Download as pdf or txt
You might also like
- Dental PulpDocument53 pagesDental Pulpdr parveen bathla67% (3)
- Visualizing RatioDocument42 pagesVisualizing RatioCyril Lyn Natividad Credo100% (5)
- Use of Optical Density and Tio2 Light Scattering To Identify Optimization Potential in Architectural CoatingsDocument10 pagesUse of Optical Density and Tio2 Light Scattering To Identify Optimization Potential in Architectural CoatingsManuel ChireNo ratings yet
- Understanding TiO2 Through Light ScatteringDocument4 pagesUnderstanding TiO2 Through Light ScatteringAnujNo ratings yet
- X.NIE (2009) - Doping of TiO2 Polymorphs For Altered Optical and Photocatalytic PropertiesDocument23 pagesX.NIE (2009) - Doping of TiO2 Polymorphs For Altered Optical and Photocatalytic PropertiesALDO CORDOBA GUERRERONo ratings yet
- 5 0000136Document7 pages5 0000136SoufianeBenhamidaNo ratings yet
- Cadmium Oxide Nano Particles by Sol-Gel and Vapour-Liquid-Solid MethodsDocument7 pagesCadmium Oxide Nano Particles by Sol-Gel and Vapour-Liquid-Solid Methodsnano_journalNo ratings yet
- 607 SanjeevDocument13 pages607 SanjeevRITWIsNo ratings yet
- Coatings: Low Loss Sol-Gel Tio Thin Films For Waveguiding ApplicationsDocument10 pagesCoatings: Low Loss Sol-Gel Tio Thin Films For Waveguiding Applicationsdev-nullNo ratings yet
- Improved Performance For Dye-Sensitized Solar Cells Using A Compact TiO2 Layer Grown by SputteringDocument9 pagesImproved Performance For Dye-Sensitized Solar Cells Using A Compact TiO2 Layer Grown by SputteringTiến NguyễnNo ratings yet
- Diffusion in Polymer Solids and SolutionsDocument25 pagesDiffusion in Polymer Solids and SolutionsRomain LefèbvreNo ratings yet
- Optical and Electrical Properties of TiO2 Doped Fe2O3 Thin Film Prepared by Spray Paralysis TechniqueDocument7 pagesOptical and Electrical Properties of TiO2 Doped Fe2O3 Thin Film Prepared by Spray Paralysis TechniqueIjaems JournalNo ratings yet
- Photoelectrochemical Properties of TiO2 Coating Films Prepared Using Different Solvents by The Sol-Gel Method PDFDocument8 pagesPhotoelectrochemical Properties of TiO2 Coating Films Prepared Using Different Solvents by The Sol-Gel Method PDFRahul MadanNo ratings yet
- Cleaning Surfaces From Nanoparticles With Polymer Film - ImpactDocument4 pagesCleaning Surfaces From Nanoparticles With Polymer Film - Impactalireza mottaghipoorNo ratings yet
- GO-TiO2 2016Document5 pagesGO-TiO2 2016Rafif QuthronadaNo ratings yet
- Titanium Oxide Nano Colloids For DSSC and Other Applications v1 G24 PowerDocument5 pagesTitanium Oxide Nano Colloids For DSSC and Other Applications v1 G24 Powersugar marmelateNo ratings yet
- Assignment: Name of The StudentsDocument15 pagesAssignment: Name of The StudentsRishabh MishraNo ratings yet
- Polymers: Comparison of in Situ and Ex Situ Methods For Synthesis of Two-Photon Polymerization Polymer NanocompositesDocument15 pagesPolymers: Comparison of in Situ and Ex Situ Methods For Synthesis of Two-Photon Polymerization Polymer NanocompositesMateenNo ratings yet
- Solid State PhysicsDocument11 pagesSolid State PhysicsNamit AnandNo ratings yet
- Basic MicrofabricationDocument36 pagesBasic Microfabricationlucaplat11No ratings yet
- Jurnal TemplateDocument6 pagesJurnal TemplateQurrotul A'yunNo ratings yet
- Surface & Coatings TechnologyDocument6 pagesSurface & Coatings TechnologySegundo Jonathan Rojas FloresNo ratings yet
- Ravi MtechDocument28 pagesRavi MtechSAURABH KUMAR PANDEY Research Scholar, Chemical Engg. & Technology , IIT(BHU)No ratings yet
- TiO2 CleaningDocument7 pagesTiO2 CleaningRAHUL GNo ratings yet
- Abbad 2020Document7 pagesAbbad 2020ERIKO DARMAWANNo ratings yet
- Recent Update On Photocatalytic Degradation of Pollutants in Waste Water Using TiO2-based Heterostructured Materials - ScienceDirectDocument46 pagesRecent Update On Photocatalytic Degradation of Pollutants in Waste Water Using TiO2-based Heterostructured Materials - ScienceDirectLuke HemmingsNo ratings yet
- Rahman 2020 J. Phys. Conf. Ser. 1436 012020Document7 pagesRahman 2020 J. Phys. Conf. Ser. 1436 012020Iin Tirta SunartaNo ratings yet
- TiO2 Scattering Optimization PDFDocument6 pagesTiO2 Scattering Optimization PDFmulysie100% (1)
- 1 s2.0 S1452398123106560 MainDocument10 pages1 s2.0 S1452398123106560 MainHasna NurulNo ratings yet
- Comparisson of Magnetic Stirer and SonicatorDocument7 pagesComparisson of Magnetic Stirer and Sonicatorindo walet lestariNo ratings yet
- Photocatalytic Degradation of Methyl Orange Using Tio2/Sno2 Binary Nano CompositeDocument7 pagesPhotocatalytic Degradation of Methyl Orange Using Tio2/Sno2 Binary Nano CompositeasdaNo ratings yet
- Defect Generation, D-D Transition, and Band Gap Reduction in Cu-Doped Tio NanoparticlesDocument8 pagesDefect Generation, D-D Transition, and Band Gap Reduction in Cu-Doped Tio Nanoparticlesdpgptc5zfyNo ratings yet
- Gaurav PaperDocument10 pagesGaurav PaperGaurav KumarNo ratings yet
- Dye Sensitized Solar Cells Principles and New Design: November 2011Document19 pagesDye Sensitized Solar Cells Principles and New Design: November 2011Yann DimarcoNo ratings yet
- Beranek - 2012 - (Photo) Electrochemical Methods For The DeterminatiDocument21 pagesBeranek - 2012 - (Photo) Electrochemical Methods For The DeterminatielderwanNo ratings yet
- Spectral-Luminescent, Photochemical, and Lasing Characteristics of Boron Dipyrromethene Difluoro (Iii) Derivatives in Liquid and Solid-State MediaDocument9 pagesSpectral-Luminescent, Photochemical, and Lasing Characteristics of Boron Dipyrromethene Difluoro (Iii) Derivatives in Liquid and Solid-State Mediad20vipsplayNo ratings yet
- 2013 Characterization and Ionic Conductivity Studies On Nano SiO2 Dispersed X NaNO3 - 1-x) SR (NO3) 2 Mixed SystemDocument6 pages2013 Characterization and Ionic Conductivity Studies On Nano SiO2 Dispersed X NaNO3 - 1-x) SR (NO3) 2 Mixed SystemAdrian CaraballoNo ratings yet
- Photocatalytic Concrete Stones Containing Tio For Atmospheric No RemovalDocument6 pagesPhotocatalytic Concrete Stones Containing Tio For Atmospheric No RemovalAshish WaliaNo ratings yet
- Effect of Different Dopant Elements On The Properties of ZnO Thin FilmsDocument5 pagesEffect of Different Dopant Elements On The Properties of ZnO Thin Filmsnaikmanju98No ratings yet
- Coek - Info - Determination of The Critical Pigment Volume ConceDocument4 pagesCoek - Info - Determination of The Critical Pigment Volume Conceb3ry 17No ratings yet
- Lab Module - HollowAgAuNP - 2016 VersionDocument8 pagesLab Module - HollowAgAuNP - 2016 VersionMohamed AslamNo ratings yet
- 6 - Chapter 3 DSSCDocument45 pages6 - Chapter 3 DSSCpari100% (1)
- An Inverse Method For Color Uniformity in White LED SpotlightsDocument19 pagesAn Inverse Method For Color Uniformity in White LED SpotlightsCarlos VelásquezNo ratings yet
- Article in PressDocument6 pagesArticle in PressMuhammad Bilal QadirNo ratings yet
- Bottom Anti-Reflective Coatings For ArF, KRF, and I-Line ApplicationsDocument12 pagesBottom Anti-Reflective Coatings For ArF, KRF, and I-Line Applications287678849qNo ratings yet
- LIS 2022 New 1-77-81Document5 pagesLIS 2022 New 1-77-81Lppm Politeknik JambiNo ratings yet
- Cement and Concrete Research: SciencedirectDocument8 pagesCement and Concrete Research: SciencedirectBanNo ratings yet
- Chtouki2017 PDFDocument16 pagesChtouki2017 PDFMERIEM GASMINo ratings yet
- Review PaperDocument23 pagesReview PaperNaeem AkramNo ratings yet
- Microstructure Characteristics of Al O - 13 WT.% Tio Coating Plasma Spray Deposited With Nanocrystalline PowdersDocument5 pagesMicrostructure Characteristics of Al O - 13 WT.% Tio Coating Plasma Spray Deposited With Nanocrystalline PowdersDjm AlgNo ratings yet
- Ojpstmp Stamppdf D 05T10 18 JAPIAU 111 7 074904 1Document9 pagesOjpstmp Stamppdf D 05T10 18 JAPIAU 111 7 074904 1Noureddine BarkaNo ratings yet
- Photonic Crystal Fiber With Core Infiltrated by Carbon Tetrachloride For Nonlinear Effects GenerationDocument7 pagesPhotonic Crystal Fiber With Core Infiltrated by Carbon Tetrachloride For Nonlinear Effects GenerationĐặng Thái NhậtNo ratings yet
- CONICET Digital Nro. ADocument6 pagesCONICET Digital Nro. AЕржігіт Парфюмер ТөлебековNo ratings yet
- Anthocyanin Pigments For Dye Sensitized Solar Cell ApplicationsDocument3 pagesAnthocyanin Pigments For Dye Sensitized Solar Cell ApplicationspkvlaserNo ratings yet
- Novel Sol-Gel Method of Synthesis of Pure and Aluminum Doped Tio NanoparticlesDocument4 pagesNovel Sol-Gel Method of Synthesis of Pure and Aluminum Doped Tio NanoparticlesFahim ShahriarNo ratings yet
- ChemistryOpen - 2020 - Freyria - Effects of The Brookite Phase On The Properties of Different Nanostructured TiO2 PhasesDocument10 pagesChemistryOpen - 2020 - Freyria - Effects of The Brookite Phase On The Properties of Different Nanostructured TiO2 PhasesBRAYHAN ANDERSON OTINIANO PADILLANo ratings yet
- Best Practice in Laser Diffraction - A Robustness StudyDocument8 pagesBest Practice in Laser Diffraction - A Robustness StudyfarageNo ratings yet
- TiO2 Impact On Paint Weather ResistanceDocument8 pagesTiO2 Impact On Paint Weather Resistanceuocmogiandi_aNo ratings yet
- The Effect of Particle Size On The Haze of Polymer FilmsDocument3 pagesThe Effect of Particle Size On The Haze of Polymer FilmsfaisalNo ratings yet
- Titanium Dioxide (Tio) Nanoparticles - XRD Analyses - An InsightDocument10 pagesTitanium Dioxide (Tio) Nanoparticles - XRD Analyses - An InsightSourav RoyNo ratings yet
- Saxs Investigation On The Fractal Properties of Mno Semiconductor Thin FilmsDocument4 pagesSaxs Investigation On The Fractal Properties of Mno Semiconductor Thin FilmsSylvana AlvarezNo ratings yet
- Dispersant TechnologyDocument2 pagesDispersant TechnologyMajd M. KhalilNo ratings yet
- Effect of Calcium Sulfate Type and Dosage On Early Strength and Porosity of Self-Leveling UnderlaymentsDocument2 pagesEffect of Calcium Sulfate Type and Dosage On Early Strength and Porosity of Self-Leveling UnderlaymentsMajd M. KhalilNo ratings yet
- Hyperdesmo®-815 - enDocument4 pagesHyperdesmo®-815 - enMajd M. KhalilNo ratings yet
- Effect of Chemical Admixtures On Setting Time, Fluidity and Mechanical Properties of Phosphorus Gypsum Based Self-Leveling MortarDocument8 pagesEffect of Chemical Admixtures On Setting Time, Fluidity and Mechanical Properties of Phosphorus Gypsum Based Self-Leveling MortarMajd M. KhalilNo ratings yet
- Coatings Compatibility - How To Get Along in CoatingsDocument3 pagesCoatings Compatibility - How To Get Along in CoatingsMajd M. KhalilNo ratings yet
- Investigations of Mixing Technique On The Rheological Properties of Self-Compacting ConcreteDocument13 pagesInvestigations of Mixing Technique On The Rheological Properties of Self-Compacting ConcreteMajd M. KhalilNo ratings yet
- Rheology and Bonding Characteristics of Self-Leveling Concrete As A Repair MaterialDocument8 pagesRheology and Bonding Characteristics of Self-Leveling Concrete As A Repair MaterialMajd M. KhalilNo ratings yet
- Talc-Based Cementitious Products Effect of Talc CalcinationDocument9 pagesTalc-Based Cementitious Products Effect of Talc CalcinationMajd M. KhalilNo ratings yet
- Bond Strength and Transversal Deformation Aging On Cement-Polymer Adhesive MortarDocument6 pagesBond Strength and Transversal Deformation Aging On Cement-Polymer Adhesive MortarMajd M. KhalilNo ratings yet
- The Properties and Durability of Self-Leveling and Thixotropic Mortars With Recycled SandDocument27 pagesThe Properties and Durability of Self-Leveling and Thixotropic Mortars With Recycled SandMajd M. KhalilNo ratings yet
- Hyperdesmo®-Ady 610 - enDocument3 pagesHyperdesmo®-Ady 610 - enMajd M. KhalilNo ratings yet
- Hyperdesmo®-Ady-E - enDocument4 pagesHyperdesmo®-Ady-E - enMajd M. KhalilNo ratings yet
- Aquasmart® Hybrid-Mono - enDocument5 pagesAquasmart® Hybrid-Mono - enMajd M. KhalilNo ratings yet
- EN 13808 - 2 Grouts For Tiles - Part 2 - Determination of Resistance To AbrasionDocument9 pagesEN 13808 - 2 Grouts For Tiles - Part 2 - Determination of Resistance To AbrasionMajd M. KhalilNo ratings yet
- 1 00614 Mape-Antique-Allettamento enDocument6 pages1 00614 Mape-Antique-Allettamento enMajd M. KhalilNo ratings yet
- Silres BS 168Document3 pagesSilres BS 168Majd M. KhalilNo ratings yet
- EN 13808 - 5 Grouts For Tiles - Part 5 - Determination of Water AbsorptionDocument8 pagesEN 13808 - 5 Grouts For Tiles - Part 5 - Determination of Water AbsorptionMajd M. KhalilNo ratings yet
- EN 13808 - 3 Grouts For Tiles - Part 3 - Determination of Flexural andDocument9 pagesEN 13808 - 3 Grouts For Tiles - Part 3 - Determination of Flexural andMajd M. KhalilNo ratings yet
- Properties of Rendering MortarDocument8 pagesProperties of Rendering MortarMajd M. KhalilNo ratings yet
- BS 290&BS 4004 (Dec'18)Document20 pagesBS 290&BS 4004 (Dec'18)Majd M. KhalilNo ratings yet
- MOF-801 As A Promising Material For Adsorption Cooling Equilibrium and Dynamics of Water Adsorption 2018Document8 pagesMOF-801 As A Promising Material For Adsorption Cooling Equilibrium and Dynamics of Water Adsorption 2018Majd M. KhalilNo ratings yet
- En 1766 - Products and Systems For The Protection and Repair of Concrete Structures - Test Methods - Reference Concretes For TestingDocument18 pagesEn 1766 - Products and Systems For The Protection and Repair of Concrete Structures - Test Methods - Reference Concretes For TestingMajd M. KhalilNo ratings yet
- Water Harvesting From Air by MOF-801PES Porous Composite Membranes 2019Document1 pageWater Harvesting From Air by MOF-801PES Porous Composite Membranes 2019Majd M. KhalilNo ratings yet
- SikaCeram® CleanGroutDocument4 pagesSikaCeram® CleanGroutMajd M. KhalilNo ratings yet
- Mapei Keracolor SFDocument4 pagesMapei Keracolor SFMajd M. KhalilNo ratings yet
- 1 3000089 Grout-Maximizer En-UsDocument5 pages1 3000089 Grout-Maximizer En-UsMajd M. KhalilNo ratings yet
- Reticular Chemistry in Action A Hydrolytically Stable MOF Capturing Twice Its Weight in Adsorbed Water 2018Document13 pagesReticular Chemistry in Action A Hydrolytically Stable MOF Capturing Twice Its Weight in Adsorbed Water 2018Majd M. KhalilNo ratings yet
- Lesson Strength of PlanetsDocument12 pagesLesson Strength of Planetsshunmugathason100% (1)
- MF Gel Card Centrifuge & Gel Card Incubator Cat.2020Document2 pagesMF Gel Card Centrifuge & Gel Card Incubator Cat.2020محمد الشيميNo ratings yet
- Stochastic Calculus An Introduction Through Theory and ExercisesDocument632 pagesStochastic Calculus An Introduction Through Theory and ExercisesJayanta L CNo ratings yet
- Zimbabwe School Examinations Council Physics 6032/1: Electronic Calculator And/or Mathematical TablesDocument16 pagesZimbabwe School Examinations Council Physics 6032/1: Electronic Calculator And/or Mathematical TablesKuzivakwasheNo ratings yet
- MagentoDocument131 pagesMagentomkfriends007No ratings yet
- Pizza Ordering Python Project NewDocument25 pagesPizza Ordering Python Project NewUday TheNo ratings yet
- Mil DTL 7601Document12 pagesMil DTL 7601Michaël REYNAULTNo ratings yet
- Non Linear ProgrammingDocument109 pagesNon Linear ProgramminginftraNo ratings yet
- COMPOSING - Creating Orchestral Music With Sampled InstrumentsDocument8 pagesCOMPOSING - Creating Orchestral Music With Sampled InstrumentsEstudio Arte100% (1)
- Unit 3 PhysicsDocument5 pagesUnit 3 PhysicsChristine MoniqueNo ratings yet
- Updated NewDocument73 pagesUpdated NewAbhishek GaurNo ratings yet
- Rotary ScrubberDocument14 pagesRotary Scrubberkejriwal_itNo ratings yet
- D - and F-Block - Eklavya (Q)Document10 pagesD - and F-Block - Eklavya (Q)Dhruv KuchhalNo ratings yet
- Study Guide 3: WoodworkingDocument21 pagesStudy Guide 3: Woodworkingmaryjoysoliven4No ratings yet
- F22bdocs1m01050 1673359114Document2 pagesF22bdocs1m01050 1673359114Gohar FatimaNo ratings yet
- An Impulse and Earthquake Energy Balance Approach in Nonlinear Structural Dynamics 1St Edition Takewaki Online Ebook Texxtbook Full Chapter PDFDocument70 pagesAn Impulse and Earthquake Energy Balance Approach in Nonlinear Structural Dynamics 1St Edition Takewaki Online Ebook Texxtbook Full Chapter PDFruben.petty312100% (16)
- Two Axes Sun Tracking System With PLC Control: Salah Abdallah, Salem NijmehDocument9 pagesTwo Axes Sun Tracking System With PLC Control: Salah Abdallah, Salem NijmehTeodora LucescuNo ratings yet
- Frank W Seeberger WWW - Educhem.Eu The Clausius-Clapeyron Equation 1 / 8Document8 pagesFrank W Seeberger WWW - Educhem.Eu The Clausius-Clapeyron Equation 1 / 8Ossama BohamdNo ratings yet
- Die Casting: From Wikipedia, The Free EncyclopediaDocument6 pagesDie Casting: From Wikipedia, The Free EncyclopediagodseNo ratings yet
- J14289 Digital Thread Whitepaper SingleDocument16 pagesJ14289 Digital Thread Whitepaper SingleLeonardo RamosNo ratings yet
- 11N95 DGT PH2 DSDocument50 pages11N95 DGT PH2 DSSundar RamasamyNo ratings yet
- Ch12 - Peter NolanDocument22 pagesCh12 - Peter Nolanjohnb2bNo ratings yet
- Structural Calc Analysis of in Patient BLDG Facade Rev003Document67 pagesStructural Calc Analysis of in Patient BLDG Facade Rev003عزة الإسلامNo ratings yet
- SRS (Software Requirements Specification) SCLIMSDocument17 pagesSRS (Software Requirements Specification) SCLIMSMelvin Espuerta LotocNo ratings yet
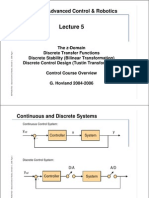
- Adv Control & Robotic Lec 5Document31 pagesAdv Control & Robotic Lec 5key3hseNo ratings yet
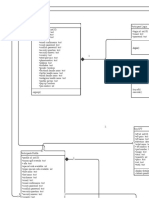
- Class Diagram - DrawioDocument24 pagesClass Diagram - DrawioFizba TahirNo ratings yet
- MuJava Supporting DocumentationDocument22 pagesMuJava Supporting DocumentationKhushboo KhannaNo ratings yet
- SAP HANA Developer Guide For SAP HANA Studio enDocument892 pagesSAP HANA Developer Guide For SAP HANA Studio enWagBezerraNo ratings yet