Download as xls, pdf, or txt
You might also like
- Morth 1600 ReinforcementDocument7 pagesMorth 1600 ReinforcementRameshNo ratings yet
- The Science and Practice of Welding 10th Ed (Vol 2) - A. Davies (Cambridge 2002) PDFDocument556 pagesThe Science and Practice of Welding 10th Ed (Vol 2) - A. Davies (Cambridge 2002) PDFYan Ferizal100% (1)
- Piping Work P0200 P0270Document24 pagesPiping Work P0200 P0270Cường VũNo ratings yet
- Grounding Principle 3P-0036CDocument2 pagesGrounding Principle 3P-0036CAsif Majeed MalikNo ratings yet
- Instruction Sheet Is Kd1716 - Style Number Kd1716Mm:: Package ContentsDocument3 pagesInstruction Sheet Is Kd1716 - Style Number Kd1716Mm:: Package ContentsA_tenksNo ratings yet
- KQ2H M1 InchDocument5 pagesKQ2H M1 Inch林林爸爸No ratings yet
- Modelo LITE LOOPDocument2 pagesModelo LITE LOOPGrabiel UrdanetaNo ratings yet
- Pipe Spigot Bend: Polypropylene Push-Fit Waste SystemDocument1 pagePipe Spigot Bend: Polypropylene Push-Fit Waste SystemBoraNo ratings yet
- 3/2 Internal/ External Pilot Operated, Normally Closed/ Open Solenoid ValveDocument18 pages3/2 Internal/ External Pilot Operated, Normally Closed/ Open Solenoid ValveKmgsa BandaraNo ratings yet
- Accesorio Ranurado MechDocument28 pagesAccesorio Ranurado MechDalberto RamirezNo ratings yet
- Volume 2 Design and Manufacturing of Hydraulic CylindersDocument53 pagesVolume 2 Design and Manufacturing of Hydraulic CylindersFarooq NaregalNo ratings yet
- 01 Cement Operation - TawfikDocument56 pages01 Cement Operation - TawfikAhmed ManieaNo ratings yet
- Chapter 4 Casing and CementingDocument32 pagesChapter 4 Casing and CementingMuhammad BatrunaNo ratings yet
- O-Ringed End Plug Kit: Toyota/Lexus U660E, U660F, U760E, U760FDocument2 pagesO-Ringed End Plug Kit: Toyota/Lexus U660E, U660F, U760E, U760FossoskiNo ratings yet
- Electrical Installation ManualDocument142 pagesElectrical Installation ManualEi Ei PhyoNo ratings yet
- pf132b - Ductile Iron Pipe To Pipe Style B Restraint Product SheetDocument2 pagespf132b - Ductile Iron Pipe To Pipe Style B Restraint Product SheetQasimNo ratings yet
- 3 AYS Handbook-MetalDocument9 pages3 AYS Handbook-MetalkktayNo ratings yet
- Anchor 24 For Gantry-ModelDocument1 pageAnchor 24 For Gantry-ModelMohamed NkNo ratings yet
- Vertex Hose ClampDocument8 pagesVertex Hose ClampRamasamy PNo ratings yet
- UWP F-06 AWWA Fire Hydrant BrochureDocument4 pagesUWP F-06 AWWA Fire Hydrant BrochureYury Isasi RosasNo ratings yet
- Series: Insert FittingsDocument7 pagesSeries: Insert FittingsDiogo CarameloNo ratings yet
- US Units Design Case: Released To The Following CompanyDocument2 pagesUS Units Design Case: Released To The Following CompanyPappu Kishore KumarNo ratings yet
- Pigging ProductsDocument21 pagesPigging Productsoptionchakravyuh07No ratings yet
- Pump Mechanical Seal Short CourseDocument88 pagesPump Mechanical Seal Short Coursehossein100% (2)
- Standard Info Malleable Fittings PDFDocument6 pagesStandard Info Malleable Fittings PDFKaran AggarwalNo ratings yet
- 08erm Injector 1HD FTEDocument15 pages08erm Injector 1HD FTEbrettNo ratings yet
- Fig 47xu F Gate Cranefs Ds 1702 p136 1Document1 pageFig 47xu F Gate Cranefs Ds 1702 p136 1RonaldNo ratings yet
- Features JointsandUsesDocument8 pagesFeatures JointsandUsesBassem MuhannaNo ratings yet
- UDI Productcatalogue 2015Document4 pagesUDI Productcatalogue 2015Ryan TayNo ratings yet
- Selfs Drilling ScrewDocument7 pagesSelfs Drilling ScrewR Hadiono (Ryendra)No ratings yet
- Pressure SwitchesDocument4 pagesPressure SwitcheshaggNo ratings yet
- Joint Check Sheet For DI Pipe InstallationDocument4 pagesJoint Check Sheet For DI Pipe InstallationSaifur RahmanNo ratings yet
- 02a-Pipe Manuf FabDocument31 pages02a-Pipe Manuf FabRaizen KingNo ratings yet
- Bermad - C80Document3 pagesBermad - C80Santiago RodaNo ratings yet
- Mcnichols Trench Drain Systems SpecsDocument3 pagesMcnichols Trench Drain Systems SpecsRobert CashNo ratings yet
- Chapter 7perforationDocument81 pagesChapter 7perforationKarwan Ibrahim100% (1)
- Pipe Support BinderDocument1 pagePipe Support Binderrusli bahtiarNo ratings yet
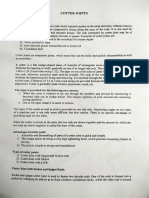
- Cotter JointDocument5 pagesCotter JointBob MarleyNo ratings yet
- APN BroucherDocument8 pagesAPN BroucherpixieNo ratings yet
- FIP VasoflonDocument16 pagesFIP VasoflonHossein DoudiNo ratings yet
- AQ 5300+ InstallDocument7 pagesAQ 5300+ InstallandyNo ratings yet
- FT Valvula Acero 300 LBS Crane 33xu.fDocument1 pageFT Valvula Acero 300 LBS Crane 33xu.fFernando CarreñoNo ratings yet
- Components: V Bank CoverDocument2 pagesComponents: V Bank CoverAlexendraNo ratings yet
- Air SplicerDocument11 pagesAir SplicerMd. Hanif SanketNo ratings yet
- Spun Concrete Piles Product LeafletDocument2 pagesSpun Concrete Piles Product Leafletkhajarasool786100% (1)
- Instruction Sheet Is Lsm248 - Style Number Lsm248Tm, Lsm248PsDocument3 pagesInstruction Sheet Is Lsm248 - Style Number Lsm248Tm, Lsm248Psdayshift5No ratings yet
- Metode Pemasangan Elastomer - Medewi Rev. 0Document9 pagesMetode Pemasangan Elastomer - Medewi Rev. 0dadang2121No ratings yet
- Pipeline Basics 2. 3. 4. 5. 6. Repairing FracturesDocument36 pagesPipeline Basics 2. 3. 4. 5. 6. Repairing FracturesSanjay MalhotraNo ratings yet
- Fip Mec VasoflonDocument16 pagesFip Mec VasoflonLNo ratings yet
- C and K USA Pushbutton Switch E121 E020 - 5jan12-14673Document9 pagesC and K USA Pushbutton Switch E121 E020 - 5jan12-14673abcNo ratings yet
- SWR Pipe LiteratureDocument4 pagesSWR Pipe Literaturenavin jollyNo ratings yet
- H RV100 e 2002 01 PDFDocument2 pagesH RV100 e 2002 01 PDFMELEK MECHRINo ratings yet
- TVS 4000 Series Stainless Steel Trap Valve StationDocument4 pagesTVS 4000 Series Stainless Steel Trap Valve StationAvishkar MadhanNo ratings yet
- BWQ DatasheetDocument10 pagesBWQ DatasheetPhong PhanhungNo ratings yet
- AlkonDocument55 pagesAlkonadNo ratings yet
- Tube Layout DrawingDocument1 pageTube Layout DrawingAnonymous AyDvqgNo ratings yet
- 05 Repair of Concrete Super&Substructure by RecyDocument65 pages05 Repair of Concrete Super&Substructure by RecyErika BanguilanNo ratings yet
- F9300 en 0817Document6 pagesF9300 en 0817HOryshorNo ratings yet
- Bermad Combination Air Valve C70 - Product-Page - English - 9-2018Document4 pagesBermad Combination Air Valve C70 - Product-Page - English - 9-2018M MNo ratings yet
- Bs Sheet 1Document10 pagesBs Sheet 1Aarushi ParateNo ratings yet
- VILLAVEZA, Antoinnete - Activity Plate-FN-01Document6 pagesVILLAVEZA, Antoinnete - Activity Plate-FN-01Antoinnete Bernardo VillavezaNo ratings yet
- Undercut (Per API 577, Table 6) Can Be Corrected by (Practical Solution Column)Document2 pagesUndercut (Per API 577, Table 6) Can Be Corrected by (Practical Solution Column)korichiNo ratings yet
- Processing of Ceramics and Glasses: IPE 201: Manufacturing Processes I Prof. Dr. A.K.M. Nurul Amin IPE Department, MISTDocument72 pagesProcessing of Ceramics and Glasses: IPE 201: Manufacturing Processes I Prof. Dr. A.K.M. Nurul Amin IPE Department, MISTsafin kaosarNo ratings yet
- DrillingDocument27 pagesDrillinggsudhanta1604No ratings yet
- Aop Ball Valves CertificateDocument1 pageAop Ball Valves CertificateAngel BarrantesNo ratings yet
- CH 14 Single-Station Manufacturing CellsDocument41 pagesCH 14 Single-Station Manufacturing CellsMuhammad Owais AwanNo ratings yet
- MASHOP 3 (New Curriculum) Topic: Electric Arc Welding: Prepared By: Engr. Emiliano P. Heraña JR Faculty, CME. OLFUDocument41 pagesMASHOP 3 (New Curriculum) Topic: Electric Arc Welding: Prepared By: Engr. Emiliano P. Heraña JR Faculty, CME. OLFUBrianss AyangssNo ratings yet
- HELE 6 Unit 4 Module 1Document13 pagesHELE 6 Unit 4 Module 1fordmayNo ratings yet
- 07 VRM PregrinderDocument21 pages07 VRM PregrinderShariq KhanNo ratings yet
- Mold DesignDocument68 pagesMold DesignBagus Bramantya bagusbramantya.2019No ratings yet
- National Machinery - Cold Forming Glossary of TermsDocument17 pagesNational Machinery - Cold Forming Glossary of Termssergio_daqNo ratings yet
- Amte 115Document47 pagesAmte 115Bhryan Hans TulaylayNo ratings yet
- PACKAGINGDocument10 pagesPACKAGINGEuge MansillaNo ratings yet
- Consol CosmeticDocument2 pagesConsol Cosmeticotong geyongNo ratings yet
- MS Module 4 PDFDocument33 pagesMS Module 4 PDFChidu KNo ratings yet
- Alloy 410s Spec SheetDocument2 pagesAlloy 410s Spec SheetALONSO GOMEZNo ratings yet
- TATA Steel Guest LectureDocument55 pagesTATA Steel Guest LectureManu BNo ratings yet
- Hot Rolled Coils (8311868)Document2 pagesHot Rolled Coils (8311868)rashid isaarNo ratings yet
- ASTERITE® LAR Embedment Technical-Data-Sheet.1569415928Document2 pagesASTERITE® LAR Embedment Technical-Data-Sheet.1569415928Mamoon ShahidNo ratings yet
- Specification For Pressure Vessel Plates, Alloy Steel, Chromium-MolybdenumDocument6 pagesSpecification For Pressure Vessel Plates, Alloy Steel, Chromium-MolybdenumAnilNo ratings yet
- Chapter 7 Chemical Reactions Review Answer KeyDocument3 pagesChapter 7 Chemical Reactions Review Answer KeyRachelle QuiambaoNo ratings yet
- PolymersDocument35 pagesPolymersYash Awatade100% (1)
- Bega - Shims enDocument3 pagesBega - Shims enM Vitho Verdian PanaeNo ratings yet
- GE8261 EPL Lesson PlanDocument2 pagesGE8261 EPL Lesson PlanjvanandhNo ratings yet
- Metal Forming & Machining (MF F313) : BITS PilaniDocument54 pagesMetal Forming & Machining (MF F313) : BITS PilaniNavkar MehtaNo ratings yet
- Sme PPT - U5Document235 pagesSme PPT - U5auatesakibNo ratings yet
- Keyfix E - TDS Epoxy Resin For DowelsDocument4 pagesKeyfix E - TDS Epoxy Resin For Dowelsjude tallyNo ratings yet
- Jindhal Shadeed OmanDocument16 pagesJindhal Shadeed OmanJose Hurtado OjedaNo ratings yet
- Perovskite Solar Cell Fabrication and Characterization PDFDocument1 pagePerovskite Solar Cell Fabrication and Characterization PDFSoma DuttaNo ratings yet