Download as pdf or txt
You might also like
- Design and Fabrication of Sheet RollingDocument25 pagesDesign and Fabrication of Sheet RollingKritisundar Garnayak100% (1)
- Structural Geology: Fundamentals and Modern DevelopmentsFrom EverandStructural Geology: Fundamentals and Modern DevelopmentsRating: 4.5 out of 5 stars4.5/5 (9)
- Thread Chart PDFDocument9 pagesThread Chart PDFKathirrasu100% (1)
- ChartsDocument1 pageChartsravikumarmgowdaNo ratings yet
- Sheet Metal Rolling Using Two Roller Powered MachineDocument12 pagesSheet Metal Rolling Using Two Roller Powered MachineRefly Excel MalinoNo ratings yet
- 1 02 Feb 2021material - I - 02 Feb 2021 - Lecture - 1 (20 Files Merged) (2 Files Merged)Document721 pages1 02 Feb 2021material - I - 02 Feb 2021 - Lecture - 1 (20 Files Merged) (2 Files Merged)Uday S.A.No ratings yet
- Deep Drawing ProcessDocument24 pagesDeep Drawing ProcessanupalNo ratings yet
- Basics of Sheet Metal WorkingDocument12 pagesBasics of Sheet Metal WorkingTooba100% (1)
- Defects in Metal Forming Processes: Prepared By:-Amitkumar R. ShelarDocument22 pagesDefects in Metal Forming Processes: Prepared By:-Amitkumar R. ShelarKarun PeriyasamyNo ratings yet
- Ch13 Rolling Fall 2021 021021Document29 pagesCh13 Rolling Fall 2021 021021Moustapha MneimnehNo ratings yet
- Fundamental of Metal FormingDocument5 pagesFundamental of Metal FormingAnuj BhardwajNo ratings yet
- Defects in Metal Forming Processes: Prepared By:-Amitkumar R. ShelarDocument22 pagesDefects in Metal Forming Processes: Prepared By:-Amitkumar R. ShelarCepi Sindang KamulanNo ratings yet
- 3-Bulk Deformation ProcessesDocument26 pages3-Bulk Deformation ProcessesndrknsNo ratings yet
- Metal Forming 1Document36 pagesMetal Forming 1Ilyana Sahira Murizan0% (1)
- Chapter 3 MFG IIDocument145 pagesChapter 3 MFG IITiliksew Wudie Assabe100% (1)
- Metal Forming1 1Document51 pagesMetal Forming1 1songpengyuan123No ratings yet
- Rolling: Metal Working ProcessDocument63 pagesRolling: Metal Working ProcessRohit SinghalNo ratings yet
- Thẻ ghi nhớ - Manufacturing Processes Quiz Bulk Deformation - QuizletDocument3 pagesThẻ ghi nhớ - Manufacturing Processes Quiz Bulk Deformation - QuizletHÒA LÊ TRUNGNo ratings yet
- 6 PDFDocument2 pages6 PDFchtganduNo ratings yet
- Qwerty PDFDocument2 pagesQwerty PDFNagalingaraja RnrNo ratings yet
- Chapter 4Document113 pagesChapter 4girma workuNo ratings yet
- 01 - Fundamentals of Metalworking-2017son01Document92 pages01 - Fundamentals of Metalworking-2017son01emreNo ratings yet
- TMF-Chapter 4 - Notes PDFDocument27 pagesTMF-Chapter 4 - Notes PDFPraneethNo ratings yet
- A Project Progress Report ON "Roller Metal Bender": Bachelor of Technology IN Mechanical EngineeringDocument15 pagesA Project Progress Report ON "Roller Metal Bender": Bachelor of Technology IN Mechanical EngineeringGourav KashyapNo ratings yet
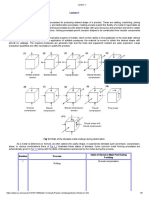
- Fig 1.1 Fig 1.2Document5 pagesFig 1.1 Fig 1.2Mechanical DepartmetNo ratings yet
- 9 Rolling, ForgingDocument103 pages9 Rolling, Forgingkagarwal3be23No ratings yet
- Forging and Extrusion: M Jamil Ms/IeDocument51 pagesForging and Extrusion: M Jamil Ms/IeM. RazaNo ratings yet
- Metal Forming Processes - FullDocument91 pagesMetal Forming Processes - FullmohammadNo ratings yet
- Metal Forming - IitgDocument91 pagesMetal Forming - IitgpriyanjanrajofficialNo ratings yet
- MT 2nd AssignmentDocument72 pagesMT 2nd AssignmentDixitNo ratings yet
- Modue 1Document45 pagesModue 1abhilashNo ratings yet
- MP 2 MinDocument98 pagesMP 2 MinChaitanya Kishore ChitikenaNo ratings yet
- Manufacturing ProcessesDocument29 pagesManufacturing Processesparlypalesa90No ratings yet
- Spinning:: Advanced Manufacturing Processes (RYT)Document6 pagesSpinning:: Advanced Manufacturing Processes (RYT)Shubham PhadtareNo ratings yet
- Metal Forming Process: Unit IIDocument89 pagesMetal Forming Process: Unit IIgiriaj kokareNo ratings yet
- Bulk Deformation ProcessesDocument59 pagesBulk Deformation Processesmohan ladiNo ratings yet
- Fundamentals of Metal Forming: Fig 1.1 Fig 1.2Document45 pagesFundamentals of Metal Forming: Fig 1.1 Fig 1.2Aparnesh MukhopadhyayNo ratings yet
- Metal Forming 1 PDFDocument6 pagesMetal Forming 1 PDFAlpha WolfNo ratings yet
- Metal Forming2 2Document37 pagesMetal Forming2 2songpengyuan123No ratings yet
- Rolling Process: Manufacturing Processes ME-2402Document22 pagesRolling Process: Manufacturing Processes ME-2402Kamil Rasheed SiddiquiNo ratings yet
- MD1-first Chapter Upto Stress Concentration-Notes-2016Document20 pagesMD1-first Chapter Upto Stress Concentration-Notes-2016meeth504No ratings yet
- Sheet Metal Forming ProcessesDocument34 pagesSheet Metal Forming ProcessesIzi100% (12)
- Fundamentals of Metal Forming: Fig 1.1 Fig 1.2Document49 pagesFundamentals of Metal Forming: Fig 1.1 Fig 1.2Jayaganesh KhandigeNo ratings yet
- Unit 2 Lesson 1Document10 pagesUnit 2 Lesson 1Izha NurfaizaNo ratings yet
- Topic#1 Metal Forming ProcessesDocument69 pagesTopic#1 Metal Forming ProcessesRam SharmaNo ratings yet
- Hot WorkingDocument17 pagesHot WorkingP2109 Praphul HampapuramNo ratings yet
- Document 2 OHlj 03052016 PDFDocument5 pagesDocument 2 OHlj 03052016 PDFEgi SlankersbimaNo ratings yet
- Manufacturing ProcessDocument127 pagesManufacturing ProcesssathwikNo ratings yet
- Chapter 3, FormingDocument126 pagesChapter 3, Formingmohammed BalfaqaihNo ratings yet
- Rotary Friction Welding of Aluminium Using Lathe: Keywords: AbstractDocument8 pagesRotary Friction Welding of Aluminium Using Lathe: Keywords: AbstractAditya UNo ratings yet
- Metal Forming Technology 1601913164Document12 pagesMetal Forming Technology 1601913164jesssepinkman03No ratings yet
- FormingDocument10 pagesFormingYashwanth D RNo ratings yet
- Unit-3, Metal Froming ProcessDocument83 pagesUnit-3, Metal Froming ProcessMudit MaheshwariNo ratings yet
- Resistance WeldingDocument24 pagesResistance WeldingSenthil Kumar K LNo ratings yet
- Resistance WeldingDocument24 pagesResistance WeldingSenthil Kumar K LNo ratings yet
- Machine Design (Term Paper)Document7 pagesMachine Design (Term Paper)Sajawal KhanNo ratings yet
- Chapter 4-Bulk Deformation ProcessesDocument38 pagesChapter 4-Bulk Deformation ProcessesG. Dancer GhNo ratings yet
- Grades Gray Ductile SG Nodular GrapDocument2 pagesGrades Gray Ductile SG Nodular Grapjose.figueroa@foseco.comNo ratings yet
- Tool Wear MechanismDocument9 pagesTool Wear MechanismDevansh AgrawalNo ratings yet
- Welding Summary by Test PackageDocument11 pagesWelding Summary by Test PackageSANUNo ratings yet
- Lathe MachineDocument3 pagesLathe MachineChristian VicenteNo ratings yet
- Manufacturing Process - IIIDocument1 pageManufacturing Process - IIIRing MasterNo ratings yet
- ASR PresntDocument53 pagesASR PresntMani VannanNo ratings yet
- STD WPSDocument1 pageSTD WPSWaqas WaqasNo ratings yet
- Fp-Ww-Cbox D808XWBDocument1 pageFp-Ww-Cbox D808XWBMaziya AnisahNo ratings yet
- WPQ D1.1 - Single ProcessDocument1 pageWPQ D1.1 - Single ProcessParminder SinghNo ratings yet
- Threading - 2023.1Document492 pagesThreading - 2023.1gkhnNo ratings yet
- Acceptance Criteria of Weld Defects As Per Different CodesDocument17 pagesAcceptance Criteria of Weld Defects As Per Different CodesMidhun K Chandrabose96% (25)
- Types: Abrasive Blasting, More Commonly Known As Sandblasting, Is The Operation of Forcibly Propelling ADocument4 pagesTypes: Abrasive Blasting, More Commonly Known As Sandblasting, Is The Operation of Forcibly Propelling AMarvin BerrensteinNo ratings yet
- Miyano Product GuidDocument38 pagesMiyano Product GuidNova TekNo ratings yet
- Rafter To Column Top Connection Design Given DataDocument10 pagesRafter To Column Top Connection Design Given DataSafi Zabihullah SafiNo ratings yet
- Man Machine Chart For ADM and WSDocument15 pagesMan Machine Chart For ADM and WSRohan ViswanathNo ratings yet
- Sheet Metal Forming ProcessesDocument6 pagesSheet Metal Forming ProcessesMASOUDNo ratings yet
- p955 963Document9 pagesp955 963albertokochNo ratings yet
- Artisan Plating Gold Plating - Artisan PlatingDocument7 pagesArtisan Plating Gold Plating - Artisan PlatingbirgulNo ratings yet
- WPS Form - A - ENGDocument1 pageWPS Form - A - ENGdavidemolNo ratings yet
- Lab 2. LatheDocument14 pagesLab 2. LatheNawafNo ratings yet
- CH 6 Machining ProcessesDocument32 pagesCH 6 Machining ProcessesjssrikantamurthyNo ratings yet
- The Barrel Tumbler: Plastic Media Ceramic MediaDocument5 pagesThe Barrel Tumbler: Plastic Media Ceramic MediaSathya DharanNo ratings yet
- Data Sheet 140 Carbono Pagina 10Document62 pagesData Sheet 140 Carbono Pagina 10Calis ThenicsNo ratings yet
- Me8793 Ppce Unit IVDocument54 pagesMe8793 Ppce Unit IVjeevan ram vNo ratings yet
- A 802 - A 802M - 95 R01 Qtgwmi9bodaytq - PDFDocument3 pagesA 802 - A 802M - 95 R01 Qtgwmi9bodaytq - PDFMung Duong XuanNo ratings yet
- File Assembly Instructions Sofa Alicia 1Document5 pagesFile Assembly Instructions Sofa Alicia 1Juasadf IesafNo ratings yet
- SqueezeDieCasting2Document27 pagesSqueezeDieCasting2M PraveenNo ratings yet
- Casting DefectsDocument37 pagesCasting Defectssandeepkumar630% (1)