Download as pdf or txt
You might also like
- Am Jur 2d Bills and NotesDocument899 pagesAm Jur 2d Bills and NotesMichael Jones91% (11)
- TM-FTKC-Manual User PDFDocument72 pagesTM-FTKC-Manual User PDFnvn87100% (1)
- Chapter 4 - Good and Service DesignDocument3 pagesChapter 4 - Good and Service DesignMency RaymundoNo ratings yet
- Coepd BaDocument127 pagesCoepd BaKarishma Rajput100% (1)
- Problem Statement QFDDocument7 pagesProblem Statement QFDAbdul RehmanNo ratings yet
- Fine Grained Auditing: Shahul IsmailDocument9 pagesFine Grained Auditing: Shahul IsmailranusofiNo ratings yet
- Quality Function Deployment (QFD) : Roshan Kumar.R 2015507039Document33 pagesQuality Function Deployment (QFD) : Roshan Kumar.R 2015507039Yeshwant SureshNo ratings yet
- Quality Function DeploymentDocument29 pagesQuality Function DeploymentNeeraja MunnaNo ratings yet
- QFD by Gopal K. DixitDocument38 pagesQFD by Gopal K. DixitkaashniNo ratings yet
- QM 0013Document9 pagesQM 0013Mrinal KalitaNo ratings yet
- FALLSEM2019-20 MGT1035 TH VL2019201002844 Reference Material I 26-Jul-2019 Module 2Document93 pagesFALLSEM2019-20 MGT1035 TH VL2019201002844 Reference Material I 26-Jul-2019 Module 2Shivam KencheNo ratings yet
- Tools and Techniques For Quality ManagementDocument48 pagesTools and Techniques For Quality ManagementSrividhya ManikandanNo ratings yet
- A.S. Khangura and S.K. Gandhi Design and Development of The Refrigerator With Quality FunctionDocument5 pagesA.S. Khangura and S.K. Gandhi Design and Development of The Refrigerator With Quality FunctionVinay RajputNo ratings yet
- TQM ToolsDocument29 pagesTQM Toolsविवेक शर्माNo ratings yet
- Product and Service DesignDocument38 pagesProduct and Service DesignCharisa SamsonNo ratings yet
- Quality Function DeploymentDocument40 pagesQuality Function DeploymentVaswee Dubey100% (1)
- Unit 1 8Document39 pagesUnit 1 8piyush.foruppoNo ratings yet
- BME Chap 4Document60 pagesBME Chap 4eggusiloguNo ratings yet
- 11th Aug 2016 4th Lecture PDFDocument10 pages11th Aug 2016 4th Lecture PDFGAURAVNo ratings yet
- Quality PLNG Control Imp, Benchmarking SDDocument95 pagesQuality PLNG Control Imp, Benchmarking SDANKIT KUMARNo ratings yet
- Second ChapterDocument8 pagesSecond ChapterMuddassir DanishNo ratings yet
- UNIT IV TQMDocument49 pagesUNIT IV TQMmohanravi1986No ratings yet
- What Is QFDDocument7 pagesWhat Is QFDAkhilesh YadavNo ratings yet
- Reverse Engineering and BenchmarkingDocument25 pagesReverse Engineering and BenchmarkingSultan MorseanNo ratings yet
- Qresst: in A Few WordsDocument11 pagesQresst: in A Few WordsSasiKumar PetchiappanNo ratings yet
- Presentation On: House of QualityDocument17 pagesPresentation On: House of QualityDr. Rita SharmaNo ratings yet
- QFD As A Tool For Business Excellence Through TQMDocument9 pagesQFD As A Tool For Business Excellence Through TQMseventhhemanthNo ratings yet
- Production and Operations ManagementDocument9 pagesProduction and Operations Managementaryanboxer786No ratings yet
- 3 PDFDocument8 pages3 PDFAbdul NadeeNo ratings yet
- QFD Group 10 ModifiedDocument49 pagesQFD Group 10 ModifiedAmit KadamNo ratings yet
- Tools and Techniques For TQM: Dr. Ayham Jaaron Second Semester 2010/2011Document51 pagesTools and Techniques For TQM: Dr. Ayham Jaaron Second Semester 2010/2011mushtaque61No ratings yet
- Deployment: in A Few WordsDocument11 pagesDeployment: in A Few WordsSasiKumar PetchiappanNo ratings yet
- Welcome: in A Few WordsDocument11 pagesWelcome: in A Few WordsSasiKumar PetchiappanNo ratings yet
- Linking These Phases Provides A Mechanism To Deploy The Customer Voice Through To Control of Process OperationsDocument10 pagesLinking These Phases Provides A Mechanism To Deploy The Customer Voice Through To Control of Process OperationsSiddharth KalsiNo ratings yet
- Useful Benchmarking Techniques in ComputerDocument5 pagesUseful Benchmarking Techniques in Computerraihan153No ratings yet
- QFD Presentation FinalDocument52 pagesQFD Presentation FinalAshokNo ratings yet
- Quality Function DeploymentDocument13 pagesQuality Function DeploymentShafwan MuhadzdzibNo ratings yet
- Compiled AnswersDocument20 pagesCompiled AnswersPKNo ratings yet
- Implement Total Quality Management Key Performance Indicators (KPIs)Document6 pagesImplement Total Quality Management Key Performance Indicators (KPIs)Amish DebNo ratings yet
- 2516 (3) TQM Tools and TechniquesDocument51 pages2516 (3) TQM Tools and TechniquesAshish SinghaniaNo ratings yet
- Quality Function DeploymentDocument26 pagesQuality Function DeploymentHasbi O'conner Part IINo ratings yet
- Quality Function DeploymentDocument10 pagesQuality Function DeploymentA DAY IN THANNINo ratings yet
- Chapter 13 - Designing For Quality: PTTE 434 Jim Wixson - InstructorDocument72 pagesChapter 13 - Designing For Quality: PTTE 434 Jim Wixson - InstructorPrabhat SharmaNo ratings yet
- QFD ReportDocument18 pagesQFD ReportChintan SinghviNo ratings yet
- Benefits of QFD: 1-Write A Short Essay (About 500 Words) On QFD As An Approach To Requirements Development and AnalysisDocument17 pagesBenefits of QFD: 1-Write A Short Essay (About 500 Words) On QFD As An Approach To Requirements Development and AnalysisAnuj JaiswalNo ratings yet
- Total Qualtiy Management (TQM) : A Presentation OnDocument23 pagesTotal Qualtiy Management (TQM) : A Presentation OnHarshil RasputraNo ratings yet
- DMAICDocument6 pagesDMAICpremdiwanaNo ratings yet
- Chap 3 OMDocument27 pagesChap 3 OMSayed zeeshan haiderNo ratings yet
- GE8077 TQM UNIT IV NotesDocument19 pagesGE8077 TQM UNIT IV NotesdineshbabuNo ratings yet
- Goods and Service Design: By: Weezie Kay O. Manucan and Bernie Joseph A. JiaoDocument50 pagesGoods and Service Design: By: Weezie Kay O. Manucan and Bernie Joseph A. JiaoJosef JiaoNo ratings yet
- Quality Function Deployment:Quality Function Deployment (QFD) MethodDocument18 pagesQuality Function Deployment:Quality Function Deployment (QFD) Methodparul_15_120% (1)
- Application of Quality Function Deployment in Developing An Air-Conditioning UnitDocument7 pagesApplication of Quality Function Deployment in Developing An Air-Conditioning UnitInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Chapter 4: Product and Service Design: 1. Key QuestionDocument5 pagesChapter 4: Product and Service Design: 1. Key QuestionRedoy HossainNo ratings yet
- What Does Product and Service Design DoDocument22 pagesWhat Does Product and Service Design DoChie COncha50% (2)
- Topic 4 - The Organization & EnviromentDocument39 pagesTopic 4 - The Organization & Enviromentmostafa elyamaniNo ratings yet
- All Tools in OneDocument38 pagesAll Tools in Oneom_3334No ratings yet
- What Does Product and Service Design DoDocument22 pagesWhat Does Product and Service Design DoAtiqul IslamNo ratings yet
- Product and Service DesignDocument4 pagesProduct and Service Designjth55936zwohocomNo ratings yet
- Unit-3 Techniques of TQMDocument47 pagesUnit-3 Techniques of TQMFarshan SulaimanNo ratings yet
- Quality FunctionDocument55 pagesQuality Functionyogeshkmr01No ratings yet
- Studi Kasus Perencanaan SistemDocument40 pagesStudi Kasus Perencanaan Sistemamanda winataNo ratings yet
- Cost Estimation in Agile Software Development: Utilizing Functional Size Measurement MethodsFrom EverandCost Estimation in Agile Software Development: Utilizing Functional Size Measurement MethodsNo ratings yet
- Pre-Patinated Copper For Architectural ApplicationsDocument4 pagesPre-Patinated Copper For Architectural Applicationsanurag yadavNo ratings yet
- SENDERDocument17 pagesSENDERAllen PinlacNo ratings yet
- Competitive Solution For Residential Buildings: Orona 3GDocument2 pagesCompetitive Solution For Residential Buildings: Orona 3Gpanyaa29RBLXNo ratings yet
- NLP 2 AdvDocument91 pagesNLP 2 AdvShamsul BasharNo ratings yet
- Introduction To Matlab/Simulink ObjectivesDocument8 pagesIntroduction To Matlab/Simulink ObjectivesFatima SaeedNo ratings yet
- Centinal CollgeDocument17 pagesCentinal CollgeAdit KadakiaNo ratings yet
- Jeppview For Windows: List of Pages in This Trip KitDocument27 pagesJeppview For Windows: List of Pages in This Trip KitTweed3ANo ratings yet
- Materi CaptionDocument27 pagesMateri CaptionMuna IzzatiNo ratings yet
- Technical Manual Gear Hub Systems: EnglishDocument84 pagesTechnical Manual Gear Hub Systems: EnglishЕвгений ЕвсеевNo ratings yet
- A Presentation On PEDocument28 pagesA Presentation On PEanishNo ratings yet
- Manual de Partes Genie Z60Document242 pagesManual de Partes Genie Z60Carlos ReyesNo ratings yet
- 2 2024 School Census ADVANCE Questionnaire Pre-PriDocument18 pages2 2024 School Census ADVANCE Questionnaire Pre-Prifrecymile46No ratings yet
- Cavitation of A Water Jet in WaterDocument82 pagesCavitation of A Water Jet in WaterAung KyiNo ratings yet
- 33 05 07.13 Utility Horizontal Directional Drilling (HDD) - 201912201346448977Document11 pages33 05 07.13 Utility Horizontal Directional Drilling (HDD) - 201912201346448977Ayman ElMawardyNo ratings yet
- SDS2000X-E Data SheetDocument19 pagesSDS2000X-E Data SheetIbai BiNo ratings yet
- FSC Trademark Quick Guide For Certificate HoldersDocument15 pagesFSC Trademark Quick Guide For Certificate HoldersDebashishDolonNo ratings yet
- Experiment-1 Input and Output Characteristics of BJT in Ce ConfigurationDocument8 pagesExperiment-1 Input and Output Characteristics of BJT in Ce ConfigurationAditya GudlaNo ratings yet
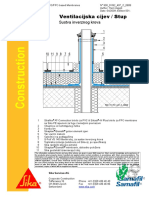
- Sintetiƒke Membrane - Inverzni Krov - Vertikalna Cijev, StupDocument2 pagesSintetiƒke Membrane - Inverzni Krov - Vertikalna Cijev, StupAlmas TrtovacNo ratings yet
- x3450 Type 7948 Service GuideDocument106 pagesx3450 Type 7948 Service GuideRay CoetzeeNo ratings yet
- Activity 1.2 PDFDocument2 pagesActivity 1.2 PDFJanine Arielle DanaoNo ratings yet
- Telecommunications Research Laboratories v. At&TDocument7 pagesTelecommunications Research Laboratories v. At&TPriorSmartNo ratings yet
- 2021-EO Reorganization CIC EOCDocument5 pages2021-EO Reorganization CIC EOCDennis CosmodNo ratings yet
- Manual Servicio Microondas LGDocument35 pagesManual Servicio Microondas LGIsidro RamosNo ratings yet
- Aegis Emergency Data Sheet1Document2 pagesAegis Emergency Data Sheet1Armando RamirezNo ratings yet
- The GurubookDocument199 pagesThe Gurubookpaola SanchezNo ratings yet
- Flyer Sewage Sludge DryingDocument6 pagesFlyer Sewage Sludge Dryingkosmc123No ratings yet