Download as pdf or txt
You might also like
- The Chemistry of Copper Heap LeachingDocument20 pagesThe Chemistry of Copper Heap Leachingsunpit100% (5)
- Single Step Separation and Recovery of Palladium Using Nitrogen Species Catalyzed Pressure Leaching and Silica Polyamine CompositesDocument12 pagesSingle Step Separation and Recovery of Palladium Using Nitrogen Species Catalyzed Pressure Leaching and Silica Polyamine Compositesarissa2009No ratings yet
- Nielsen 2005 Sulfide-Iron Interactions in Domestic WastewaterDocument9 pagesNielsen 2005 Sulfide-Iron Interactions in Domestic WastewaterdomisarahNo ratings yet
- Thermal Power Plant Water ChemistryDocument33 pagesThermal Power Plant Water ChemistryNAITIK100% (7)
- MBR DesignDocument52 pagesMBR Designpragatheesk100% (2)
- Chapter 3 - (Part 1) Chemical Method For Waster and Wastewater TreatmentDocument62 pagesChapter 3 - (Part 1) Chemical Method For Waster and Wastewater TreatmentsyazwiNo ratings yet
- Atmospheric Chloride Leaching of Base Metal SulphidesDocument15 pagesAtmospheric Chloride Leaching of Base Metal SulphidesDennis Daniel Condori EspilcoNo ratings yet
- Chapter 31 Zinc Cementation 2016 Gold Ore ProcessingDocument8 pagesChapter 31 Zinc Cementation 2016 Gold Ore ProcessingMarioHReyesNo ratings yet
- Wetland Use in Acid MineDocument10 pagesWetland Use in Acid MineMicky AjaNo ratings yet
- The Science of Treating Acid Mine Drainage PDFDocument23 pagesThe Science of Treating Acid Mine Drainage PDFcarlostk16No ratings yet
- Precipitation of Heavy Metals From WastewaterDocument10 pagesPrecipitation of Heavy Metals From WastewaterGustavo Figueroa CamposNo ratings yet
- Predicting Corrosion Rates in Amine and Sour Water SystemDocument5 pagesPredicting Corrosion Rates in Amine and Sour Water SystemElshad MirzayevNo ratings yet
- CO2 Corrosion NotesDocument9 pagesCO2 Corrosion NotesRony MayrizalNo ratings yet
- Technical Bulletin: Pickling Methods For Duplex Stainless SteelDocument3 pagesTechnical Bulletin: Pickling Methods For Duplex Stainless SteelPhoenix KukuruyukNo ratings yet
- 2001-Wildeman CO Waste Water MinningDocument13 pages2001-Wildeman CO Waste Water MinningJorge Molina BeltránNo ratings yet
- 3Document66 pages3Nikhil AroraNo ratings yet
- Introduction To Hydrometallurgy - UI - Lecture NotesDocument20 pagesIntroduction To Hydrometallurgy - UI - Lecture NotesOkky Intan50% (2)
- Chloride Metallurgy - Process Technology Development - : Edgar PeekDocument39 pagesChloride Metallurgy - Process Technology Development - : Edgar PeekMauricioTeranAguilarNo ratings yet
- Water SofteningDocument6 pagesWater SofteningHuda ShahNo ratings yet
- W12 Control of SOxDocument69 pagesW12 Control of SOxNUR IZWANA BINTI IZAUDDINNo ratings yet
- Water SofteningDocument6 pagesWater SofteningHuda ShahNo ratings yet
- Removal of Metals by Sulphide Precipitation Using Na Sandhs - SolutionDocument10 pagesRemoval of Metals by Sulphide Precipitation Using Na Sandhs - Solutionmrsch 1No ratings yet
- Atmospheric Oxidation of Gold-Bearing Pyrite Concentrates: A Kinetics StudyDocument11 pagesAtmospheric Oxidation of Gold-Bearing Pyrite Concentrates: A Kinetics StudyLevent ErgunNo ratings yet
- 159 Yeboah 2015Document13 pages159 Yeboah 2015Des MshenguNo ratings yet
- Boiling: 1. Neutralization of Magma Gas in Host Rock at Deep LocationDocument84 pagesBoiling: 1. Neutralization of Magma Gas in Host Rock at Deep LocationNurlia AduNo ratings yet
- Principles of Ion ExchangeDocument4 pagesPrinciples of Ion ExchangeGOWTHAM GUPTHANo ratings yet
- Petroleum Microbiology Lecture 1 Acid Mine Drainage (AMD)Document19 pagesPetroleum Microbiology Lecture 1 Acid Mine Drainage (AMD)BarnabasNo ratings yet
- Parham WW TreatmentDocument60 pagesParham WW TreatmentmelpomenneNo ratings yet
- Remotion de Sulfate For CrystallisationDocument11 pagesRemotion de Sulfate For CrystallisationAlvaro HueteNo ratings yet
- Chemical Dissolution of Chalcopyrite Concentrate in CholineDocument14 pagesChemical Dissolution of Chalcopyrite Concentrate in CholineaytajNo ratings yet
- Lecture 13 - Mining and EnvironmentDocument30 pagesLecture 13 - Mining and EnvironmentLAURENT JIBUNGENo ratings yet
- JIPC - Sample PaperDocument13 pagesJIPC - Sample Paperkingsen000No ratings yet
- Report GeoHydrologyDocument8 pagesReport GeoHydrologyRobert Oliver Brito MatamorosNo ratings yet
- Lecture - 2 Basic Principles and Electrochemical Reactions 2022-1Document32 pagesLecture - 2 Basic Principles and Electrochemical Reactions 2022-1Bibin BhaskarNo ratings yet
- Mercury Control in The Cyanidation of Gold OresDocument14 pagesMercury Control in The Cyanidation of Gold OresarodriguezhNo ratings yet
- Ogrtgas 09042014120236Document5 pagesOgrtgas 09042014120236AlexanderNo ratings yet
- 184097-Article Text-468589-1-10-20190302Document8 pages184097-Article Text-468589-1-10-20190302younessNo ratings yet
- Hydrometallurgy 12Document7 pagesHydrometallurgy 12mohamaddaneshvarNo ratings yet
- WeatheringDocument15 pagesWeatheringOdebunmi PaulNo ratings yet
- S Block NcertDocument7 pagesS Block NcertStock CheckNo ratings yet
- Investigation of Carbon Dioxide Corrosion of Mild Steel in The Presence of Acetic Acid - Part 1: Basic MechanismsDocument9 pagesInvestigation of Carbon Dioxide Corrosion of Mild Steel in The Presence of Acetic Acid - Part 1: Basic MechanismsAnugrah WidyamandalaNo ratings yet
- Anthony M. Wachinski - Environmental Ion Exchange - Principles and Design-Taylor & Francis, Chapman and Hall - CRC (2016) (1) (032-042)Document11 pagesAnthony M. Wachinski - Environmental Ion Exchange - Principles and Design-Taylor & Francis, Chapman and Hall - CRC (2016) (1) (032-042)HARDY EDDISONNo ratings yet
- Sodium and Sodium AlloysDocument34 pagesSodium and Sodium AlloysRadha KrishnanNo ratings yet
- Role of Iron in CESL ProcessDocument16 pagesRole of Iron in CESL Processkittens1234No ratings yet
- S From Gypsum SAIMMDocument4 pagesS From Gypsum SAIMMyjurriusNo ratings yet
- Acid in GiDocument23 pagesAcid in GiAsian Trans PowerNo ratings yet
- Treating Metal Finishing Wastewater PDFDocument7 pagesTreating Metal Finishing Wastewater PDFSong Nguyen NguyenNo ratings yet
- Metals 11 01567Document17 pagesMetals 11 01567Yahaira Barrueto JhonsonNo ratings yet
- Sulfur in Upstream Oilfield Production - The Good, The Bad and The UglyDocument20 pagesSulfur in Upstream Oilfield Production - The Good, The Bad and The UglyaseNo ratings yet
- 2007 HydroCopper PaperDocument12 pages2007 HydroCopper Paperdario_fiallos_1No ratings yet
- Preprint 10-012: SME Annual Meeting Feb. 28-Mar. 03, 2010, Phoenix, AZDocument5 pagesPreprint 10-012: SME Annual Meeting Feb. 28-Mar. 03, 2010, Phoenix, AZEduardo MenaNo ratings yet
- Polymetalic FlotationDocument7 pagesPolymetalic FlotationOSCAR FUENTES FLORESNo ratings yet
- Nace - Jubail Gewpt1Document37 pagesNace - Jubail Gewpt1MaulizarNo ratings yet
- The Chemistry of Conventional and Alternative Treatment Systems For The Neutralization of Acid Mine DrainageDocument24 pagesThe Chemistry of Conventional and Alternative Treatment Systems For The Neutralization of Acid Mine DrainageAhmad AriefNo ratings yet
- United States Patent 0 ": Patented June 19, 1973Document4 pagesUnited States Patent 0 ": Patented June 19, 1973antrios123No ratings yet
- Lime Kiln Imps PDFDocument9 pagesLime Kiln Imps PDFAgrim KhatryNo ratings yet
- Managing Black Powder in Sales Gas Transmission PipelinesDocument7 pagesManaging Black Powder in Sales Gas Transmission PipelinesPervaiz Rizvi100% (2)
- Review Article: The Hydrolysis of Carbonyl Sulfide at Low Temperature: A ReviewDocument9 pagesReview Article: The Hydrolysis of Carbonyl Sulfide at Low Temperature: A Reviewpauna claudiuNo ratings yet
- Lec-02 PyrometallurgyDocument21 pagesLec-02 PyrometallurgyTanvir HossainNo ratings yet
- Why Do Metals Rust? An Easy Read Chemistry Book for Kids | Children's Chemistry BooksFrom EverandWhy Do Metals Rust? An Easy Read Chemistry Book for Kids | Children's Chemistry BooksNo ratings yet
- Calculation of Suction Lift in Open Systems (Water) ExampleDocument1 pageCalculation of Suction Lift in Open Systems (Water) ExampleGeancarlo GutierrezNo ratings yet
- Copper Lead Zinc Removal - Kashi BanerjeeDocument11 pagesCopper Lead Zinc Removal - Kashi BanerjeeGeancarlo GutierrezNo ratings yet
- Lime Treatment of Acid Mine Drainage in CanadaDocument13 pagesLime Treatment of Acid Mine Drainage in CanadaGeancarlo GutierrezNo ratings yet
- Greensand Regen ProceduresDocument3 pagesGreensand Regen ProceduresGeancarlo GutierrezNo ratings yet
- GE EDI O&M Manual - 10jul06Document14 pagesGE EDI O&M Manual - 10jul06Geancarlo GutierrezNo ratings yet
- Rizwan Ahmad CVDocument2 pagesRizwan Ahmad CVMuhammad MuqeetNo ratings yet
- Sulfate Removal Technologies For Oil Fields Seawater Injection OperationsDocument18 pagesSulfate Removal Technologies For Oil Fields Seawater Injection OperationsFarzad sadeghzadNo ratings yet
- 31 - 18 01 IDR 3.1 Leachate Treatment Plant AMDocument20 pages31 - 18 01 IDR 3.1 Leachate Treatment Plant AMKatarinaKrsticNo ratings yet
- Water System PQDocument46 pagesWater System PQVeChrist PharmacistoLshop100% (3)
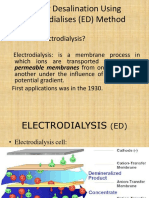
- Water Desalination Using Electrodialises (ED) Method: - What Is Electrodialysis?Document18 pagesWater Desalination Using Electrodialises (ED) Method: - What Is Electrodialysis?ibrahimawad06No ratings yet
- Midiro ™: Reverse Osmosis SystemsDocument2 pagesMidiro ™: Reverse Osmosis SystemsEta TrutaNo ratings yet
- Basic Principles of Pre-Treatment Scheme in Water Treatment SystemDocument16 pagesBasic Principles of Pre-Treatment Scheme in Water Treatment Systemisquare77100% (1)
- RO Membrane Vontron 4021Document7 pagesRO Membrane Vontron 4021Muzakkir MohamadNo ratings yet
- Maintenance of Water SystemDocument0 pagesMaintenance of Water SystemPanchai PanjindaNo ratings yet
- Randy Wilkins MilliporeDocument51 pagesRandy Wilkins MilliporeEverton Monteiro0% (1)
- Transport Coefficients and Cadmium Salt Rejection in Nanofiltration MembraneDocument8 pagesTransport Coefficients and Cadmium Salt Rejection in Nanofiltration Membraneعبدالوهاب الغماريNo ratings yet
- Prism Membrane General Info Sheet 14Document2 pagesPrism Membrane General Info Sheet 14ade fitriNo ratings yet
- FilmTec Reverse OsmosisDocument212 pagesFilmTec Reverse OsmosisMechaheb MassinissaNo ratings yet
- MSC Thesis AiRO Ron JongDocument100 pagesMSC Thesis AiRO Ron JongMichael Kazinda0% (1)
- Chernicharo Et Al Anaerobic Sewage Treatment 2015Document32 pagesChernicharo Et Al Anaerobic Sewage Treatment 2015Luiz Marcos Oliveira Junior100% (1)
- PDF Transport Processes and Separation Process Principles 5Th Edition Christie John Geankoplis Ebook Full ChapterDocument53 pagesPDF Transport Processes and Separation Process Principles 5Th Edition Christie John Geankoplis Ebook Full Chapterlisa.kirch507100% (1)
- MemstarDocument3 pagesMemstarAo Thành TuấnNo ratings yet
- Biocide Use On FilmTec™ Reverse Osmosis ElementsDocument4 pagesBiocide Use On FilmTec™ Reverse Osmosis ElementsAyme Flores BermudezNo ratings yet
- Reverse Osmosis ReportDocument25 pagesReverse Osmosis ReportMuhammad Ishfaq100% (1)
- Performance Studies of Phosphorus Removal Using Cross-Flow Nanofiltration PDFDocument10 pagesPerformance Studies of Phosphorus Removal Using Cross-Flow Nanofiltration PDFShirleyNo ratings yet
- Recent Development of Novel Membranes For Desalination 2018 DesalinationDocument23 pagesRecent Development of Novel Membranes For Desalination 2018 DesalinationWendyNo ratings yet
- 240T/D Ro Seawater Desalination Equipment: Technical ProposalDocument12 pages240T/D Ro Seawater Desalination Equipment: Technical ProposalMicah Ironfalcon ArceñoNo ratings yet
- Membrane Separation ProcessesDocument52 pagesMembrane Separation Processeschie12345No ratings yet
- Hofsaess 2003Document12 pagesHofsaess 2003Andres CaNo ratings yet
- 0 - Final Exam in MajorDocument6 pages0 - Final Exam in MajorKhristine Khate Odiaman MendezNo ratings yet
- Tm-A550-13 (15) - So49223 - C3 3800 Tech Manual RevDocument304 pagesTm-A550-13 (15) - So49223 - C3 3800 Tech Manual Revbagas sastro100% (1)
- An Enzymatic Approach To The Cleaning of Ultrafiltration PDFDocument8 pagesAn Enzymatic Approach To The Cleaning of Ultrafiltration PDFsamrickyNo ratings yet
- 23.spec Water PurificationDocument1 page23.spec Water PurificationArdian Rizki SetiawanNo ratings yet
- Flow ChartDocument21 pagesFlow Chartmattie80No ratings yet