Download as pdf or txt
You might also like
- Primary Cementing CalculationsDocument38 pagesPrimary Cementing CalculationsAli Aliiev33% (3)
- Experiment #1 Standard or Normal Consistency of CememtDocument4 pagesExperiment #1 Standard or Normal Consistency of Cememtumar86% (14)
- Banana Filler With GrapheneDocument6 pagesBanana Filler With Grapheneatul20ugNo ratings yet
- Bamboo CoatingDocument4 pagesBamboo CoatingReyhan PradanaNo ratings yet
- Bioresources.: Thermal Analysis of Bamboo Fibre and Its CompositesDocument13 pagesBioresources.: Thermal Analysis of Bamboo Fibre and Its CompositesAppu MukundanNo ratings yet
- Ind. Crops and Prod.Document10 pagesInd. Crops and Prod.mahadev barNo ratings yet
- REFERENCEDocument4 pagesREFERENCES19M082 KRITHIK ANo ratings yet
- 2014 - Synthetic Fibers and TP Short-Fiber-Reinforced Polymers - Properties and CharacterizationDocument10 pages2014 - Synthetic Fibers and TP Short-Fiber-Reinforced Polymers - Properties and CharacterizationSubramani PichandiNo ratings yet
- Properties of Natural Fiber-Reinforced Biobased Thermoset Biocomposites: Effects of Fiber Type and Resin CompositionDocument9 pagesProperties of Natural Fiber-Reinforced Biobased Thermoset Biocomposites: Effects of Fiber Type and Resin Compositionmartina.cirronis96No ratings yet
- Venkatarajan, S. V.bhuvaneswari, B. Athijayamani, A. Sekar, S - Effect of Addition of Areca Fine Fibers On The Mechanical Properties oDocument18 pagesVenkatarajan, S. V.bhuvaneswari, B. Athijayamani, A. Sekar, S - Effect of Addition of Areca Fine Fibers On The Mechanical Properties oThiago SantosNo ratings yet
- Bamboo FiberDocument4 pagesBamboo FiberWan SofianNo ratings yet
- Jute Short + PLADocument7 pagesJute Short + PLARamkumar RamaiahNo ratings yet
- Nanomaterials 08 00052Document17 pagesNanomaterials 08 00052hennaouisihamNo ratings yet
- Mechanical Properties of Short Random Oil Palm Fibre Reinforced Epoxy CompositesDocument6 pagesMechanical Properties of Short Random Oil Palm Fibre Reinforced Epoxy CompositesNagarjuna KonduruNo ratings yet
- FTIR and SEM Analysis of Polyester - and Epoxy-Based Composites Manufactured by VARTM ProcessDocument8 pagesFTIR and SEM Analysis of Polyester - and Epoxy-Based Composites Manufactured by VARTM ProcessMonjur MorshedNo ratings yet
- Artikel IJOST 2019 PDFDocument11 pagesArtikel IJOST 2019 PDFJefri BaleNo ratings yet
- Polymers 13 03381 v2Document13 pagesPolymers 13 03381 v2Muhammad Zain NawwarNo ratings yet
- Materials & DesignDocument8 pagesMaterials & DesignDiamoundDomeProgram R&DNo ratings yet
- Effect of Graphene Powder On Banyan Aerial Root Fibers Reinforced Epoxy CompositesDocument9 pagesEffect of Graphene Powder On Banyan Aerial Root Fibers Reinforced Epoxy Compositeskibrom adisuNo ratings yet
- Yan 2018Document31 pagesYan 2018Dharun TNo ratings yet
- Agro-Hybrid Composite The Effects Onmechanical and Physical Properties of Oil PalmFiber (EFB) Glass Hybrid Reinforced PolyesterDocument17 pagesAgro-Hybrid Composite The Effects Onmechanical and Physical Properties of Oil PalmFiber (EFB) Glass Hybrid Reinforced Polyesterjaka djNo ratings yet
- Adak Et Al. CST 2019Document9 pagesAdak Et Al. CST 2019Pranab SamantaNo ratings yet
- Damping of Thermoset, Thermoplastic Flax Fibre CompositesDocument30 pagesDamping of Thermoset, Thermoplastic Flax Fibre Compositessanchana velalaganNo ratings yet
- Materials Today: Proceedings: Nihel Ketata, Bastien Seantier, Noamen Guermazi, Yves GrohensDocument9 pagesMaterials Today: Proceedings: Nihel Ketata, Bastien Seantier, Noamen Guermazi, Yves GrohensElena RomeroNo ratings yet
- Icmr 2022Document8 pagesIcmr 2022myau691No ratings yet
- 1410 2022t04 Rajat Rathore Saugata enDocument9 pages1410 2022t04 Rajat Rathore Saugata enshimelis TameneNo ratings yet
- 1 s2.0 S223878542032072X MainDocument14 pages1 s2.0 S223878542032072X MainDoraNo ratings yet
- 34 Zuhaili ZakariaDocument8 pages34 Zuhaili ZakariaAdli AmalinaNo ratings yet
- Study On Mechanical Properties of Flax Fiber Reinforced With Different MatricesDocument9 pagesStudy On Mechanical Properties of Flax Fiber Reinforced With Different Matriceskehabtemaryam bayleyegnNo ratings yet
- Effect of Fiber Surface Modification On The Interfacial and Mechanical Properties of Kenaf Fiber-Reinforced Thermoplastic and Thermosetting Polymer CompositesDocument20 pagesEffect of Fiber Surface Modification On The Interfacial and Mechanical Properties of Kenaf Fiber-Reinforced Thermoplastic and Thermosetting Polymer CompositesErick Omar Cisneros LopezNo ratings yet
- BioResource FinalVersionDocument15 pagesBioResource FinalVersionJeslin JoeNo ratings yet
- 2002 - The Influence of Fibre Length and Concentration On The Properties of GF RF PP - 5. Injection Molded PPDocument12 pages2002 - The Influence of Fibre Length and Concentration On The Properties of GF RF PP - 5. Injection Molded PPSubramani PichandiNo ratings yet
- Pillai Hoc College of Engineering and Technology Rasayani - 410207Document6 pagesPillai Hoc College of Engineering and Technology Rasayani - 410207Pranit Malkar ArtNo ratings yet
- Muthalagu 2021Document9 pagesMuthalagu 2021Mechanical Engg. Alagappa Poly College,KaraikudiNo ratings yet
- Anusha 2019 IOP Conf. Ser. Mater. Sci. Eng. 548 012011Document8 pagesAnusha 2019 IOP Conf. Ser. Mater. Sci. Eng. 548 012011Zunaida ZakariaNo ratings yet
- Polb 10175Document9 pagesPolb 10175Anurag TripathiNo ratings yet
- J of Applied Polymer Sci - 2022 - Azimpour ShishevanDocument19 pagesJ of Applied Polymer Sci - 2022 - Azimpour ShishevanshahrozaligondalNo ratings yet
- Enhancing The Mechanical Properties of SCF-PEKKDocument10 pagesEnhancing The Mechanical Properties of SCF-PEKKatef.selmi01No ratings yet
- Study On The Mechanical Properties of A Hybrid Polymer Composite UsingDocument5 pagesStudy On The Mechanical Properties of A Hybrid Polymer Composite UsingKrishnan SelvarajahNo ratings yet
- Kahar 2017 IOP Conf. Ser. Mater. Sci. Eng. 209 012003 LLDPE DegrationDocument10 pagesKahar 2017 IOP Conf. Ser. Mater. Sci. Eng. 209 012003 LLDPE Degrationeswaran.n9No ratings yet
- Jute PRDocument11 pagesJute PRmerajulislam.me.kuetNo ratings yet
- Fatigue Analysis TensileDocument7 pagesFatigue Analysis Tensilehamzatamer.88.10No ratings yet
- J Jallcom 2020 157176Document10 pagesJ Jallcom 2020 157176Kahar UnhaluNo ratings yet
- Wang J, Guo X, Zhong W, Et AlDocument11 pagesWang J, Guo X, Zhong W, Et AlArif AnsariNo ratings yet
- Co-Curing Process Combining Resin Film Infusion With Prepreg and Co-Cured Interlaminar Properties of Carbon Fiber CompositesDocument16 pagesCo-Curing Process Combining Resin Film Infusion With Prepreg and Co-Cured Interlaminar Properties of Carbon Fiber CompositesAfdol StoryNo ratings yet
- 1 s2.0 S0921509302006093 Main - 2 PDFDocument8 pages1 s2.0 S0921509302006093 Main - 2 PDFammarNo ratings yet
- 2 Athijayamani 2015Document7 pages2 Athijayamani 2015ULTRA College of Engineering & Technology for WomenNo ratings yet
- Pengfei Niu Et Al 2010 Study On Mechanical Properties and Thermal Stability of Polypropylene Hemp Fiber CompositesDocument9 pagesPengfei Niu Et Al 2010 Study On Mechanical Properties and Thermal Stability of Polypropylene Hemp Fiber CompositesThanusha ReddyNo ratings yet
- Poly Aryl Ether Ketones (Paeks) and Carbon-Reinforced Paek Powders For Laser SinteringDocument16 pagesPoly Aryl Ether Ketones (Paeks) and Carbon-Reinforced Paek Powders For Laser SinteringRafael ZanettiNo ratings yet
- Assignment IWK306 MOHD FAUDZYDocument14 pagesAssignment IWK306 MOHD FAUDZYmohdfaudzysNo ratings yet
- Journal of Reinforced Plastics and CompositesDocument19 pagesJournal of Reinforced Plastics and CompositesMiritoiu CosminNo ratings yet
- Time DependentDocument9 pagesTime DependentNabihah SallihNo ratings yet
- UKMSAINSMalaysiana 4702 Feb 201819Document10 pagesUKMSAINSMalaysiana 4702 Feb 201819OctagonNo ratings yet
- J of Applied Polymer Sci - 2020 - Pochivalov - Development of Vibration Damping Materials Based On Butyl Rubber A Study ofDocument14 pagesJ of Applied Polymer Sci - 2020 - Pochivalov - Development of Vibration Damping Materials Based On Butyl Rubber A Study ofsunali jaishNo ratings yet
- Investigation On The Effects of The Processing Parameters and The Number of Passes On The Flexural Properties of Polymer Nanocomposite Fabricated Through FSP MethodDocument21 pagesInvestigation On The Effects of The Processing Parameters and The Number of Passes On The Flexural Properties of Polymer Nanocomposite Fabricated Through FSP Methodimran rominNo ratings yet
- Article 1Document16 pagesArticle 1ahmed titoNo ratings yet
- ADVAnce SeprationDocument23 pagesADVAnce SeprationAtal Khan PushtoonNo ratings yet
- Micro-Mechanical Analysis of The Pineapple-Reinforced Polymeric Composite by The Inclusion of Pineapple Leaf ParticulatesDocument16 pagesMicro-Mechanical Analysis of The Pineapple-Reinforced Polymeric Composite by The Inclusion of Pineapple Leaf ParticulatesSanTosH SangamNo ratings yet
- Bioresources.: Analysis of The Tensile Modulus of Polypropylene Composites Reinforced With Stone Groundwood FibersDocument14 pagesBioresources.: Analysis of The Tensile Modulus of Polypropylene Composites Reinforced With Stone Groundwood FibersAbdul jeleelNo ratings yet
- Effectiveness of Rattan Fiber As A Reinforcing Material in Polymer Matrix Composites: An Experimental StudyDocument11 pagesEffectiveness of Rattan Fiber As A Reinforcing Material in Polymer Matrix Composites: An Experimental Studysabenid984No ratings yet
- A Review On The Tensile Properties of Natural Fiber Reinforced Polymer CompositesDocument18 pagesA Review On The Tensile Properties of Natural Fiber Reinforced Polymer CompositesAnshu AgrawalNo ratings yet
- Handbook of Composites from Renewable Materials, Design and ManufacturingFrom EverandHandbook of Composites from Renewable Materials, Design and ManufacturingNo ratings yet
- Finestbook GEASDocument3 pagesFinestbook GEASRhiana AlojepanNo ratings yet
- L22F188Document3 pagesL22F188popescucvNo ratings yet
- SGS Test ReportDocument4 pagesSGS Test ReportSina KakarottoNo ratings yet
- IEEE STD C57.147Document41 pagesIEEE STD C57.147Dileepa Sachithra Daulagala100% (1)
- 1100am Me3106 Group10Document117 pages1100am Me3106 Group10Nathan EvangelistaNo ratings yet
- Chemical Bonding.4Document4 pagesChemical Bonding.4VIVEK RASTOGINo ratings yet
- MaterialShelfLife PDFDocument1 pageMaterialShelfLife PDFSunil VermaNo ratings yet
- Edta A 1Document2 pagesEdta A 1Amranul HaqueNo ratings yet
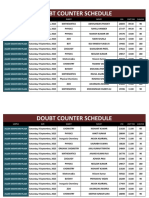
- Signature Plaza - 09th Sept - Doubt Counter - XLSX - Google SheetsDocument4 pagesSignature Plaza - 09th Sept - Doubt Counter - XLSX - Google SheetsPrabhu Krupa BiswalNo ratings yet
- Chemistry Project:: Analysis of HoneyDocument16 pagesChemistry Project:: Analysis of HoneyDARKRAI GAMINGNo ratings yet
- Homogeneous Catalysis With Compounds of Rhodium and IridiumDocument292 pagesHomogeneous Catalysis With Compounds of Rhodium and IridiumNabeel KhalidNo ratings yet
- Liver Lab ReportDocument7 pagesLiver Lab Reportapi-591481733No ratings yet
- D 6839 - 02 - Rdy4mzkDocument9 pagesD 6839 - 02 - Rdy4mzkNguyễn Bằng Nội100% (1)
- Unit 2Document77 pagesUnit 2sumeyaminNo ratings yet
- Definitions: CLS 422 Clinical Immunohematology I Absorption and ElutionDocument6 pagesDefinitions: CLS 422 Clinical Immunohematology I Absorption and ElutionTrang HuynhNo ratings yet
- Cost PPBDocument95 pagesCost PPBmohamad awaludinNo ratings yet
- Evaluation of Different Mechanical Cleaning Protocols Associated With 2.5% Sodium Hypochlorite in The Removal of Residues From The Post SpaceDocument6 pagesEvaluation of Different Mechanical Cleaning Protocols Associated With 2.5% Sodium Hypochlorite in The Removal of Residues From The Post Spacejhompaz387No ratings yet
- T2430C6 - Chemical Process Calculation-II - Question - BankDocument2 pagesT2430C6 - Chemical Process Calculation-II - Question - BankABHAY ASATINo ratings yet
- Experiment No. 7 - Physical and Chemical Changes 1Document5 pagesExperiment No. 7 - Physical and Chemical Changes 1Airame Dela RosaNo ratings yet
- (The Rendement of Boiled Water Extract of Mature Leaves of Mangrove SonneratiaDocument7 pages(The Rendement of Boiled Water Extract of Mature Leaves of Mangrove SonneratiaAnaz FaizahNo ratings yet
- Knudson C Orchid Medium: With Sucrose Without Vitamins and AgarDocument2 pagesKnudson C Orchid Medium: With Sucrose Without Vitamins and AgarNguyễn Hoàng SơnNo ratings yet
- B-120 LN-enUS-ASTMDocument1 pageB-120 LN-enUS-ASTMEyad AlsheiikhNo ratings yet
- SFSDF SDFDocument144 pagesSFSDF SDFNenad DimovNo ratings yet
- Additives For High Solids and Water-Borne CoatingsDocument12 pagesAdditives For High Solids and Water-Borne CoatingsWIlliam CheungNo ratings yet
- DEIPA - Wang Et Al - Effect of DEIPA and EDIPA On Hydration and Strength Development of Portland CementDocument10 pagesDEIPA - Wang Et Al - Effect of DEIPA and EDIPA On Hydration and Strength Development of Portland CementListya Eka AnggrainiNo ratings yet
- Rosin-Rammler Slope v2Document5 pagesRosin-Rammler Slope v2safwat hassan100% (1)
- Prevention of CorrosionDocument10 pagesPrevention of CorrosionOmar GamalNo ratings yet
- Khat Drying1 AnnotatedDocument13 pagesKhat Drying1 AnnotatedFeras SwaidNo ratings yet