Download as pdf or txt
You might also like
- JUPITER2200-01 1233-SA EngDocument189 pagesJUPITER2200-01 1233-SA EngZdenko Nagy100% (2)
- Operating Instruction D2876 LE401 402 404 405Document93 pagesOperating Instruction D2876 LE401 402 404 405Юрий100% (3)
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisFrom EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisRating: 4 out of 5 stars4/5 (2)
- Trumpf Slat Cleaner TSC1 ManualDocument26 pagesTrumpf Slat Cleaner TSC1 ManualMümin ÇimNo ratings yet
- CNC Milling for Makers: Basics - Techniques - ApplicationsFrom EverandCNC Milling for Makers: Basics - Techniques - ApplicationsRating: 4.5 out of 5 stars4.5/5 (6)
- Continuous Louvers 12x5 Upwards - WZ9enDocument7 pagesContinuous Louvers 12x5 Upwards - WZ9enBebe Ionuț AnițaNo ratings yet
- Ball Deburring - WZ78enDocument6 pagesBall Deburring - WZ78enBebe Ionuț AnițaNo ratings yet
- Ejector MultiTool - WZ73enDocument12 pagesEjector MultiTool - WZ73enBebe Ionuț AnițaNo ratings yet
- Supplement To The Operating Manual: Punch and Multi-Purpose MachinesDocument18 pagesSupplement To The Operating Manual: Punch and Multi-Purpose MachinesRomanProfilNo ratings yet
- TrubendDocument34 pagesTrubenddemonhell27No ratings yet
- TRUMPF Kantpresseverkt yDocument241 pagesTRUMPF Kantpresseverkt yAnonymous VRspXsmNo ratings yet
- Instruction Manual: Version 1.2 From 29.06.2006Document11 pagesInstruction Manual: Version 1.2 From 29.06.2006Marcus MenezesNo ratings yet
- Deburring MultiTool - WZ68enDocument12 pagesDeburring MultiTool - WZ68enBebe Ionuț AnițaNo ratings yet
- Ypdf PDFDocument8 pagesYpdf PDFMR SASANo ratings yet
- M FC11 (E02) PDFDocument18 pagesM FC11 (E02) PDFomar tlebNo ratings yet
- Cross SectionDocument14 pagesCross SectionSarala ChaudhariNo ratings yet
- Center Boss Tool Upwards - WZ15enDocument6 pagesCenter Boss Tool Upwards - WZ15enBebe Ionuț AnițaNo ratings yet
- TRUMPF Bending Tools Catalog enDocument263 pagesTRUMPF Bending Tools Catalog enMohammad Abo DebNo ratings yet
- P52 Manual FresadoraDocument32 pagesP52 Manual FresadoraCleiner Arevalo CalderonNo ratings yet
- Precitool Cat FRDocument44 pagesPrecitool Cat FRRohan KulkarniNo ratings yet
- Report 1 (Jack)Document9 pagesReport 1 (Jack)Mark SelvanNo ratings yet
- P52 Manual Fresadora InglesDocument32 pagesP52 Manual Fresadora InglesCleiner Arevalo CalderonNo ratings yet
- PaintBoroer518 MCManualDocument17 pagesPaintBoroer518 MCManualwsfasfNo ratings yet
- TRUMPF Bending Tools Catalog enDocument263 pagesTRUMPF Bending Tools Catalog enIBRNo ratings yet
- TRUMPF Bending Tools Catalog EN PDFDocument261 pagesTRUMPF Bending Tools Catalog EN PDFjulio xNo ratings yet
- Gesamt EN WebDocument76 pagesGesamt EN WebmstevkaNo ratings yet
- TRUMPF-bending-tools-catalog-EN (2018) PDFDocument259 pagesTRUMPF-bending-tools-catalog-EN (2018) PDFAntónio AlmeidaNo ratings yet
- Ejector Tool - WZ42enDocument6 pagesEjector Tool - WZ42enLepa PekarkaNo ratings yet
- Saga Sc30 ManualDocument19 pagesSaga Sc30 ManualIn Nhanh Giá Rẻ In Tinh TếNo ratings yet
- Am - All.Round: ManualDocument40 pagesAm - All.Round: ManualRoberto VelascoNo ratings yet
- Grinder GV 270 180 17 1 23Document31 pagesGrinder GV 270 180 17 1 23luisfeiteira12No ratings yet
- User Manual - TINA2Document41 pagesUser Manual - TINA2smirnovklim7No ratings yet
- TruPunch 10 2014 enDocument28 pagesTruPunch 10 2014 enjimiNo ratings yet
- Farmet Uno ManualDocument53 pagesFarmet Uno ManualYunuen PMNo ratings yet
- Pro CrimperDocument6 pagesPro CrimperDon SlavenNo ratings yet
- Am - Strip.2 Am - Strip.2 V: ManualDocument34 pagesAm - Strip.2 Am - Strip.2 V: ManualRoberto VelascoNo ratings yet
- Manual Sierra Sable 1200w Makita Jr3051 TKDocument44 pagesManual Sierra Sable 1200w Makita Jr3051 TKdanielast90No ratings yet
- PT Promecam Tools 1801 ENGDocument45 pagesPT Promecam Tools 1801 ENGpressbraketoolsNo ratings yet
- SC-350 User ManualDocument38 pagesSC-350 User ManualplottersublimNo ratings yet
- TruBend enDocument24 pagesTruBend endg_lentzNo ratings yet
- How To Monitor The Performance of A Vertical MillDocument6 pagesHow To Monitor The Performance of A Vertical Millamaralinga chariNo ratings yet
- A Case Study On Predictive Maintenance of Oj 5522 DT 40 CNC Milling MachineDocument4 pagesA Case Study On Predictive Maintenance of Oj 5522 DT 40 CNC Milling MachineIJARP PublicationsNo ratings yet
- VJMillDocument57 pagesVJMillpelowisNo ratings yet
- Trupunch 3000Document16 pagesTrupunch 3000H FNo ratings yet
- CAM Lab Manual PDFDocument110 pagesCAM Lab Manual PDFyuvaraj4509No ratings yet
- XENON-Technology ManualDocument77 pagesXENON-Technology ManualFIVE MEDIA SOCIALNo ratings yet
- Sigma2 5manualDocument55 pagesSigma2 5manualagnaldo de souza MaloNo ratings yet
- 3 16eSIGMADocument67 pages3 16eSIGMAYAK KARIMNo ratings yet
- 3234 FU Tiller 105 105Document14 pages3234 FU Tiller 105 105saidloubarNo ratings yet
- True Mill Training ManualDocument24 pagesTrue Mill Training Manualrick.mccort2766No ratings yet
- Manual OperadorDocument85 pagesManual Operadorbeto94gamaNo ratings yet
- MANUAL AirDocument44 pagesMANUAL AirservicioleyvitecNo ratings yet
- BJA23006 研削バリ取り加工アプリケーション 標準仕様書 - 英文 - 第1版Document29 pagesBJA23006 研削バリ取り加工アプリケーション 標準仕様書 - 英文 - 第1版anhkysuvndnNo ratings yet
- Weedo f152 Manual enDocument57 pagesWeedo f152 Manual enJoséNoboaNo ratings yet
- Esun Etpu-95a Filament Tds v4.0Document2 pagesEsun Etpu-95a Filament Tds v4.0yarid27691No ratings yet
- ProfilMaster ENDocument8 pagesProfilMaster ENsamad behnodfarNo ratings yet
- User Manual For ModelDocument17 pagesUser Manual For ModelThe SellerNo ratings yet
- Lazer Cutting ChinaDocument15 pagesLazer Cutting ChinaFatih GünayNo ratings yet
- Operation Instructions: BHCK6180 Micro CNC LatheDocument31 pagesOperation Instructions: BHCK6180 Micro CNC LatheRodrigo SalazarNo ratings yet
- Altendorf WA8 Manual v1.0 2006 ManualDocument49 pagesAltendorf WA8 Manual v1.0 2006 ManualClaudio Rafael Deola Sada100% (1)
- Online Printer User ManualsDocument32 pagesOnline Printer User ManualsRubens PaivaNo ratings yet
- M. Tech. Internal Combustion EngineeringDocument37 pagesM. Tech. Internal Combustion EngineeringHarkanwal MinhasNo ratings yet
- Ds Cameron Superior RamDocument12 pagesDs Cameron Superior RamSilvester mario chaves100% (2)
- Bypass and Drain Connections: MSS SP-45-2003Document12 pagesBypass and Drain Connections: MSS SP-45-2003shaggy0078No ratings yet
- Esquema Eléctrico Motor Chevrolet Optra 1J 1600 Año 2008Document50 pagesEsquema Eléctrico Motor Chevrolet Optra 1J 1600 Año 2008Toni diestreNo ratings yet
- Bolted Joint Analysis - MechaniCalcDocument22 pagesBolted Joint Analysis - MechaniCalcHasan BoxkiNo ratings yet
- Running Gear (Suspension, Steering, Brake System, Electrical System) For Skoda FabiaDocument17 pagesRunning Gear (Suspension, Steering, Brake System, Electrical System) For Skoda FabiakikouchaaNo ratings yet
- Info01e1-Piston Pumps-Rio Capim+IncoDocument2 pagesInfo01e1-Piston Pumps-Rio Capim+IncoCarlos GutierrezNo ratings yet
- #Tribology Module 56Document159 pages#Tribology Module 56A BNo ratings yet
- GNFC - Cause and Effect DiagramDocument5 pagesGNFC - Cause and Effect DiagramRaymond Clark100% (1)
- Test PackageDocument128 pagesTest PackageecternalNo ratings yet
- LC Chemical Slurry Pump: Experience in MotionDocument8 pagesLC Chemical Slurry Pump: Experience in MotionAnonymous CMS3dL1TNo ratings yet
- F 8452Document2 pagesF 8452Pedro JoséNo ratings yet
- DF 661094Document54 pagesDF 661094correcorrecorre123No ratings yet
- 006693497Document1 page006693497manuali-calogeroNo ratings yet
- Actividad TR1 INGLES TECNICODocument6 pagesActividad TR1 INGLES TECNICODenis TavaresNo ratings yet
- Danfoss Reciprocating Compressors: MT / MTZ / MPZ / NTZDocument19 pagesDanfoss Reciprocating Compressors: MT / MTZ / MPZ / NTZclopez5556No ratings yet
- Canon Color Laser Copier 1120-1130-1150 Service ManualDocument268 pagesCanon Color Laser Copier 1120-1130-1150 Service Manualnightveil9904No ratings yet
- Free Surface Flow Simulation With ACUSIM in The Water IndustryDocument8 pagesFree Surface Flow Simulation With ACUSIM in The Water IndustryKhiladi PujariNo ratings yet
- Guidance On Shipboard Towing and Mooring EquipmentDocument11 pagesGuidance On Shipboard Towing and Mooring EquipmentNuman Kooliyat IsmethNo ratings yet
- Quick Reference Flange Chart: PN6 5K 125 Lbs PN10 10K 150 Lbs PN16 16K 300 Lbs PN25 20K 300 Lbs PN40 40K 600 LbsDocument4 pagesQuick Reference Flange Chart: PN6 5K 125 Lbs PN10 10K 150 Lbs PN16 16K 300 Lbs PN25 20K 300 Lbs PN40 40K 600 LbsBhargav PatelNo ratings yet
- Cae Pipe Bourdon EffectDocument2 pagesCae Pipe Bourdon Effectsabi_shiNo ratings yet
- Gsxe Rotary Control Valve With Electric Actuation: Product Manual 26689 (Revision T, 3/2019)Document44 pagesGsxe Rotary Control Valve With Electric Actuation: Product Manual 26689 (Revision T, 3/2019)Léandre Ettekri NdriNo ratings yet
- Cables k7 PDFDocument6 pagesCables k7 PDFlombardiacmNo ratings yet
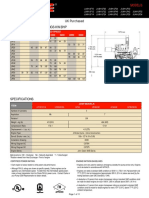
- UK Purchased Fm-Ul-Cul Approved Ratings KW/BHP: Fire Pump EnginesDocument11 pagesUK Purchased Fm-Ul-Cul Approved Ratings KW/BHP: Fire Pump Enginesluis vilcañaupaNo ratings yet
- Turboexpander DesignDocument224 pagesTurboexpander Designsurawutwijarn100% (4)
- Fundamentals of Physics: Chapter 4 OscillationsDocument40 pagesFundamentals of Physics: Chapter 4 Oscillationsvibhakar4uNo ratings yet
- 72 Olympique (Owners Manual)Document40 pages72 Olympique (Owners Manual)JacobnMarie LaaksoNo ratings yet
- Kawasaki VN800 GrampsizeDocument23 pagesKawasaki VN800 Grampsizetw4nnyNo ratings yet