Download as pdf or txt
You might also like
- 7 - CE 511 - Bolted Connection - EccentricDocument19 pages7 - CE 511 - Bolted Connection - EccentricJayson Ramos100% (1)
- Review Module 40 - Steel 4 - Part 1Document2 pagesReview Module 40 - Steel 4 - Part 1Andrea MagtutoNo ratings yet
- Reinforced Concrete Is Composed of Two Materials Concrete and Steel. Steel Is Embedded inDocument24 pagesReinforced Concrete Is Composed of Two Materials Concrete and Steel. Steel Is Embedded inJea Escabal Mosenabre100% (1)
- Strength of MeterialsDocument142 pagesStrength of MeterialsEricJohnDeraferaNo ratings yet
- Chapter 4 PDFDocument5 pagesChapter 4 PDFtrishia arcillaNo ratings yet
- Structural Handrail DesignDocument3 pagesStructural Handrail Designmsiddiq1100% (1)
- Matdip301 Advanced Mathematics-IDocument2 pagesMatdip301 Advanced Mathematics-IHari PrasadNo ratings yet
- TheoryDocument50 pagesTheorygeethaNo ratings yet
- Lecture-20 MOM-IDocument30 pagesLecture-20 MOM-IMuhammad HamzaNo ratings yet
- 5 Design of Beams (2022)Document30 pages5 Design of Beams (2022)YAŞAR MERT DOĞANAYNo ratings yet
- U-1 L-7 Eccentic Connections - Bracket Connections1Document46 pagesU-1 L-7 Eccentic Connections - Bracket Connections1Nishanth NishiNo ratings yet
- Week 4 Lecture Material - WatermarkDocument48 pagesWeek 4 Lecture Material - Watermarkchristi SNo ratings yet
- Chap 13 BucklingDocument36 pagesChap 13 BucklingMujtabaRafiqueNo ratings yet
- Mom 1Document25 pagesMom 1Husnain ShahidNo ratings yet
- Course Title: Mechanics of Materials Course Code: MM-205 Year: S.EDocument21 pagesCourse Title: Mechanics of Materials Course Code: MM-205 Year: S.ESahar Batool QaziNo ratings yet
- Chapter One Analysis and Design of Column: Reinforced Concrete Structure - IiDocument29 pagesChapter One Analysis and Design of Column: Reinforced Concrete Structure - IiAbduljebar HussienNo ratings yet
- 5 BeamsDocument22 pages5 BeamsataNo ratings yet
- Chap4b-Axially Loaded MembersDocument27 pagesChap4b-Axially Loaded Membersskhan247100% (1)
- Chapter 5Document28 pagesChapter 5tùng thanhNo ratings yet
- Apr 2024 - Strength of Materials 5Document2 pagesApr 2024 - Strength of Materials 5isnainsalman3No ratings yet
- Concept of StressDocument16 pagesConcept of StressDiego AbadNo ratings yet
- Simple StrainDocument45 pagesSimple StrainFeliks Albert RitaNo ratings yet
- CE-103 Mechanics of Solids - I: Dr. Junaid Ahmad Nice, Scee, NustDocument29 pagesCE-103 Mechanics of Solids - I: Dr. Junaid Ahmad Nice, Scee, NustArsalan AhmadNo ratings yet
- Statics of Structure inDocument31 pagesStatics of Structure inSelino CruzNo ratings yet
- 4 - Ce133 - Strength Analysis of Beams According To Aci or NSCP Codes PDFDocument22 pages4 - Ce133 - Strength Analysis of Beams According To Aci or NSCP Codes PDFRalph PacilNo ratings yet
- Week 4 Lecture Material - WatermarkDocument48 pagesWeek 4 Lecture Material - WatermarkVaibhav SharmaNo ratings yet
- SM Des 11 Az PDFDocument12 pagesSM Des 11 Az PDFpremsubhaNo ratings yet
- Week 11 Column Direct LoadDocument37 pagesWeek 11 Column Direct LoaddarshanNo ratings yet
- RCDDocument31 pagesRCDJohn Mark Soliven100% (1)
- SOM II Lab ManualDocument34 pagesSOM II Lab ManualharshNo ratings yet
- CEMDEF40 Module 1 - Introduction To Mechnanics of MaterialsDocument29 pagesCEMDEF40 Module 1 - Introduction To Mechnanics of MaterialsengrrrrNo ratings yet
- AISC Seismic Design-Module4-Eccentrically Braced FramesDocument134 pagesAISC Seismic Design-Module4-Eccentrically Braced Framesyaramouna100% (4)
- 1 Simple StressDocument22 pages1 Simple StressFrances Louise LariosaNo ratings yet
- Stresses and StrainDocument11 pagesStresses and StrainEesha NairNo ratings yet
- Chapter 1 - Method of JointDocument45 pagesChapter 1 - Method of JointJNo ratings yet
- Structural Mechanics: Department of Civil EngineeringDocument8 pagesStructural Mechanics: Department of Civil EngineeringMuhammad AsadNo ratings yet
- CEMDEF40 Module 8 - Torsion On Statically Indeterminate Members Non-Circular and Thin-Walled MmebersDocument14 pagesCEMDEF40 Module 8 - Torsion On Statically Indeterminate Members Non-Circular and Thin-Walled MmebersengrrrrNo ratings yet
- SaaaaaaDocument46 pagesSaaaaaaGerald DanielNo ratings yet
- Adv Struc Lec 03Document9 pagesAdv Struc Lec 03BABAN GUHANo ratings yet
- Stress2_dimecDocument13 pagesStress2_dimecSamy HernándezNo ratings yet
- BTE 1013 Engineering Sciences: 8. Shear Force and Bending MomentDocument32 pagesBTE 1013 Engineering Sciences: 8. Shear Force and Bending MomentAli HassenNo ratings yet
- Flexural MembersDocument32 pagesFlexural MembersPatricia TungpalanNo ratings yet
- CE2155 - Stability of Compression MembersDocument20 pagesCE2155 - Stability of Compression MembersJuliaNo ratings yet
- MEC2403 Lecture 1Document34 pagesMEC2403 Lecture 1Annie Yap0% (1)
- Unit Iv - Space and Cable StructuresDocument20 pagesUnit Iv - Space and Cable StructuresYOKESH BNo ratings yet
- Me414 Lecture 6 CouplingsDocument17 pagesMe414 Lecture 6 CouplingsILEENVIRUSNo ratings yet
- Analysis of Beams: Department of Mechanical Engineering - A. LoosDocument13 pagesAnalysis of Beams: Department of Mechanical Engineering - A. LoosKevin RobertNo ratings yet
- 2 Truss - Analysis IvleDocument29 pages2 Truss - Analysis IvleSteven KuaNo ratings yet
- Internal II Question Bank SOMDocument7 pagesInternal II Question Bank SOMsathyadallyNo ratings yet
- Ce 429st Pre-Final Exam - KeyDocument9 pagesCe 429st Pre-Final Exam - KeyAl-fin KaytingNo ratings yet
- Transom Analysis ComparisonDocument38 pagesTransom Analysis ComparisonRifky NetriadyNo ratings yet
- Lect05 - Buckling of ColumnsDocument18 pagesLect05 - Buckling of Columnsabdiaziz100% (1)
- Creep 2Document28 pagesCreep 2Abdul RahimNo ratings yet
- Module 5 - Stresses in BeamsDocument14 pagesModule 5 - Stresses in Beamswag naNo ratings yet
- Compression TheoryDocument99 pagesCompression TheoryBolarinwaNo ratings yet
- Civil Columns.Document6 pagesCivil Columns.Shiju Kp.No ratings yet
- ENS161 Practice ProblemsDocument7 pagesENS161 Practice ProblemsErl GomezNo ratings yet
- Strenght of Materials: DR As Shote DR Ob OlatundeDocument60 pagesStrenght of Materials: DR As Shote DR Ob OlatundeTimothy PromiseNo ratings yet
- Problems in Quantum Mechanics: Third EditionFrom EverandProblems in Quantum Mechanics: Third EditionRating: 3 out of 5 stars3/5 (2)
- Introduction to Non-Linear Mechanics. (AM-11), Volume 11From EverandIntroduction to Non-Linear Mechanics. (AM-11), Volume 11No ratings yet
- Bulaon Bom 2Document10 pagesBulaon Bom 2Kyla MontoyaNo ratings yet
- PRINSTEEL Quiz 6 Set A and B SolutionDocument4 pagesPRINSTEEL Quiz 6 Set A and B SolutionKyla MontoyaNo ratings yet
- Numsol Final ExamDocument1 pageNumsol Final ExamKyla MontoyaNo ratings yet
- Online Thesis Statement ReviewerDocument5 pagesOnline Thesis Statement ReviewerKyla MontoyaNo ratings yet
- Llesson 2Document11 pagesLlesson 2Kyla MontoyaNo ratings yet
- LESSON1Document5 pagesLESSON1Kyla MontoyaNo ratings yet
- LESSON2Document3 pagesLESSON2Kyla MontoyaNo ratings yet
- The Art Book Page One, Primary Hands - Portfolio Assessment and Art Lessons For Kids - KinderArtDocument9 pagesThe Art Book Page One, Primary Hands - Portfolio Assessment and Art Lessons For Kids - KinderArttote126No ratings yet
- ED486 Trailblazer 330 DieselDocument6 pagesED486 Trailblazer 330 DieselGV CamposNo ratings yet
- CH 5 Membrane Dynamics TestDocument42 pagesCH 5 Membrane Dynamics TestDani Anyika100% (1)
- Hemo One Analyser Ise 30102023 v29Document8 pagesHemo One Analyser Ise 30102023 v29mohamedessadiNo ratings yet
- Neurobiologic Theories and PsychopharmacologyDocument3 pagesNeurobiologic Theories and Psychopharmacologygeorgeloto12100% (1)
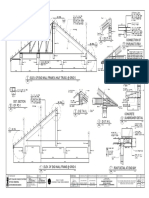
- Detail 6 Connection of Purlins To Rb-1 9Document1 pageDetail 6 Connection of Purlins To Rb-1 9Fritz NatividadNo ratings yet
- A - B - C - Data Entry Operations (OS)Document24 pagesA - B - C - Data Entry Operations (OS)Indu GoyalNo ratings yet
- Graded Quesions Complete Book0Document344 pagesGraded Quesions Complete Book0Irimia Mihai Adrian100% (1)
- TR Technology Radar Vol 27 enDocument43 pagesTR Technology Radar Vol 27 enstart-up.roNo ratings yet
- Chapter 4 - Accounting For Other LiabilitiesDocument21 pagesChapter 4 - Accounting For Other Liabilitiesjeanette lampitoc0% (1)
- Onkyo tx-nr737 SM Parts Rev6Document110 pagesOnkyo tx-nr737 SM Parts Rev6MiroslavNo ratings yet
- Composite Materials Based On Hemp and Flax For Low-Energy BuildingsDocument23 pagesComposite Materials Based On Hemp and Flax For Low-Energy Buildingsmn.gautamNo ratings yet
- Wealth Management AssignmentDocument2 pagesWealth Management AssignmentHimanshu BajajNo ratings yet
- MBA Interviews (Undergraduation Questions)Document14 pagesMBA Interviews (Undergraduation Questions)anshshah1310No ratings yet
- 89C51 Instruction SetDocument49 pages89C51 Instruction SetYashaswini B Srinivas100% (1)
- Biology, Ecology, and Management of The Pea Weevil, Bruchus Pisorum (Coleoptera: Chrysomelidae)Document12 pagesBiology, Ecology, and Management of The Pea Weevil, Bruchus Pisorum (Coleoptera: Chrysomelidae)Alexandra-Ana-Maria VulpeNo ratings yet
- Pattern Recognition: Zhiming Liu, Chengjun LiuDocument9 pagesPattern Recognition: Zhiming Liu, Chengjun LiuSabha NayaghamNo ratings yet
- DentinDocument133 pagesDentinMohammed hisham khan100% (3)
- Mechanism of Titanium Sponge Formation in The Kroll Reduction ReactorDocument11 pagesMechanism of Titanium Sponge Formation in The Kroll Reduction ReactorSrinivasulu PuduNo ratings yet
- Artificial SatelliteDocument11 pagesArtificial Satellitejames bond 001No ratings yet
- Embedded Electronic System Design, MSC - ChalmersDocument9 pagesEmbedded Electronic System Design, MSC - ChalmerskamranNo ratings yet
- Recent Advances in Enhanced Flooded Battery For Smart Mild Hybrid Power TrainsDocument29 pagesRecent Advances in Enhanced Flooded Battery For Smart Mild Hybrid Power Trains3 GamerNo ratings yet
- BCH Filled FormDocument2 pagesBCH Filled Formcecertificateqvc1No ratings yet
- Tutorial TransformerDocument2 pagesTutorial TransformerMohd KhairiNo ratings yet
- 510 - Sps Vega vs. SSS, 20 Sept 2010Document2 pages510 - Sps Vega vs. SSS, 20 Sept 2010anaNo ratings yet
- Grade 2 - Assessment ADocument11 pagesGrade 2 - Assessment Aapi-251068386No ratings yet
- Energy Research Institute - Wang SichengDocument17 pagesEnergy Research Institute - Wang SichengADB_SAEN_ProjectsNo ratings yet
- Homework, References PDFDocument2 pagesHomework, References PDFSeavMeng SengNo ratings yet
- EC506 Wireless Gateway User Manual ENGDocument48 pagesEC506 Wireless Gateway User Manual ENGcy5170No ratings yet