Download as pdf or txt
You might also like
- Method Statement For PilecapDocument6 pagesMethod Statement For PilecapMohd Nizamuddin Mohamad Noor100% (2)
- Ball Mill HandbookDocument9 pagesBall Mill HandbookSonny MoersaliNo ratings yet
- Moment Connection Beam Column Is Bs Section For Is800Document27 pagesMoment Connection Beam Column Is Bs Section For Is800Ramesh SelvarajNo ratings yet
- Metal Cutting TrainingDocument13 pagesMetal Cutting Trainingநளின் கான்No ratings yet
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- Layher Allround Industri Stillas 2015 - Engelsk - Utskrift.2Document68 pagesLayher Allround Industri Stillas 2015 - Engelsk - Utskrift.2cosmin todoran100% (1)
- Mill Quad FeedDocument12 pagesMill Quad FeedMartin huntNo ratings yet
- Mve Mvs b207gDocument44 pagesMve Mvs b207gASWIN KUMARNo ratings yet
- Ultimate Clearance: Face Milling Cutter With 8 Cutting Edge Insert ForDocument12 pagesUltimate Clearance: Face Milling Cutter With 8 Cutting Edge Insert ForVinicius Sabrina PedroNo ratings yet
- VITA MillingDocument8 pagesVITA MillingGeorgi AnaNo ratings yet
- 412 - DrillMeisterDocument28 pages412 - DrillMeisterVinicius Sabrina PedroNo ratings yet
- Vdocuments - MX Moment Connection Beam Column Is Bs Section For Is800xlsDocument27 pagesVdocuments - MX Moment Connection Beam Column Is Bs Section For Is800xlsDhimant ParmarNo ratings yet
- Be Final Year ProjectDocument17 pagesBe Final Year ProjectMALLIKARJUN KATARENo ratings yet
- b205g - MS Plus - 201601Document44 pagesb205g - MS Plus - 201601Alexandre SouzaNo ratings yet
- 409 - Broca TDSDocument24 pages409 - Broca TDSVinicius Sabrina PedroNo ratings yet
- DijetDocument8 pagesDijetsekhon875115No ratings yet
- Creusabro MDocument4 pagesCreusabro MhealgoseNo ratings yet
- Milling-Parameters Tooling BlockDocument22 pagesMilling-Parameters Tooling BlockJan VaandragerNo ratings yet
- Continuous Inner Slab Design - Bending Moment BS 8110 Hogging Moment at Over Slab SupportDocument1 pageContinuous Inner Slab Design - Bending Moment BS 8110 Hogging Moment at Over Slab Supportklára LudínováNo ratings yet
- Sumihard 500 (ASM 500)Document2 pagesSumihard 500 (ASM 500)jose wanderleyNo ratings yet
- Versatility: at Work in Cast Iron TurningDocument24 pagesVersatility: at Work in Cast Iron TurningAchmad Arifudin HidayatullohNo ratings yet
- Circular Saw - Technical DescriptionDocument17 pagesCircular Saw - Technical DescriptionPuneeth KumarNo ratings yet
- Concept of CENA1Document6 pagesConcept of CENA1taknevNo ratings yet
- Scule Pentru Industria AerospațialăDocument28 pagesScule Pentru Industria AerospațialăPascu Tiberiu CiprianNo ratings yet
- Forming Taps: The Right Tool at The Right TimeDocument9 pagesForming Taps: The Right Tool at The Right TimeĐức Nguyễn VănNo ratings yet
- KORLOYDocument12 pagesKORLOYAlexandre SouzaNo ratings yet
- 509 - Drill Force MeisterDocument16 pages509 - Drill Force MeisterVinicius Sabrina PedroNo ratings yet
- PDF Moment Connection Beam Column Is Amp Bs Section For Is800xls CompressDocument29 pagesPDF Moment Connection Beam Column Is Amp Bs Section For Is800xls CompressDEVANG VIJAY SHINDENo ratings yet
- APX3000-4000 SeriesDocument19 pagesAPX3000-4000 Seriest.meynoldsNo ratings yet
- Wstar DWAEDocument16 pagesWstar DWAEt.meynoldsNo ratings yet
- Threading Inserts: Now in To Conquer ISO S MaterialsDocument32 pagesThreading Inserts: Now in To Conquer ISO S MaterialsAchmad Arifudin HidayatullohNo ratings yet
- Ac610m Ac630mDocument6 pagesAc610m Ac630mmthameemNo ratings yet
- Brochure AERO-SERIES-EU-EN-VOL4Document16 pagesBrochure AERO-SERIES-EU-EN-VOL4Yatta FunNo ratings yet
- k22 PDFDocument58 pagesk22 PDFfernando brasolinNo ratings yet
- Mitubishi APX PDFDocument24 pagesMitubishi APX PDFZeljko StamatovicNo ratings yet
- Coromill® 390: End Mills With Size 07 Inserts Steel Grade Gc1130Document8 pagesCoromill® 390: End Mills With Size 07 Inserts Steel Grade Gc1130moonstarNo ratings yet
- BCP Technical ConstructionDocument22 pagesBCP Technical ConstructionKarthik KarthikNo ratings yet
- 3.thick CC122 172 222 322 PDFDocument3 pages3.thick CC122 172 222 322 PDFAlex DreyerNo ratings yet
- 0643 - Head-ReleaseDocument3 pages0643 - Head-ReleaseRufus D SNo ratings yet
- Pramet 2016.2 - en PDFDocument26 pagesPramet 2016.2 - en PDFManish MoghaNo ratings yet
- GM End MillsDocument48 pagesGM End MillsjosuecncNo ratings yet
- B231e VFR EnglishDocument32 pagesB231e VFR EnglishAlexandre SouzaNo ratings yet
- ISCAR. Turning and Threading ToolsDocument466 pagesISCAR. Turning and Threading ToolsJuan Carlos Encalada100% (2)
- Design of Flat Head For HydrotestDocument12 pagesDesign of Flat Head For HydrotestSAGAR100% (1)
- Walter Perform Line 2016 en 1Document44 pagesWalter Perform Line 2016 en 1Taner AkkaşNo ratings yet
- Hoist Chains: For Manual and Motor-Driven HoistsDocument12 pagesHoist Chains: For Manual and Motor-Driven HoistsjoosuasinagaNo ratings yet
- MP B158aDocument6 pagesMP B158aSurhidayat Ibn MusthafaNo ratings yet
- Summary of Cutting Data For Ext. Cylindrical Surface: Material DetailsDocument4 pagesSummary of Cutting Data For Ext. Cylindrical Surface: Material DetailsAndrei MihaiNo ratings yet
- Aac 500, Aac 1267, Acsr 60Document5 pagesAac 500, Aac 1267, Acsr 60Rahmat IzaiziNo ratings yet
- Hq276en Balinit DuranaDocument6 pagesHq276en Balinit Duranaalmedin_hecimov8494No ratings yet
- 202007-Us-Tm-Gardner Solid Round Tools Technical GuideDocument64 pages202007-Us-Tm-Gardner Solid Round Tools Technical GuideDonaldNo ratings yet
- Product Specifications: Specification Sheet 12 1/4" (311 MM)Document1 pageProduct Specifications: Specification Sheet 12 1/4" (311 MM)WHWENNo ratings yet
- 2500 DrumDocument2 pages2500 DrumPM PandianNo ratings yet
- VITA 10536 10536E Vitablocs Grinding Screen enDocument9 pagesVITA 10536 10536E Vitablocs Grinding Screen ensousourimeNo ratings yet
- Aluminium Composite Panel (ACP)Document4 pagesAluminium Composite Panel (ACP)Anu malikNo ratings yet
- Complete EDM Handbook - 5Document13 pagesComplete EDM Handbook - 5Prahlad GargNo ratings yet
- Productivity Kit Catalog WebDocument48 pagesProductivity Kit Catalog Web13239563No ratings yet
- U Drills and Spade Drills - 2018Document52 pagesU Drills and Spade Drills - 2018ecarrilloNo ratings yet
- Polystone 7000 Product Information Rev.1 27-8-19Document1 pagePolystone 7000 Product Information Rev.1 27-8-19Dan MoldoveanuNo ratings yet
- nc20 Nano Cut TurningDocument5 pagesnc20 Nano Cut TurningferNo ratings yet
- Wstar DWAEDocument16 pagesWstar DWAEt.meynoldsNo ratings yet
- Asx445 EnglishDocument16 pagesAsx445 Englisht.meynoldsNo ratings yet
- AXD SeriesDocument24 pagesAXD Seriest.meynoldsNo ratings yet
- APX3000-4000 SeriesDocument19 pagesAPX3000-4000 Seriest.meynoldsNo ratings yet
- Fip SferopolDocument16 pagesFip SferopolMarco BenedettiNo ratings yet
- Nippon Steel Technical ReportDocument8 pagesNippon Steel Technical ReportRumman Ul AhsanNo ratings yet
- Upgrading-Of-Heavy-Oils Ancheyta 2013 PDFDocument26 pagesUpgrading-Of-Heavy-Oils Ancheyta 2013 PDFRafael Quintana MejiaNo ratings yet
- Experiment-1 - To Make A Center-Tap Full-Wave RectifierDocument5 pagesExperiment-1 - To Make A Center-Tap Full-Wave RectifierSKMNo ratings yet
- Foxboro RTT20-A Temperature TransmitterDocument62 pagesFoxboro RTT20-A Temperature TransmitterJacques Torres EspinozaNo ratings yet
- QuickGuides WebVersionDocument4 pagesQuickGuides WebVersionGrafi PackNo ratings yet
- Strength Enhancement in Concrete Confined by Spirals: AbstractDocument6 pagesStrength Enhancement in Concrete Confined by Spirals: AbstracthemalcmistryNo ratings yet
- Bct613 Lab Report ShaDocument12 pagesBct613 Lab Report Shasharifah atiqah100% (1)
- CarboliteDocument2 pagesCarboliteAgus Be PeNo ratings yet
- Interphase SP Silicone Treated Cellulose SeparatorsDocument2 pagesInterphase SP Silicone Treated Cellulose SeparatorspcarsandovNo ratings yet
- Indesit DFG 26B10 DishwasherDocument56 pagesIndesit DFG 26B10 Dishwasherelias martin-toro salasNo ratings yet
- Datasheet E2T Pyrometer MIKRON Pulsar IIIDocument4 pagesDatasheet E2T Pyrometer MIKRON Pulsar IIIrvmolina0% (1)
- Process Advancement in Chemistry and Chemical Engineering Research (2015) PDFDocument378 pagesProcess Advancement in Chemistry and Chemical Engineering Research (2015) PDFnico123456789No ratings yet
- RWO Folder Oily Water SepDocument4 pagesRWO Folder Oily Water SepErwin Paulian SihombingNo ratings yet
- 2520 Series Brochure - 2Document3 pages2520 Series Brochure - 2zayerirezaNo ratings yet
- Aspirin Consists of CarbonDocument4 pagesAspirin Consists of Carbonchemistry masterNo ratings yet
- Subcab CablesDocument2 pagesSubcab CablesdaniqoNo ratings yet
- Connectivity Brochure FinalDocument16 pagesConnectivity Brochure FinalsteveNo ratings yet
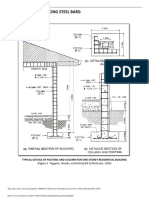
- Estimating Reinforcing Steel Bars PDFDocument2 pagesEstimating Reinforcing Steel Bars PDFGRACE RAGUDOSNo ratings yet
- Maxim Is Ing The Reuse and Recycling of Clothes and TextilesDocument128 pagesMaxim Is Ing The Reuse and Recycling of Clothes and TextilesTom TommorelloNo ratings yet
- R2094 0.3 Module Anti Backlash GearsDocument1 pageR2094 0.3 Module Anti Backlash Gearsmu.loa91No ratings yet
- 0rbitrol Marca RossDocument25 pages0rbitrol Marca RossHERNANDO A BECERRANo ratings yet
- Fatigue Fatigue LifeDocument38 pagesFatigue Fatigue LifeAdnan Sheikh100% (1)
- T Ngu N Delta - 48VDocument75 pagesT Ngu N Delta - 48VDuy Phạm100% (2)
- PROG05 Manualv C1Document14 pagesPROG05 Manualv C1Rachel RowlandNo ratings yet
- CAD/CAM/CIMDocument59 pagesCAD/CAM/CIMNPMYS23No ratings yet
- Kitchen Equipment Boq PDFDocument82 pagesKitchen Equipment Boq PDFAnonymous qOBFvINo ratings yet