
App 1P en R3.0
App 1P en R3.0
You might also like
- Siemens Siremobil Compact Error CodesDocument160 pagesSiemens Siremobil Compact Error CodesHabib93% (30)
- Get Fit Stay Well Chapter 4Document31 pagesGet Fit Stay Well Chapter 4Paden TranNo ratings yet
- LV5-1510-20-UL-SLR 1MW/ GFDI/6input/Insul - Monitor: Verdrahtungshinweise Wiring InstructionsDocument113 pagesLV5-1510-20-UL-SLR 1MW/ GFDI/6input/Insul - Monitor: Verdrahtungshinweise Wiring Instructionsedvaldo alves pintoNo ratings yet
- Polar Coordinate Interpolation Function G12.1: Layout of The X-C Coordinate System PlaneDocument10 pagesPolar Coordinate Interpolation Function G12.1: Layout of The X-C Coordinate System PlaneElias Mora BecerraNo ratings yet
- DLF Lease DeedDocument19 pagesDLF Lease DeedOkkishoreNo ratings yet
- Comunicaciones Digitales Avanzadas DEBER 1 (Select Max. 10 Problems and Answer The Two Questions)Document3 pagesComunicaciones Digitales Avanzadas DEBER 1 (Select Max. 10 Problems and Answer The Two Questions)Cristian Sancho LopezNo ratings yet
- Helical and Thread Mill Interpolation: Appendix 2: Programming On Siemens ControlDocument11 pagesHelical and Thread Mill Interpolation: Appendix 2: Programming On Siemens ControlLeonidNo ratings yet
- CNC Turning Programming Exellent ExplainationDocument29 pagesCNC Turning Programming Exellent ExplainationschrienerNo ratings yet
- G-Code Manual: Drufelcnc, 2020Document31 pagesG-Code Manual: Drufelcnc, 2020eki miftakhul firdausNo ratings yet
- Programming 1Document44 pagesProgramming 1shubhanshu kumarNo ratings yet
- 2 CNCPDocument104 pages2 CNCPAnvit TiwariNo ratings yet
- Programming Fanuc OtDocument13 pagesProgramming Fanuc OtsaminziNo ratings yet
- Lesson Ten TextDocument9 pagesLesson Ten TextVignesh WaranNo ratings yet
- Hurco 5-Axis Post Notes - Cope 2013Document5 pagesHurco 5-Axis Post Notes - Cope 2013LaurențiuGabrielGăinăNo ratings yet
- How To Use Charly 4U Milling Mchine Using The GcodeDocument18 pagesHow To Use Charly 4U Milling Mchine Using The GcodeAnish KumarNo ratings yet
- Hand Book G 06.05Document68 pagesHand Book G 06.05Jon Morales100% (1)
- Mill Fanuc: Fanuc G68 Coordinate Rotation - Subprogram ExampleDocument73 pagesMill Fanuc: Fanuc G68 Coordinate Rotation - Subprogram Exampleسليمان مصريNo ratings yet
- Manual ProgrammingDocument11 pagesManual ProgrammingSumugan SwaroopNo ratings yet
- 5 - G-CodeDocument55 pages5 - G-CodeTan TeongShengNo ratings yet
- G-Code InstructionsDocument55 pagesG-Code InstructionsSantiago LopezNo ratings yet
- Numerical Control ProgrammingDocument81 pagesNumerical Control Programmingmsaqibraza93No ratings yet
- 5 - G-CodeDocument55 pages5 - G-CodefamilyumaNo ratings yet
- CNC Milling Lab 3 221310964Document9 pagesCNC Milling Lab 3 221310964nabil.raziffNo ratings yet
- G M Codes For Turning and MillingDocument10 pagesG M Codes For Turning and MillingParanthaman RamanNo ratings yet
- Training Programme On CNC LatheDocument33 pagesTraining Programme On CNC Lathesharafudheen_sNo ratings yet
- Manufacturing Automation: Computer Numerical Control (CNC)Document64 pagesManufacturing Automation: Computer Numerical Control (CNC)Mohamed Zied ChaariNo ratings yet
- Special G Codes of CNC ProgrammingDocument14 pagesSpecial G Codes of CNC ProgrammingSimon Risteski100% (1)
- Exercise No - 4Document19 pagesExercise No - 4RamNo ratings yet
- G CodeDocument55 pagesG CodeJusuf Kunic100% (1)
- CNC MillingDocument71 pagesCNC Millingsanchitaawasthi33No ratings yet
- CNC Programming BasicsDocument53 pagesCNC Programming Basicspramod ChouguleNo ratings yet
- Slide01 Introduction CNCDocument149 pagesSlide01 Introduction CNCalexiskandarNo ratings yet
- Chapter Two 2. Manual NC Part ProgrammingDocument33 pagesChapter Two 2. Manual NC Part ProgrammingMulugeta WoldeNo ratings yet
- Cad AssignmentDocument6 pagesCad AssignmentorigafelixNo ratings yet
- MSC Lecture 6Document28 pagesMSC Lecture 6Chán Chênh VênhNo ratings yet
- U W CNC Lathe CNC Program ExamplesDocument30 pagesU W CNC Lathe CNC Program ExamplesTrần Xuân Thanh100% (1)
- Cam Lab ManualDocument29 pagesCam Lab ManualBalaji ManianNo ratings yet
- Chapter 3. Cad, Cam CimDocument50 pagesChapter 3. Cad, Cam Cimahmed jemalNo ratings yet
- CH 3-Part II - CNC Machine ToolsDocument93 pagesCH 3-Part II - CNC Machine ToolsAshenafi DressNo ratings yet
- 2.5 Programming Functions: (Mm/min or Inch/min) (Mm/rev or Inch/rev)Document59 pages2.5 Programming Functions: (Mm/min or Inch/min) (Mm/rev or Inch/rev)Srinivas YadavNo ratings yet
- CNC Pilot 4290 With Y Axis: User's ManualDocument65 pagesCNC Pilot 4290 With Y Axis: User's Manualмаксим таболичNo ratings yet
- Cadcam Lab (Ime 751)Document25 pagesCadcam Lab (Ime 751)Nawaz KhanNo ratings yet
- CNC Programming "Milling": Module ObjectivesDocument37 pagesCNC Programming "Milling": Module Objectiveshasan alsarrafNo ratings yet
- 3-Fanuc 5 Axis Programming CodesDocument17 pages3-Fanuc 5 Axis Programming CodesdiaboloboyNo ratings yet
- Eagle Fanuc Oi Iss 2bDocument69 pagesEagle Fanuc Oi Iss 2brastaegg100% (1)
- Introduction To G-Code Programming: Computer Integrated ManufacturingDocument34 pagesIntroduction To G-Code Programming: Computer Integrated Manufacturinghasan alsarrafNo ratings yet
- G Code Programming G - Code Programming (PDFDrive) PDFDocument56 pagesG Code Programming G - Code Programming (PDFDrive) PDFhasan alsarrafNo ratings yet
- G CodeDocument16 pagesG CodeteotNo ratings yet
- CNC ProgDocument38 pagesCNC ProgPoornima JoshiNo ratings yet
- Cam RecordDocument39 pagesCam Recordryan saraNo ratings yet
- Cadd Lab ManualDocument13 pagesCadd Lab Manualakrsh100% (4)
- CNC Tutorial: Isaac Jo Washington State University Tri-CitiesDocument23 pagesCNC Tutorial: Isaac Jo Washington State University Tri-CitiesIsaac JoNo ratings yet
- 3 G Codes Part 1 CNC PDFDocument23 pages3 G Codes Part 1 CNC PDFMichael CampbellNo ratings yet
- CNC Part ProgrammingDocument61 pagesCNC Part ProgrammingrajaNo ratings yet
- CNC Work TheoryDocument16 pagesCNC Work TheoryMeet technicalsNo ratings yet
- Unit - 8: CNC ProgrammingDocument21 pagesUnit - 8: CNC ProgrammingVarshaNo ratings yet
- Part Programming On MillingDocument32 pagesPart Programming On MillingVidhanNo ratings yet
- NC Part ProgrammingDocument36 pagesNC Part Programmingabyzen0% (1)
- CNC Milling ReportDocument10 pagesCNC Milling ReportMohammad AL-MasriNo ratings yet
- CNC Milling ReportDocument10 pagesCNC Milling ReportDheeraj audichyaNo ratings yet
- CAM Lab MtechDocument33 pagesCAM Lab MtechrkNo ratings yet
- Modeling of Complex Systems: Application to Aeronautical DynamicsFrom EverandModeling of Complex Systems: Application to Aeronautical DynamicsNo ratings yet
- Intelligent Temperature Controller User Manual: FeaturesDocument4 pagesIntelligent Temperature Controller User Manual: Featuresجمال ابو الفضلNo ratings yet
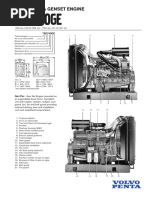
- TAD740GE: Volvo Penta Genset EngineDocument2 pagesTAD740GE: Volvo Penta Genset Engineجمال ابو الفضلNo ratings yet
- 1SFB536005G5004 RevB PSTXWithPoleChangeDocument1 page1SFB536005G5004 RevB PSTXWithPoleChangeجمال ابو الفضلNo ratings yet
- 1SFB536005G5009 Reva PSTXinSideDelta With Line ContactorDocument1 page1SFB536005G5009 Reva PSTXinSideDelta With Line Contactorجمال ابو الفضلNo ratings yet
- Practical Features - KA/KAX: DC Powered Rotary Paddles Use Long-Life AC MotorDocument2 pagesPractical Features - KA/KAX: DC Powered Rotary Paddles Use Long-Life AC Motorجمال ابو الفضلNo ratings yet
- G5 Q2W7 DLL MathDocument8 pagesG5 Q2W7 DLL MathFloriza MangiselNo ratings yet
- Design Elements PDFDocument132 pagesDesign Elements PDFestherNo ratings yet
- Blind StickDocument2 pagesBlind Stickishanchaudhary764No ratings yet
- Fineness of Cement by Sieve AnalysisDocument3 pagesFineness of Cement by Sieve AnalysisHaris AlamNo ratings yet
- Lakhmir Singh Solutions Class 9 Feb 22 Chemistry Chapter 1 Matter in Our SurroundingsDocument13 pagesLakhmir Singh Solutions Class 9 Feb 22 Chemistry Chapter 1 Matter in Our SurroundingsDarshilNo ratings yet
- Moxa Embedded Solution On IEC 61850Document25 pagesMoxa Embedded Solution On IEC 61850vovick_vovickNo ratings yet
- Module 1: Introduction To Network Basics and AdministrationDocument40 pagesModule 1: Introduction To Network Basics and AdministrationDJEFOUO FOUODJI ANGE MAGLOIRENo ratings yet
- Elements of Weather Climate Quarter 4 Week 3 Day 1-Day 41Document89 pagesElements of Weather Climate Quarter 4 Week 3 Day 1-Day 41BENJ AMINNo ratings yet
- 12.1 LeesGreen BWMS Equipment and Maintenance Manual v2.1Document71 pages12.1 LeesGreen BWMS Equipment and Maintenance Manual v2.1Huy Lễ NguyễnNo ratings yet
- Precor 723e Manual-EnglishDocument28 pagesPrecor 723e Manual-EnglishGabriel SuarezNo ratings yet
- List of AdjectivesDocument28 pagesList of Adjectiveszulaiman92No ratings yet
- Kala-2000 LedDocument2 pagesKala-2000 LedJohnNo ratings yet
- Explosives and Blasting - Underground Coal MiningDocument13 pagesExplosives and Blasting - Underground Coal MiningAlok Kumar SinghNo ratings yet
- A Narrative Report On Informing The Barangay 1 and Barangay 9Document3 pagesA Narrative Report On Informing The Barangay 1 and Barangay 9Heugh Gerard Rizo33% (3)
- ZoneID and PoreHD ServiceDocument1 pageZoneID and PoreHD ServicedownbuliaoNo ratings yet
- s7220b inDocument74 pagess7220b inAndry WayNo ratings yet
- Piplović - Dioklecijanova Palača U Splitu Nakon Careve SmrtiDocument32 pagesPiplović - Dioklecijanova Palača U Splitu Nakon Careve SmrtisliverhandNo ratings yet
- Engine: Machine Energy Mechanical EnergyDocument79 pagesEngine: Machine Energy Mechanical Energyshubhamvpathade03No ratings yet
- Chain of InfectionDocument8 pagesChain of Infectionkim mimiNo ratings yet
- VESTA-80-Technical-manual-MIU VE80 GB - 002 05 17 PDFDocument28 pagesVESTA-80-Technical-manual-MIU VE80 GB - 002 05 17 PDFFrancisco LercariNo ratings yet
- Madam Butterfly (Okusama Chou) - Erotic PoetryDocument22 pagesMadam Butterfly (Okusama Chou) - Erotic PoetrygamahucherNo ratings yet
- Math G6 Q1 Mod10 v2Document38 pagesMath G6 Q1 Mod10 v2Regine RoqueNo ratings yet
- K 512472Document2 pagesK 512472Daniel ManoleNo ratings yet
- Hmma 865-03Document24 pagesHmma 865-03eugenio.gutenbertNo ratings yet
- Kakuban - The Esoteric Meaning of Amida 2Document4 pagesKakuban - The Esoteric Meaning of Amida 2Rhys SchauwekerNo ratings yet





























































































Download as pdf or txt
You might also like
- Siemens Siremobil Compact Error CodesDocument160 pagesSiemens Siremobil Compact Error CodesHabib93% (30)
- Get Fit Stay Well Chapter 4Document31 pagesGet Fit Stay Well Chapter 4Paden TranNo ratings yet
- LV5-1510-20-UL-SLR 1MW/ GFDI/6input/Insul - Monitor: Verdrahtungshinweise Wiring InstructionsDocument113 pagesLV5-1510-20-UL-SLR 1MW/ GFDI/6input/Insul - Monitor: Verdrahtungshinweise Wiring Instructionsedvaldo alves pintoNo ratings yet
- Polar Coordinate Interpolation Function G12.1: Layout of The X-C Coordinate System PlaneDocument10 pagesPolar Coordinate Interpolation Function G12.1: Layout of The X-C Coordinate System PlaneElias Mora BecerraNo ratings yet
- DLF Lease DeedDocument19 pagesDLF Lease DeedOkkishoreNo ratings yet
- Comunicaciones Digitales Avanzadas DEBER 1 (Select Max. 10 Problems and Answer The Two Questions)Document3 pagesComunicaciones Digitales Avanzadas DEBER 1 (Select Max. 10 Problems and Answer The Two Questions)Cristian Sancho LopezNo ratings yet
- Helical and Thread Mill Interpolation: Appendix 2: Programming On Siemens ControlDocument11 pagesHelical and Thread Mill Interpolation: Appendix 2: Programming On Siemens ControlLeonidNo ratings yet
- CNC Turning Programming Exellent ExplainationDocument29 pagesCNC Turning Programming Exellent ExplainationschrienerNo ratings yet
- G-Code Manual: Drufelcnc, 2020Document31 pagesG-Code Manual: Drufelcnc, 2020eki miftakhul firdausNo ratings yet
- Programming 1Document44 pagesProgramming 1shubhanshu kumarNo ratings yet
- 2 CNCPDocument104 pages2 CNCPAnvit TiwariNo ratings yet
- Programming Fanuc OtDocument13 pagesProgramming Fanuc OtsaminziNo ratings yet
- Lesson Ten TextDocument9 pagesLesson Ten TextVignesh WaranNo ratings yet
- Hurco 5-Axis Post Notes - Cope 2013Document5 pagesHurco 5-Axis Post Notes - Cope 2013LaurențiuGabrielGăinăNo ratings yet
- How To Use Charly 4U Milling Mchine Using The GcodeDocument18 pagesHow To Use Charly 4U Milling Mchine Using The GcodeAnish KumarNo ratings yet
- Hand Book G 06.05Document68 pagesHand Book G 06.05Jon Morales100% (1)
- Mill Fanuc: Fanuc G68 Coordinate Rotation - Subprogram ExampleDocument73 pagesMill Fanuc: Fanuc G68 Coordinate Rotation - Subprogram Exampleسليمان مصريNo ratings yet
- Manual ProgrammingDocument11 pagesManual ProgrammingSumugan SwaroopNo ratings yet
- 5 - G-CodeDocument55 pages5 - G-CodeTan TeongShengNo ratings yet
- G-Code InstructionsDocument55 pagesG-Code InstructionsSantiago LopezNo ratings yet
- Numerical Control ProgrammingDocument81 pagesNumerical Control Programmingmsaqibraza93No ratings yet
- 5 - G-CodeDocument55 pages5 - G-CodefamilyumaNo ratings yet
- CNC Milling Lab 3 221310964Document9 pagesCNC Milling Lab 3 221310964nabil.raziffNo ratings yet
- G M Codes For Turning and MillingDocument10 pagesG M Codes For Turning and MillingParanthaman RamanNo ratings yet
- Training Programme On CNC LatheDocument33 pagesTraining Programme On CNC Lathesharafudheen_sNo ratings yet
- Manufacturing Automation: Computer Numerical Control (CNC)Document64 pagesManufacturing Automation: Computer Numerical Control (CNC)Mohamed Zied ChaariNo ratings yet
- Special G Codes of CNC ProgrammingDocument14 pagesSpecial G Codes of CNC ProgrammingSimon Risteski100% (1)
- Exercise No - 4Document19 pagesExercise No - 4RamNo ratings yet
- G CodeDocument55 pagesG CodeJusuf Kunic100% (1)
- CNC MillingDocument71 pagesCNC Millingsanchitaawasthi33No ratings yet
- CNC Programming BasicsDocument53 pagesCNC Programming Basicspramod ChouguleNo ratings yet
- Slide01 Introduction CNCDocument149 pagesSlide01 Introduction CNCalexiskandarNo ratings yet
- Chapter Two 2. Manual NC Part ProgrammingDocument33 pagesChapter Two 2. Manual NC Part ProgrammingMulugeta WoldeNo ratings yet
- Cad AssignmentDocument6 pagesCad AssignmentorigafelixNo ratings yet
- MSC Lecture 6Document28 pagesMSC Lecture 6Chán Chênh VênhNo ratings yet
- U W CNC Lathe CNC Program ExamplesDocument30 pagesU W CNC Lathe CNC Program ExamplesTrần Xuân Thanh100% (1)
- Cam Lab ManualDocument29 pagesCam Lab ManualBalaji ManianNo ratings yet
- Chapter 3. Cad, Cam CimDocument50 pagesChapter 3. Cad, Cam Cimahmed jemalNo ratings yet
- CH 3-Part II - CNC Machine ToolsDocument93 pagesCH 3-Part II - CNC Machine ToolsAshenafi DressNo ratings yet
- 2.5 Programming Functions: (Mm/min or Inch/min) (Mm/rev or Inch/rev)Document59 pages2.5 Programming Functions: (Mm/min or Inch/min) (Mm/rev or Inch/rev)Srinivas YadavNo ratings yet
- CNC Pilot 4290 With Y Axis: User's ManualDocument65 pagesCNC Pilot 4290 With Y Axis: User's Manualмаксим таболичNo ratings yet
- Cadcam Lab (Ime 751)Document25 pagesCadcam Lab (Ime 751)Nawaz KhanNo ratings yet
- CNC Programming "Milling": Module ObjectivesDocument37 pagesCNC Programming "Milling": Module Objectiveshasan alsarrafNo ratings yet
- 3-Fanuc 5 Axis Programming CodesDocument17 pages3-Fanuc 5 Axis Programming CodesdiaboloboyNo ratings yet
- Eagle Fanuc Oi Iss 2bDocument69 pagesEagle Fanuc Oi Iss 2brastaegg100% (1)
- Introduction To G-Code Programming: Computer Integrated ManufacturingDocument34 pagesIntroduction To G-Code Programming: Computer Integrated Manufacturinghasan alsarrafNo ratings yet
- G Code Programming G - Code Programming (PDFDrive) PDFDocument56 pagesG Code Programming G - Code Programming (PDFDrive) PDFhasan alsarrafNo ratings yet
- G CodeDocument16 pagesG CodeteotNo ratings yet
- CNC ProgDocument38 pagesCNC ProgPoornima JoshiNo ratings yet
- Cam RecordDocument39 pagesCam Recordryan saraNo ratings yet
- Cadd Lab ManualDocument13 pagesCadd Lab Manualakrsh100% (4)
- CNC Tutorial: Isaac Jo Washington State University Tri-CitiesDocument23 pagesCNC Tutorial: Isaac Jo Washington State University Tri-CitiesIsaac JoNo ratings yet
- 3 G Codes Part 1 CNC PDFDocument23 pages3 G Codes Part 1 CNC PDFMichael CampbellNo ratings yet
- CNC Part ProgrammingDocument61 pagesCNC Part ProgrammingrajaNo ratings yet
- CNC Work TheoryDocument16 pagesCNC Work TheoryMeet technicalsNo ratings yet
- Unit - 8: CNC ProgrammingDocument21 pagesUnit - 8: CNC ProgrammingVarshaNo ratings yet
- Part Programming On MillingDocument32 pagesPart Programming On MillingVidhanNo ratings yet
- NC Part ProgrammingDocument36 pagesNC Part Programmingabyzen0% (1)
- CNC Milling ReportDocument10 pagesCNC Milling ReportMohammad AL-MasriNo ratings yet
- CNC Milling ReportDocument10 pagesCNC Milling ReportDheeraj audichyaNo ratings yet
- CAM Lab MtechDocument33 pagesCAM Lab MtechrkNo ratings yet
- Modeling of Complex Systems: Application to Aeronautical DynamicsFrom EverandModeling of Complex Systems: Application to Aeronautical DynamicsNo ratings yet
- Intelligent Temperature Controller User Manual: FeaturesDocument4 pagesIntelligent Temperature Controller User Manual: Featuresجمال ابو الفضلNo ratings yet
- TAD740GE: Volvo Penta Genset EngineDocument2 pagesTAD740GE: Volvo Penta Genset Engineجمال ابو الفضلNo ratings yet
- 1SFB536005G5004 RevB PSTXWithPoleChangeDocument1 page1SFB536005G5004 RevB PSTXWithPoleChangeجمال ابو الفضلNo ratings yet
- 1SFB536005G5009 Reva PSTXinSideDelta With Line ContactorDocument1 page1SFB536005G5009 Reva PSTXinSideDelta With Line Contactorجمال ابو الفضلNo ratings yet
- Practical Features - KA/KAX: DC Powered Rotary Paddles Use Long-Life AC MotorDocument2 pagesPractical Features - KA/KAX: DC Powered Rotary Paddles Use Long-Life AC Motorجمال ابو الفضلNo ratings yet
- G5 Q2W7 DLL MathDocument8 pagesG5 Q2W7 DLL MathFloriza MangiselNo ratings yet
- Design Elements PDFDocument132 pagesDesign Elements PDFestherNo ratings yet
- Blind StickDocument2 pagesBlind Stickishanchaudhary764No ratings yet
- Fineness of Cement by Sieve AnalysisDocument3 pagesFineness of Cement by Sieve AnalysisHaris AlamNo ratings yet
- Lakhmir Singh Solutions Class 9 Feb 22 Chemistry Chapter 1 Matter in Our SurroundingsDocument13 pagesLakhmir Singh Solutions Class 9 Feb 22 Chemistry Chapter 1 Matter in Our SurroundingsDarshilNo ratings yet
- Moxa Embedded Solution On IEC 61850Document25 pagesMoxa Embedded Solution On IEC 61850vovick_vovickNo ratings yet
- Module 1: Introduction To Network Basics and AdministrationDocument40 pagesModule 1: Introduction To Network Basics and AdministrationDJEFOUO FOUODJI ANGE MAGLOIRENo ratings yet
- Elements of Weather Climate Quarter 4 Week 3 Day 1-Day 41Document89 pagesElements of Weather Climate Quarter 4 Week 3 Day 1-Day 41BENJ AMINNo ratings yet
- 12.1 LeesGreen BWMS Equipment and Maintenance Manual v2.1Document71 pages12.1 LeesGreen BWMS Equipment and Maintenance Manual v2.1Huy Lễ NguyễnNo ratings yet
- Precor 723e Manual-EnglishDocument28 pagesPrecor 723e Manual-EnglishGabriel SuarezNo ratings yet
- List of AdjectivesDocument28 pagesList of Adjectiveszulaiman92No ratings yet
- Kala-2000 LedDocument2 pagesKala-2000 LedJohnNo ratings yet
- Explosives and Blasting - Underground Coal MiningDocument13 pagesExplosives and Blasting - Underground Coal MiningAlok Kumar SinghNo ratings yet
- A Narrative Report On Informing The Barangay 1 and Barangay 9Document3 pagesA Narrative Report On Informing The Barangay 1 and Barangay 9Heugh Gerard Rizo33% (3)
- ZoneID and PoreHD ServiceDocument1 pageZoneID and PoreHD ServicedownbuliaoNo ratings yet
- s7220b inDocument74 pagess7220b inAndry WayNo ratings yet
- Piplović - Dioklecijanova Palača U Splitu Nakon Careve SmrtiDocument32 pagesPiplović - Dioklecijanova Palača U Splitu Nakon Careve SmrtisliverhandNo ratings yet
- Engine: Machine Energy Mechanical EnergyDocument79 pagesEngine: Machine Energy Mechanical Energyshubhamvpathade03No ratings yet
- Chain of InfectionDocument8 pagesChain of Infectionkim mimiNo ratings yet
- VESTA-80-Technical-manual-MIU VE80 GB - 002 05 17 PDFDocument28 pagesVESTA-80-Technical-manual-MIU VE80 GB - 002 05 17 PDFFrancisco LercariNo ratings yet
- Madam Butterfly (Okusama Chou) - Erotic PoetryDocument22 pagesMadam Butterfly (Okusama Chou) - Erotic PoetrygamahucherNo ratings yet
- Math G6 Q1 Mod10 v2Document38 pagesMath G6 Q1 Mod10 v2Regine RoqueNo ratings yet
- K 512472Document2 pagesK 512472Daniel ManoleNo ratings yet
- Hmma 865-03Document24 pagesHmma 865-03eugenio.gutenbertNo ratings yet
- Kakuban - The Esoteric Meaning of Amida 2Document4 pagesKakuban - The Esoteric Meaning of Amida 2Rhys SchauwekerNo ratings yet