
Visual Inspection
Visual Inspection
You might also like
- Cswip 3.0 ReportingDocument32 pagesCswip 3.0 ReportingAvijit DebnathNo ratings yet
- TWI Training CSWIP 3.1 Pipe 01 (Complete)Document8 pagesTWI Training CSWIP 3.1 Pipe 01 (Complete)Suli HartoNo ratings yet
- Visual Inspection Report Aruna Nusa Safarian 0716040057 2Document8 pagesVisual Inspection Report Aruna Nusa Safarian 0716040057 2romanosky11No ratings yet
- C and K SystemDocument3 pagesC and K SystemKamal AlkurdiNo ratings yet
- XLR Connectors: Part Number GuideDocument13 pagesXLR Connectors: Part Number Guidedouglas camposNo ratings yet
- Thick Film Network Resistor: Brief IntroductionDocument5 pagesThick Film Network Resistor: Brief IntroductionJACOB DE LA CRUZ CAUICHNo ratings yet
- 64 Pin Euro ConnectorsDocument2 pages64 Pin Euro ConnectorsAchyuth ShettigarNo ratings yet
- Touareg 4.2Document36 pagesTouareg 4.2zozo0424No ratings yet
- LCS 2Document1 pageLCS 2nutral powertechNo ratings yet
- Tourline PDFDocument9 pagesTourline PDF2022A Micha Michela FitrianaNo ratings yet
- Dial Indicators: SERIES 1 - Back Plunger TypeDocument1 pageDial Indicators: SERIES 1 - Back Plunger Typesomkiat kongprasiatNo ratings yet
- STD PinDocument1 pageSTD Pinshubham.yantrikNo ratings yet
- ASME Sect. IX WPS & PQR Check List: ! ! ! Cannot Replace The Use of Section IX ! ! !Document2 pagesASME Sect. IX WPS & PQR Check List: ! ! ! Cannot Replace The Use of Section IX ! ! !Lora BoydNo ratings yet
- For Samples Only: 110 105 15 ApproxDocument1 pageFor Samples Only: 110 105 15 ApproxrichardNo ratings yet
- CA Si LV en Industrial Transformers PCC ExtractDocument8 pagesCA Si LV en Industrial Transformers PCC ExtracttgghareebNo ratings yet
- Model Test 1Document1 pageModel Test 1Nirlesh KothariNo ratings yet
- 32 90 Fluidos EletroerosaoDocument1 page32 90 Fluidos EletroerosaoPaulo HenriqueNo ratings yet
- M81935/7 Self-Lubricated Rod End Bearings: Specifications and Ordering InformationDocument1 pageM81935/7 Self-Lubricated Rod End Bearings: Specifications and Ordering InformationFlavio Abreu100% (1)
- Luz Piloto 30MMDocument1 pageLuz Piloto 30MMJerNo ratings yet
- PLC - Ctrinh (Ups)Document4 pagesPLC - Ctrinh (Ups)Trần Đức HoàngNo ratings yet
- CSWIP Visual Inspection PIPE REPORTDocument4 pagesCSWIP Visual Inspection PIPE REPORTNaga RajanNo ratings yet
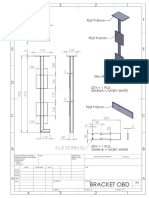
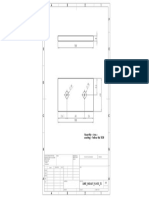
- Bracket ObdDocument1 pageBracket ObdHarry laksanaNo ratings yet
- Varistor para Luminarias Cree 20d - 1-3003069Document16 pagesVaristor para Luminarias Cree 20d - 1-3003069Gabriel SanjurNo ratings yet
- R Series Ex D: Stainless SteelDocument6 pagesR Series Ex D: Stainless SteelTran DucNo ratings yet
- YC100-508-3P SpecDocument1 pageYC100-508-3P SpecNenad PavlovićNo ratings yet
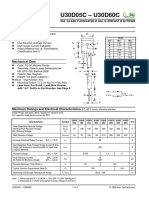
- U30D05C - U30D60C: Add "-LF" Suffix To Part Number, See Page 4Document4 pagesU30D05C - U30D60C: Add "-LF" Suffix To Part Number, See Page 4quangNo ratings yet
- cataloge đầu khí kosa PDFDocument7 pagescataloge đầu khí kosa PDFNguyễn Hữu ĐồngNo ratings yet
- HE Series Spec Guide (SG-HE-08)Document8 pagesHE Series Spec Guide (SG-HE-08)Shouzab AbbasNo ratings yet
- Product Guide - Section XLRDocument33 pagesProduct Guide - Section XLRManny LeblancNo ratings yet
- MBRF2040CTDocument2 pagesMBRF2040CTvejiye7055No ratings yet
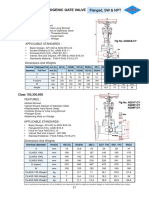
- 07 Forged Cryogenic Gate GlobeDocument2 pages07 Forged Cryogenic Gate GlobeAndri AjaNo ratings yet
- NGK Resistor Covers Decoding EnglishDocument3 pagesNGK Resistor Covers Decoding EnglishKostiantyn UsenkoNo ratings yet
- Intake Kyn Toyota 1zrDocument2 pagesIntake Kyn Toyota 1zrALiito KNo ratings yet
- Cswip 31 Practical PDFDocument4 pagesCswip 31 Practical PDFJigar PrajapatiNo ratings yet
- World Low Voltages and PlugsDocument4 pagesWorld Low Voltages and Plugsmiha sredNo ratings yet
- 500 KVA DRAWING FINAL-Review RPDDocument9 pages500 KVA DRAWING FINAL-Review RPDRahmat HidayatNo ratings yet
- Electricals BoqDocument10 pagesElectricals BoqA M JNo ratings yet
- CSWIP Practical Plate AnswersDocument31 pagesCSWIP Practical Plate AnswersSha Zha100% (1)
- TWI Training CSWIP 3.1 Pipe 01 (Complete)Document8 pagesTWI Training CSWIP 3.1 Pipe 01 (Complete)Nashaat DhyaaNo ratings yet
- MIL Style RV4: PrecisionDocument3 pagesMIL Style RV4: PrecisionRaul S. CotrinaNo ratings yet
- D10843570ADocument1 pageD10843570AGaurav VashishtNo ratings yet
- Small Parts Schematic SJ FSRDocument2 pagesSmall Parts Schematic SJ FSRalejibaNo ratings yet
- Her 1603Document3 pagesHer 1603gonthenkNo ratings yet
- EG-Series-HIWIN CatalogDocument17 pagesEG-Series-HIWIN CatalogLoc HuynhNo ratings yet
- ReleiDocument16 pagesReleistarostrugaNo ratings yet
- Coding KeyDocument2 pagesCoding KeyIgorTNo ratings yet
- Lenovo 720-15IKB - Wistron Bohol LB720LB721 16877-1Document105 pagesLenovo 720-15IKB - Wistron Bohol LB720LB721 16877-1Victor BlancoNo ratings yet
- AC10 AC60: Air Filter + Regulator + LubricatorDocument5 pagesAC10 AC60: Air Filter + Regulator + LubricatorElsonMilanNo ratings yet
- Gaugeable Tube Fittings and Adapter Fittings (MS-01-140 Rev - AE en-US Catalog)Document1 pageGaugeable Tube Fittings and Adapter Fittings (MS-01-140 Rev - AE en-US Catalog)Gabriel BatistaNo ratings yet
- Appendix 3 Example Report E9Document3 pagesAppendix 3 Example Report E9Laith SalmanNo ratings yet
- T Series PartsListDocument4 pagesT Series PartsListmohammad alhajNo ratings yet
- Limit Mount Plate T2Document1 pageLimit Mount Plate T2Himindra ChaaubeNo ratings yet
- Lecture 2Document12 pagesLecture 2Dr. Saad Saffah HresheeNo ratings yet
- Cambridge IGCSE (9-1) : PHYSICS 0972/41Document16 pagesCambridge IGCSE (9-1) : PHYSICS 0972/41dowanahamidNo ratings yet
- Engineering Data Screen Openings For Strainers: Purpose Filtration LevelDocument6 pagesEngineering Data Screen Openings For Strainers: Purpose Filtration LeveldschrisNo ratings yet
- Jawapan Soalan Pahang FizikDocument2 pagesJawapan Soalan Pahang Fizikyktay2No ratings yet
- Civil - Highway Lab Manual - 2018Document17 pagesCivil - Highway Lab Manual - 2018Altamash NadimallaNo ratings yet
- Q1-W5-D5-Separating Mixtures - DistillationDocument4 pagesQ1-W5-D5-Separating Mixtures - DistillationHeidi Dalyagan DulnagonNo ratings yet
- List & Properties of UK Strcutral Steel Shapes No Sheet DescriptionDocument65 pagesList & Properties of UK Strcutral Steel Shapes No Sheet DescriptionThắngg TrịnhhNo ratings yet
- Surveying Observation, Surveying, ObservationDocument63 pagesSurveying Observation, Surveying, Observationthanasekar665No ratings yet
- United States Patent (10) Patent No.: US 8,381544 B2: Coyle (45) Date of Patent: Feb. 26, 2013Document43 pagesUnited States Patent (10) Patent No.: US 8,381544 B2: Coyle (45) Date of Patent: Feb. 26, 2013Erin GokNo ratings yet
- Scaffold Development Using 3D Printing With A Starch-Bsed PolymerDocument8 pagesScaffold Development Using 3D Printing With A Starch-Bsed PolymerLucas BaruzoNo ratings yet
- LFA Live Fluid Analyzer PDFDocument5 pagesLFA Live Fluid Analyzer PDFdiegoNo ratings yet
- Black HoleDocument14 pagesBlack HoleSagarKasarlaNo ratings yet
- ET ZC 235 Manufacturing Processes: BITS PilaniDocument925 pagesET ZC 235 Manufacturing Processes: BITS PilaniSanjay PandiyanNo ratings yet
- Distillation SequencingDocument39 pagesDistillation SequencingSohail Aziz Ahmad MalikNo ratings yet
- Airbus A320 Hydraulic System Description: ArticleDocument2 pagesAirbus A320 Hydraulic System Description: ArticleWellington OliveiraNo ratings yet
- Impedance Control: Robotics 2Document16 pagesImpedance Control: Robotics 2Karen ImmanuelNo ratings yet
- Sample Sci Lab CalendarDocument1 pageSample Sci Lab CalendarclayivanNo ratings yet
- Polymer Compositions InjectionDocument14 pagesPolymer Compositions InjectionJessiNo ratings yet
- Bearing Pad 400 X 400 X 52 MM (Ss400 Yield 235 Mpa)Document3 pagesBearing Pad 400 X 400 X 52 MM (Ss400 Yield 235 Mpa)AlvinbriliantNo ratings yet
- Ebara Pum 80 SQPBDocument4 pagesEbara Pum 80 SQPBMichael RefhandoNo ratings yet
- DC Arc FurnaceDocument7 pagesDC Arc FurnaceManojlovic VasoNo ratings yet
- ElasticityDocument7 pagesElasticityMajeed KhanNo ratings yet
- A Block Flow DiagramDocument35 pagesA Block Flow DiagramJerry SimonNo ratings yet
- 18-0022 Elliot JA22Document33 pages18-0022 Elliot JA22basemNo ratings yet
- VCB$SF 6Document3 pagesVCB$SF 6karthikumarNo ratings yet
- ENGINEERING 3014 Engineering ChemistrySummerDocument2 pagesENGINEERING 3014 Engineering ChemistrySummerKevin HuangNo ratings yet
- Meeting 6 - Evaporation - English For THPDocument4 pagesMeeting 6 - Evaporation - English For THPAlvianNo ratings yet
- Week # 9 MR Chapter 7: - Tutorial #9Document30 pagesWeek # 9 MR Chapter 7: - Tutorial #9Gábor MátyásiNo ratings yet
- Fluid Flow PhenomenaDocument13 pagesFluid Flow PhenomenaRaven ShadeNo ratings yet
- Structural Steel DesignDocument32 pagesStructural Steel Designshaluka100% (1)
- Nptel Learning Courses Structural Health Monitoring of CompositesDocument305 pagesNptel Learning Courses Structural Health Monitoring of Compositesaurora borealissNo ratings yet















































































Download as pdf or txt
You might also like
- Cswip 3.0 ReportingDocument32 pagesCswip 3.0 ReportingAvijit DebnathNo ratings yet
- TWI Training CSWIP 3.1 Pipe 01 (Complete)Document8 pagesTWI Training CSWIP 3.1 Pipe 01 (Complete)Suli HartoNo ratings yet
- Visual Inspection Report Aruna Nusa Safarian 0716040057 2Document8 pagesVisual Inspection Report Aruna Nusa Safarian 0716040057 2romanosky11No ratings yet
- C and K SystemDocument3 pagesC and K SystemKamal AlkurdiNo ratings yet
- XLR Connectors: Part Number GuideDocument13 pagesXLR Connectors: Part Number Guidedouglas camposNo ratings yet
- Thick Film Network Resistor: Brief IntroductionDocument5 pagesThick Film Network Resistor: Brief IntroductionJACOB DE LA CRUZ CAUICHNo ratings yet
- 64 Pin Euro ConnectorsDocument2 pages64 Pin Euro ConnectorsAchyuth ShettigarNo ratings yet
- Touareg 4.2Document36 pagesTouareg 4.2zozo0424No ratings yet
- LCS 2Document1 pageLCS 2nutral powertechNo ratings yet
- Tourline PDFDocument9 pagesTourline PDF2022A Micha Michela FitrianaNo ratings yet
- Dial Indicators: SERIES 1 - Back Plunger TypeDocument1 pageDial Indicators: SERIES 1 - Back Plunger Typesomkiat kongprasiatNo ratings yet
- STD PinDocument1 pageSTD Pinshubham.yantrikNo ratings yet
- ASME Sect. IX WPS & PQR Check List: ! ! ! Cannot Replace The Use of Section IX ! ! !Document2 pagesASME Sect. IX WPS & PQR Check List: ! ! ! Cannot Replace The Use of Section IX ! ! !Lora BoydNo ratings yet
- For Samples Only: 110 105 15 ApproxDocument1 pageFor Samples Only: 110 105 15 ApproxrichardNo ratings yet
- CA Si LV en Industrial Transformers PCC ExtractDocument8 pagesCA Si LV en Industrial Transformers PCC ExtracttgghareebNo ratings yet
- Model Test 1Document1 pageModel Test 1Nirlesh KothariNo ratings yet
- 32 90 Fluidos EletroerosaoDocument1 page32 90 Fluidos EletroerosaoPaulo HenriqueNo ratings yet
- M81935/7 Self-Lubricated Rod End Bearings: Specifications and Ordering InformationDocument1 pageM81935/7 Self-Lubricated Rod End Bearings: Specifications and Ordering InformationFlavio Abreu100% (1)
- Luz Piloto 30MMDocument1 pageLuz Piloto 30MMJerNo ratings yet
- PLC - Ctrinh (Ups)Document4 pagesPLC - Ctrinh (Ups)Trần Đức HoàngNo ratings yet
- CSWIP Visual Inspection PIPE REPORTDocument4 pagesCSWIP Visual Inspection PIPE REPORTNaga RajanNo ratings yet
- Bracket ObdDocument1 pageBracket ObdHarry laksanaNo ratings yet
- Varistor para Luminarias Cree 20d - 1-3003069Document16 pagesVaristor para Luminarias Cree 20d - 1-3003069Gabriel SanjurNo ratings yet
- R Series Ex D: Stainless SteelDocument6 pagesR Series Ex D: Stainless SteelTran DucNo ratings yet
- YC100-508-3P SpecDocument1 pageYC100-508-3P SpecNenad PavlovićNo ratings yet
- U30D05C - U30D60C: Add "-LF" Suffix To Part Number, See Page 4Document4 pagesU30D05C - U30D60C: Add "-LF" Suffix To Part Number, See Page 4quangNo ratings yet
- cataloge đầu khí kosa PDFDocument7 pagescataloge đầu khí kosa PDFNguyễn Hữu ĐồngNo ratings yet
- HE Series Spec Guide (SG-HE-08)Document8 pagesHE Series Spec Guide (SG-HE-08)Shouzab AbbasNo ratings yet
- Product Guide - Section XLRDocument33 pagesProduct Guide - Section XLRManny LeblancNo ratings yet
- MBRF2040CTDocument2 pagesMBRF2040CTvejiye7055No ratings yet
- 07 Forged Cryogenic Gate GlobeDocument2 pages07 Forged Cryogenic Gate GlobeAndri AjaNo ratings yet
- NGK Resistor Covers Decoding EnglishDocument3 pagesNGK Resistor Covers Decoding EnglishKostiantyn UsenkoNo ratings yet
- Intake Kyn Toyota 1zrDocument2 pagesIntake Kyn Toyota 1zrALiito KNo ratings yet
- Cswip 31 Practical PDFDocument4 pagesCswip 31 Practical PDFJigar PrajapatiNo ratings yet
- World Low Voltages and PlugsDocument4 pagesWorld Low Voltages and Plugsmiha sredNo ratings yet
- 500 KVA DRAWING FINAL-Review RPDDocument9 pages500 KVA DRAWING FINAL-Review RPDRahmat HidayatNo ratings yet
- Electricals BoqDocument10 pagesElectricals BoqA M JNo ratings yet
- CSWIP Practical Plate AnswersDocument31 pagesCSWIP Practical Plate AnswersSha Zha100% (1)
- TWI Training CSWIP 3.1 Pipe 01 (Complete)Document8 pagesTWI Training CSWIP 3.1 Pipe 01 (Complete)Nashaat DhyaaNo ratings yet
- MIL Style RV4: PrecisionDocument3 pagesMIL Style RV4: PrecisionRaul S. CotrinaNo ratings yet
- D10843570ADocument1 pageD10843570AGaurav VashishtNo ratings yet
- Small Parts Schematic SJ FSRDocument2 pagesSmall Parts Schematic SJ FSRalejibaNo ratings yet
- Her 1603Document3 pagesHer 1603gonthenkNo ratings yet
- EG-Series-HIWIN CatalogDocument17 pagesEG-Series-HIWIN CatalogLoc HuynhNo ratings yet
- ReleiDocument16 pagesReleistarostrugaNo ratings yet
- Coding KeyDocument2 pagesCoding KeyIgorTNo ratings yet
- Lenovo 720-15IKB - Wistron Bohol LB720LB721 16877-1Document105 pagesLenovo 720-15IKB - Wistron Bohol LB720LB721 16877-1Victor BlancoNo ratings yet
- AC10 AC60: Air Filter + Regulator + LubricatorDocument5 pagesAC10 AC60: Air Filter + Regulator + LubricatorElsonMilanNo ratings yet
- Gaugeable Tube Fittings and Adapter Fittings (MS-01-140 Rev - AE en-US Catalog)Document1 pageGaugeable Tube Fittings and Adapter Fittings (MS-01-140 Rev - AE en-US Catalog)Gabriel BatistaNo ratings yet
- Appendix 3 Example Report E9Document3 pagesAppendix 3 Example Report E9Laith SalmanNo ratings yet
- T Series PartsListDocument4 pagesT Series PartsListmohammad alhajNo ratings yet
- Limit Mount Plate T2Document1 pageLimit Mount Plate T2Himindra ChaaubeNo ratings yet
- Lecture 2Document12 pagesLecture 2Dr. Saad Saffah HresheeNo ratings yet
- Cambridge IGCSE (9-1) : PHYSICS 0972/41Document16 pagesCambridge IGCSE (9-1) : PHYSICS 0972/41dowanahamidNo ratings yet
- Engineering Data Screen Openings For Strainers: Purpose Filtration LevelDocument6 pagesEngineering Data Screen Openings For Strainers: Purpose Filtration LeveldschrisNo ratings yet
- Jawapan Soalan Pahang FizikDocument2 pagesJawapan Soalan Pahang Fizikyktay2No ratings yet
- Civil - Highway Lab Manual - 2018Document17 pagesCivil - Highway Lab Manual - 2018Altamash NadimallaNo ratings yet
- Q1-W5-D5-Separating Mixtures - DistillationDocument4 pagesQ1-W5-D5-Separating Mixtures - DistillationHeidi Dalyagan DulnagonNo ratings yet
- List & Properties of UK Strcutral Steel Shapes No Sheet DescriptionDocument65 pagesList & Properties of UK Strcutral Steel Shapes No Sheet DescriptionThắngg TrịnhhNo ratings yet
- Surveying Observation, Surveying, ObservationDocument63 pagesSurveying Observation, Surveying, Observationthanasekar665No ratings yet
- United States Patent (10) Patent No.: US 8,381544 B2: Coyle (45) Date of Patent: Feb. 26, 2013Document43 pagesUnited States Patent (10) Patent No.: US 8,381544 B2: Coyle (45) Date of Patent: Feb. 26, 2013Erin GokNo ratings yet
- Scaffold Development Using 3D Printing With A Starch-Bsed PolymerDocument8 pagesScaffold Development Using 3D Printing With A Starch-Bsed PolymerLucas BaruzoNo ratings yet
- LFA Live Fluid Analyzer PDFDocument5 pagesLFA Live Fluid Analyzer PDFdiegoNo ratings yet
- Black HoleDocument14 pagesBlack HoleSagarKasarlaNo ratings yet
- ET ZC 235 Manufacturing Processes: BITS PilaniDocument925 pagesET ZC 235 Manufacturing Processes: BITS PilaniSanjay PandiyanNo ratings yet
- Distillation SequencingDocument39 pagesDistillation SequencingSohail Aziz Ahmad MalikNo ratings yet
- Airbus A320 Hydraulic System Description: ArticleDocument2 pagesAirbus A320 Hydraulic System Description: ArticleWellington OliveiraNo ratings yet
- Impedance Control: Robotics 2Document16 pagesImpedance Control: Robotics 2Karen ImmanuelNo ratings yet
- Sample Sci Lab CalendarDocument1 pageSample Sci Lab CalendarclayivanNo ratings yet
- Polymer Compositions InjectionDocument14 pagesPolymer Compositions InjectionJessiNo ratings yet
- Bearing Pad 400 X 400 X 52 MM (Ss400 Yield 235 Mpa)Document3 pagesBearing Pad 400 X 400 X 52 MM (Ss400 Yield 235 Mpa)AlvinbriliantNo ratings yet
- Ebara Pum 80 SQPBDocument4 pagesEbara Pum 80 SQPBMichael RefhandoNo ratings yet
- DC Arc FurnaceDocument7 pagesDC Arc FurnaceManojlovic VasoNo ratings yet
- ElasticityDocument7 pagesElasticityMajeed KhanNo ratings yet
- A Block Flow DiagramDocument35 pagesA Block Flow DiagramJerry SimonNo ratings yet
- 18-0022 Elliot JA22Document33 pages18-0022 Elliot JA22basemNo ratings yet
- VCB$SF 6Document3 pagesVCB$SF 6karthikumarNo ratings yet
- ENGINEERING 3014 Engineering ChemistrySummerDocument2 pagesENGINEERING 3014 Engineering ChemistrySummerKevin HuangNo ratings yet
- Meeting 6 - Evaporation - English For THPDocument4 pagesMeeting 6 - Evaporation - English For THPAlvianNo ratings yet
- Week # 9 MR Chapter 7: - Tutorial #9Document30 pagesWeek # 9 MR Chapter 7: - Tutorial #9Gábor MátyásiNo ratings yet
- Fluid Flow PhenomenaDocument13 pagesFluid Flow PhenomenaRaven ShadeNo ratings yet
- Structural Steel DesignDocument32 pagesStructural Steel Designshaluka100% (1)
- Nptel Learning Courses Structural Health Monitoring of CompositesDocument305 pagesNptel Learning Courses Structural Health Monitoring of Compositesaurora borealissNo ratings yet