTaufan Justvands67% (3)
- Felfil-Evo Assembled ManualDocument13 pagesFelfil-Evo Assembled ManualECO333No ratings yet
- QuickStartGuide ML700 LRDocument3 pagesQuickStartGuide ML700 LRVipiNo ratings yet
- F Fa Analog EngDocument44 pagesF Fa Analog EngИлья ГлининNo ratings yet
- EMEC F FA Series Instruction Manual R1 11 03Document28 pagesEMEC F FA Series Instruction Manual R1 11 03antonio vukeNo ratings yet
- Gastroscope Gve-2100Document22 pagesGastroscope Gve-2100Victor BlancoNo ratings yet
- Colonoscope Cve-2100tmDocument23 pagesColonoscope Cve-2100tmVictor BlancoNo ratings yet
- EN ManualDocument32 pagesEN Manualantonio vukeNo ratings yet
- Manual Book Diaphragm PumpDocument8 pagesManual Book Diaphragm Pumpherc cvlezNo ratings yet
- Baby Lock Embellisher EMB12 Sewing Machine Instruction ManualDocument16 pagesBaby Lock Embellisher EMB12 Sewing Machine Instruction ManualiliiexpugnansNo ratings yet
- LaboPol 21 25 15297001 EN Revision 0Document32 pagesLaboPol 21 25 15297001 EN Revision 0ahmed awadNo ratings yet
- Service Manual: Eole/Eole DCDocument15 pagesService Manual: Eole/Eole DCsongdashengNo ratings yet
- TE-45 TE-50 TE-75 TE-75S TE-125 TE-125BF: User and Installation ManualDocument16 pagesTE-45 TE-50 TE-75 TE-75S TE-125 TE-125BF: User and Installation Manualhatu lucianNo ratings yet
- Steamfast Manual Vaporizador SF 407 enDocument16 pagesSteamfast Manual Vaporizador SF 407 enkemmerichNo ratings yet
- User Manual: Seba Hydrometrie GMBH & Co. KGDocument16 pagesUser Manual: Seba Hydrometrie GMBH & Co. KGChristian LamertzNo ratings yet
- RF Service Man. 232w New 2016Document33 pagesRF Service Man. 232w New 2016gbotha671No ratings yet
- Respironics Everflo Filter Replacement Manual - NewDocument6 pagesRespironics Everflo Filter Replacement Manual - NewJose EstradaNo ratings yet
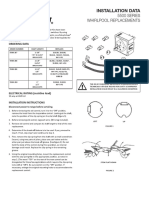
- Installation Data: 5500 Series Whirlpool ReplacementsDocument2 pagesInstallation Data: 5500 Series Whirlpool ReplacementsArio BharataNo ratings yet
- Lit-115b HLS-150 150 Watt Halogen Illuminator Service ManualDocument8 pagesLit-115b HLS-150 150 Watt Halogen Illuminator Service ManualCIBMEDICS SASNo ratings yet
- Operator'S Manual: E-Series Ultraviolet Hand LampsDocument8 pagesOperator'S Manual: E-Series Ultraviolet Hand LampsDogminiq GNo ratings yet
- Product - Support - Sportsart - Owners Manuals - 805P Elliptical Owners ManualDocument25 pagesProduct - Support - Sportsart - Owners Manuals - 805P Elliptical Owners Manualed zbikNo ratings yet
- User Manual Flexxopomp: A Dosing Pump For Automatically Filling A FlexxomatDocument6 pagesUser Manual Flexxopomp: A Dosing Pump For Automatically Filling A FlexxomatAlejandro Quintero CardonaNo ratings yet
- Standby Valve User GuideDocument13 pagesStandby Valve User GuideLizz CabelloNo ratings yet
- White 2380 Sewing Machine Instruction ManualDocument44 pagesWhite 2380 Sewing Machine Instruction ManualiliiexpugnansNo ratings yet
- INT TheoryDocument25 pagesINT Theorypoojita bannaNo ratings yet
- str8150 m2Document24 pagesstr8150 m2Christian.Rs07 R.s000007No ratings yet
- Manual Lava AlfombrasDocument16 pagesManual Lava AlfombrasSonia Castillo RodriguezNo ratings yet
- Table Fan: User ManualDocument40 pagesTable Fan: User ManualAnuta CosminNo ratings yet
- User Manual GD111Document32 pagesUser Manual GD111Kansika NgammeeNo ratings yet
- Doc enDocument11 pagesDoc enTina IvanovaNo ratings yet
- Pfaff Cover Style Coverstitch Machine Instruction ManualDocument68 pagesPfaff Cover Style Coverstitch Machine Instruction ManualiliiexpugnansNo ratings yet
- Moog ServoValves G761and761Series InstallationInstructions enDocument4 pagesMoog ServoValves G761and761Series InstallationInstructions entetsa zangetsuNo ratings yet
- HPR Flow Switch Replacement Hyperformance Plasma Systems: Field Service BulletinDocument4 pagesHPR Flow Switch Replacement Hyperformance Plasma Systems: Field Service BulletinAung Naing OoNo ratings yet
- N874361 DCF840Document32 pagesN874361 DCF840Vanesa SanzNo ratings yet
- Manual ConectoresDocument19 pagesManual ConectoresLuis EduardoNo ratings yet
- Lincat Boiler Display PDFDocument11 pagesLincat Boiler Display PDFPaolo CaneNo ratings yet
- Panorama System ManualDocument9 pagesPanorama System Manualandy45No ratings yet
- Rapid 105E 106E: GB Operator's ManualDocument12 pagesRapid 105E 106E: GB Operator's Manualcancunlover37No ratings yet
- Owner's GuideDocument128 pagesOwner's GuidePascal DesmeulesNo ratings yet
- Manual ServicioDocument8 pagesManual ServicioXimena PrietoNo ratings yet
- Wayne-Dresser 1V, 2V & 3V Retrofit For Healy Systems, Inc. MODEL VP1000 Vapor Recovery Assist SystemDocument17 pagesWayne-Dresser 1V, 2V & 3V Retrofit For Healy Systems, Inc. MODEL VP1000 Vapor Recovery Assist SystemRafatHatmNo ratings yet
- D-040 Rev 004 E150 Pump ELASTECDocument13 pagesD-040 Rev 004 E150 Pump ELASTECalvaro yepes oviedoNo ratings yet
- Xxlh20r Lf20fr Lh30fr Lh50yr Lu50r Lu50fr Lh70yr Lh90qrDocument122 pagesXxlh20r Lf20fr Lh30fr Lh50yr Lu50r Lu50fr Lh70yr Lh90qrsejarah79No ratings yet
- Embroidery Machine ManualDocument42 pagesEmbroidery Machine ManualYe KoNo ratings yet
- Operator'S Manual: E-Series Ultraviolet Hand LampsDocument9 pagesOperator'S Manual: E-Series Ultraviolet Hand LampsGuiss LemaNo ratings yet
- Water Pump SIPDocument6 pagesWater Pump SIPsanpkaruNo ratings yet
- PWFCKN000Document27 pagesPWFCKN000thermocoolingenieriaNo ratings yet
- Manual Sillon Olsen PDFDocument14 pagesManual Sillon Olsen PDFbrisaNo ratings yet
- PL 225Document50 pagesPL 225nelsonNo ratings yet
- 061 600seriesvalvesDocument4 pages061 600seriesvalvesnflzhang1981No ratings yet
- HTF3211ADocument12 pagesHTF3211AHạnh BùiNo ratings yet
- Ap 250Document16 pagesAp 250Jackzon GonzalezNo ratings yet
- Therapy User Instructions ELECTRIC SUCTION UNITDocument6 pagesTherapy User Instructions ELECTRIC SUCTION UNITomar medhatNo ratings yet
- 201204-Mightymite z4203 Owners HandbookDocument8 pages201204-Mightymite z4203 Owners HandbookGirlNo ratings yet
- PENTAIR WHISPERFLO Manual-English-SpanishDocument28 pagesPENTAIR WHISPERFLO Manual-English-SpanishProyectos Veka Del CaribeNo ratings yet
- Product Parts: Fluval Canister FilterDocument90 pagesProduct Parts: Fluval Canister FilterIrving Jose Vazquez QuezadaNo ratings yet
- LCD TV: Owner'S ManualDocument124 pagesLCD TV: Owner'S ManualTechtrade ArgentinaNo ratings yet
- Automotive Actuators and EVAP System TestingFrom EverandAutomotive Actuators and EVAP System TestingRating: 4.5 out of 5 stars4.5/5 (4)
- Autoclave - Kaizen ImperialDocument3 pagesAutoclave - Kaizen ImperialAnaThomasNo ratings yet
- CVDocument3 pagesCVshahbaz akramNo ratings yet
- 01 91 13 General Commissioning RequirementsDocument25 pages01 91 13 General Commissioning Requirementsvin ssNo ratings yet
- Parasitology Table ProtozoaDocument10 pagesParasitology Table ProtozoaMae Rose Charlene MendozaNo ratings yet
- Business Plan AbmDocument42 pagesBusiness Plan AbmMikaela MassalangNo ratings yet
- Navigating The Cooling, Heating and Reheat Process On The Psychrometric ChartDocument11 pagesNavigating The Cooling, Heating and Reheat Process On The Psychrometric ChartmohdkamalhaziqNo ratings yet
- Covalent Bond Worksheet PDFDocument4 pagesCovalent Bond Worksheet PDFHelma Jabello AriolaNo ratings yet
- ANS Skeletal Muscle AssignmentDocument4 pagesANS Skeletal Muscle AssignmentAkinsanya Oyinkansola ChristineNo ratings yet
- 1 s2.0 S0301479722012762 MainDocument18 pages1 s2.0 S0301479722012762 MainBivin EbenezerNo ratings yet
- Chapter 1 Hospital PharmacyDocument3 pagesChapter 1 Hospital PharmacyPatrisha Bello BulacanNo ratings yet
- Director Risk Management Investment Accountant in NYC Resume James DwyerDocument2 pagesDirector Risk Management Investment Accountant in NYC Resume James DwyerJamesDwyerNo ratings yet
- Entrepreneurship Business Plan: Group Ha Rufon 12 HUMSS - A DisiplinaDocument6 pagesEntrepreneurship Business Plan: Group Ha Rufon 12 HUMSS - A DisiplinaNathalie UbaNo ratings yet
- CHL v4 - U3 Task 8 Additional Parity Pricing FiguresDocument6 pagesCHL v4 - U3 Task 8 Additional Parity Pricing FiguresProdip Debnath Nayan100% (2)
- Tennessee Plaintiffs' Cert PetitionDocument47 pagesTennessee Plaintiffs' Cert PetitionEquality Case FilesNo ratings yet
- High-Speed Twin-Roll Strip Casting of Al-Mg-Si Alloys With High Iron ContentDocument7 pagesHigh-Speed Twin-Roll Strip Casting of Al-Mg-Si Alloys With High Iron ContentVidya me20d015No ratings yet
- Exhibition Calendar 20-21Document2 pagesExhibition Calendar 20-21AwaisNo ratings yet
- Welfare Scheme ConcessionsDocument6 pagesWelfare Scheme Concessionskapil11211No ratings yet
- Hydraulic Systems: Hydraulic Mechanism of Acme Cutting MachineDocument21 pagesHydraulic Systems: Hydraulic Mechanism of Acme Cutting MachineSantha PriyaNo ratings yet
- Letter of Undertaking Letter Seggregation in ChargeDocument1 pageLetter of Undertaking Letter Seggregation in ChargeSijin SivankuttyNo ratings yet
- Insurance LawDocument15 pagesInsurance LawShruti KambleNo ratings yet
- Chapter IDocument7 pagesChapter Imarina abanNo ratings yet
- Calamities in PhilippinesDocument44 pagesCalamities in PhilippinesMic BaldevaronaNo ratings yet
- Ordinance of B.P.Ed. (One Year) CourseDocument36 pagesOrdinance of B.P.Ed. (One Year) CoursesandwwpNo ratings yet
- Overview EHEDG Guidelines by Topics 2018 04Document3 pagesOverview EHEDG Guidelines by Topics 2018 04cahyaniNo ratings yet
- 2.3.5 Practice - Atomic Structure (Practice)Document11 pages2.3.5 Practice - Atomic Structure (Practice)damarionbryant46No ratings yet
- Clay Liner SpecificationDocument1 pageClay Liner Specificationgavin siaNo ratings yet
- Conversion of Units of Volume and Capacity: WorkedDocument1 pageConversion of Units of Volume and Capacity: WorkedPaul TurnerNo ratings yet
- 2-322 Physical and Chemical Data: X Y X YDocument9 pages2-322 Physical and Chemical Data: X Y X YKelo CastestNo ratings yet