Download as pdf or txt
You might also like
- Iso 16852-2016 PDFDocument60 pagesIso 16852-2016 PDFale alvarez100% (2)
- Caterpillar 323d 323d L 323d LN Excavators Parts ManualDocument20 pagesCaterpillar 323d 323d L 323d LN Excavators Parts Manualwilliam100% (62)
- ISO 12572 Vapour TransmissionDocument36 pagesISO 12572 Vapour TransmissionAK100% (5)
- Iso Pas 20065-2016Document38 pagesIso Pas 20065-2016SEDEF IMPEXNo ratings yet
- Iso - 7500-1-2018 1 PDFDocument25 pagesIso - 7500-1-2018 1 PDFOlss Bbzo80% (5)
- Iso 17604 - 2015 (E)Document20 pagesIso 17604 - 2015 (E)cramosNo ratings yet
- International Standard: Metallic Materials - Charpy Pendulum Impact Test - Verification of Testing MachinesDocument45 pagesInternational Standard: Metallic Materials - Charpy Pendulum Impact Test - Verification of Testing MachinesИрина Михайлова100% (2)
- ISO 16923-2016 Text - Natural Gas Fuelling Stations - CNGDocument50 pagesISO 16923-2016 Text - Natural Gas Fuelling Stations - CNGمحمد مجدي100% (2)
- Iso 12870-2016Document34 pagesIso 12870-2016saman0% (1)
- Iso Guide 80-2014Document58 pagesIso Guide 80-2014May Thu94% (17)
- Introduction To Fluid Mechanics - Fox Chapter 6 Solution ManualDocument170 pagesIntroduction To Fluid Mechanics - Fox Chapter 6 Solution Manualnoahb11050% (2)
- Iso 12647-7-2016Document30 pagesIso 12647-7-2016Nhung TrầnNo ratings yet
- Heywood Internal Combustion Engines Chapter 3 SolutionsDocument10 pagesHeywood Internal Combustion Engines Chapter 3 Solutionsnoahb11080% (5)
- Math 321 NotesDocument95 pagesMath 321 Notesnoahb110No ratings yet
- ISO9151-Protective Clothing Against Heat and Flame - Determination of Heat TransmissionOnExposureToFlameDocument7 pagesISO9151-Protective Clothing Against Heat and Flame - Determination of Heat TransmissionOnExposureToFlameConsultora2No ratings yet
- Asme B107.8-2003Document14 pagesAsme B107.8-2003noahb110No ratings yet
- Asme B107.2-2002Document29 pagesAsme B107.2-2002noahb110No ratings yet
- Iso 7186 2011Document43 pagesIso 7186 2011DBasak_1974No ratings yet
- ISO PAS 17984-2001 ScanDocument15 pagesISO PAS 17984-2001 ScanKuya Fabio VidalNo ratings yet
- PCF Product MatrixDocument1 pagePCF Product MatrixDebabrata Paul100% (1)
- BAE5064 - Hawk AJT Cockpit FINAL APPROVED PDFDocument1 pageBAE5064 - Hawk AJT Cockpit FINAL APPROVED PDFPierre le BretonNo ratings yet
- Backorder Processing and ReschedulingDocument7 pagesBackorder Processing and ReschedulingCkKung100% (1)
- Iso 23509 2016Document15 pagesIso 23509 2016José Ricardo ProchnowNo ratings yet
- Iso 20109-2016Document24 pagesIso 20109-2016Sorin SorinNo ratings yet
- ISO TS 31657-1-2020Document44 pagesISO TS 31657-1-2020Ahmad AbdiNo ratings yet
- ISO 21940-11 2016 Mechanical Vibration RotorDocument36 pagesISO 21940-11 2016 Mechanical Vibration RotorcalidadNo ratings yet
- Iso 4624-2016Document18 pagesIso 4624-2016Edgmar Bassi FioriNo ratings yet
- Iso 11970 2016 en PDFDocument8 pagesIso 11970 2016 en PDFKamal ThummarNo ratings yet
- Iso 17638 2016Document11 pagesIso 17638 2016Christian SuarezNo ratings yet
- 24346-2006 IsoDocument12 pages24346-2006 IsoVan Thu DangNo ratings yet
- Iso 20054-2016Document16 pagesIso 20054-2016Sorin SorinNo ratings yet
- Standard 3912Document24 pagesStandard 3912Luciangelo Rossi PeloggiaNo ratings yet
- ISO 9606-5 2000 Qualification Testing of Welders-Fusion Welding Part 5 Titanium and Titanium Alloys, Zirconium and Zirconium AlloysDocument26 pagesISO 9606-5 2000 Qualification Testing of Welders-Fusion Welding Part 5 Titanium and Titanium Alloys, Zirconium and Zirconium AlloysJames Hurtado100% (1)
- BS Iso 3575-2016Document24 pagesBS Iso 3575-2016noahb110No ratings yet
- Iso TS 16530 2 2014Document15 pagesIso TS 16530 2 2014Wael FaragNo ratings yet
- Iso 15841-2006Document16 pagesIso 15841-2006Cristina SantosNo ratings yet
- Iso 16779-2015Document3 pagesIso 16779-2015GaryNo ratings yet
- Iso 14405-3 - en - 2016Document32 pagesIso 14405-3 - en - 2016DJ MRNo ratings yet
- Iso 20187-2016Document50 pagesIso 20187-2016Sorin SorinNo ratings yet
- Iso 916 2020Document11 pagesIso 916 2020Mauricio VelNo ratings yet
- Iso 20088-1-2016Document26 pagesIso 20088-1-2016ejrfjxhjtntauuwtfcNo ratings yet
- Iso 14641-2018Document50 pagesIso 14641-2018Pacific CertificationsNo ratings yet
- Iso 21940 11 2016 En-Previ̇ewDocument11 pagesIso 21940 11 2016 En-Previ̇ewmulyadi AbdiNo ratings yet
- Er Edi Tio N: International StandardDocument12 pagesEr Edi Tio N: International StandardFrancis BautistaNo ratings yet
- Iso 23551-8-2016Document14 pagesIso 23551-8-2016peshawa hussainNo ratings yet
- Iso 21009-2-2015Document20 pagesIso 21009-2-2015ali kajbafNo ratings yet
- Preview ISO+4309-2017Document6 pagesPreview ISO+4309-2017inancmustafaNo ratings yet
- Iso Guide 80 2014Document58 pagesIso Guide 80 2014Noe Paxtian100% (1)
- ISO 4650 (Polymer Identification)Document48 pagesISO 4650 (Polymer Identification)VIKRAMNo ratings yet
- ISO 8036 显微镜-显微镜的浸没液Document10 pagesISO 8036 显微镜-显微镜的浸没液zouboisNo ratings yet
- Iso 16240-2005Document28 pagesIso 16240-2005Trung Tín TrầnNo ratings yet
- Iso 15032-2000Document46 pagesIso 15032-2000Sorin SorinNo ratings yet
- Iso 16399-2014-05Document52 pagesIso 16399-2014-05nadim100% (1)
- Iso 16399 2014Document15 pagesIso 16399 2014zaidNo ratings yet
- Iso 4987-2020Document38 pagesIso 4987-2020hcmcrlhoNo ratings yet
- IDF 20 4 ISO 8968 4 2016 eDocument18 pagesIDF 20 4 ISO 8968 4 2016 ervizb78No ratings yet
- Iso 04301 1 2016Document22 pagesIso 04301 1 2016Javier PalaciosNo ratings yet
- Oooom Om Om: International StandardDocument32 pagesOooom Om Om: International StandardNizarHamrouniNo ratings yet
- 1-IsO 14780 2017 (E) - Character PDF DocumentDocument30 pages1-IsO 14780 2017 (E) - Character PDF DocumentSandeep KumarNo ratings yet
- Iso 1402-2009Document14 pagesIso 1402-2009Luiggy ArenasNo ratings yet
- Iso 7500 1Document24 pagesIso 7500 1Saul QuezadaNo ratings yet
- Iso 11120-2015 Gas CylindersDocument40 pagesIso 11120-2015 Gas CylindersDTS2 Ger Seg CibernéticaNo ratings yet
- ISO 20200 2015-Character PDF Document (En)Document16 pagesISO 20200 2015-Character PDF Document (En)Dos TumolvaNo ratings yet
- ISO 9606-3 1999 Qualification Testing of Welders-Fusion Welding Part 3 Copper and Copper AlloysDocument30 pagesISO 9606-3 1999 Qualification Testing of Welders-Fusion Welding Part 3 Copper and Copper AlloysJames HurtadoNo ratings yet
- ISO 16143-2 2014 (E) - Character PDF DocumentDocument44 pagesISO 16143-2 2014 (E) - Character PDF Documentshamrajj100% (1)
- Iso 1817-2015Document30 pagesIso 1817-2015Luiggy ArenasNo ratings yet
- ISO 9455-15 2017 Ed.2 - Id.69293 Publication PDF (En)Document18 pagesISO 9455-15 2017 Ed.2 - Id.69293 Publication PDF (En)Saqib RahiNo ratings yet
- Iso 15761 2020Document15 pagesIso 15761 2020Fernando Cortes SaNo ratings yet
- BS Iso 04939-2016Document18 pagesBS Iso 04939-2016noahb110No ratings yet
- Iso 630-6-2014Document21 pagesIso 630-6-2014noahb110No ratings yet
- BS Iso 13899-2-2005Document18 pagesBS Iso 13899-2-2005noahb110No ratings yet
- BS Iso 13933-2014Document26 pagesBS Iso 13933-2014noahb110No ratings yet
- BS en Iso 16120-1-2017Document36 pagesBS en Iso 16120-1-2017noahb110No ratings yet
- BS Iso 13976-2016Document18 pagesBS Iso 13976-2016noahb110No ratings yet
- BS en Iso 16120-4-2017Document20 pagesBS en Iso 16120-4-2017noahb110No ratings yet
- BS Iso 16143-3-2014Document28 pagesBS Iso 16143-3-2014noahb110No ratings yet
- Asme B107.1-2002Document26 pagesAsme B107.1-2002noahb110No ratings yet
- Asme B107.5M-2002Document22 pagesAsme B107.5M-2002noahb110No ratings yet
- Asme B107.3-1978Document21 pagesAsme B107.3-1978noahb110No ratings yet
- Asme B107.9M-1994Document42 pagesAsme B107.9M-1994noahb110No ratings yet
- AA210 Homework 4 2018 19Document1 pageAA210 Homework 4 2018 19noahb110No ratings yet
- Metric Keyway Sizes PDFDocument2 pagesMetric Keyway Sizes PDFnoahb110No ratings yet
- 8020 - Price List - Wblack - 2013 PDFDocument118 pages8020 - Price List - Wblack - 2013 PDFnoahb110No ratings yet
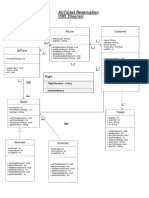
- Airticket Reservation Uml Diagram: FlightDocument1 pageAirticket Reservation Uml Diagram: Flightsalman mughalNo ratings yet
- Group Members: Azli Ariffin Prabhu A/L Chandra Sagaran Norazmi Jumali Ratna Dewi Nursal Nur Ezrin Abdol RahimDocument62 pagesGroup Members: Azli Ariffin Prabhu A/L Chandra Sagaran Norazmi Jumali Ratna Dewi Nursal Nur Ezrin Abdol RahimNur EzrinNo ratings yet
- JSBED-2-Resource Type and SME Alliance Formation - The Contingent Role of Perceived Environmental UncertaintyDocument18 pagesJSBED-2-Resource Type and SME Alliance Formation - The Contingent Role of Perceived Environmental UncertaintyUSMAN SARWARNo ratings yet
- CNC RoboticsDocument17 pagesCNC RoboticsKunal DuttNo ratings yet
- TRJN HydroLink DSDocument1 pageTRJN HydroLink DSmohammediqhuNo ratings yet
- Creative StrategyDocument40 pagesCreative Strategyc_raizadaNo ratings yet
- Tuning Android Applications Ver04Document173 pagesTuning Android Applications Ver04Paul BryanNo ratings yet
- Specification and Design of A CRM System For Smes: Inderjit Singh MSC Information Systems 2002-2003Document117 pagesSpecification and Design of A CRM System For Smes: Inderjit Singh MSC Information Systems 2002-2003Ranjith MohanNo ratings yet
- Aws D17.2 - 2007Document44 pagesAws D17.2 - 2007raulNo ratings yet
- SPE-177729-MS Improving Mega Project Economics Through The Use of Early ProductionDocument4 pagesSPE-177729-MS Improving Mega Project Economics Through The Use of Early Productionmohamed_sahnoun_enisNo ratings yet
- BO From OEMDocument6 pagesBO From OEMindrajit mondalNo ratings yet
- InstallationGuide SAP SQLDocument31 pagesInstallationGuide SAP SQLCheo GarzaNo ratings yet
- Types of DRG Required For A ProjectDocument16 pagesTypes of DRG Required For A ProjectavseqNo ratings yet
- Achmad Istiyanto PDFDocument3 pagesAchmad Istiyanto PDFWindaRiyantikaNo ratings yet
- LR Article Liability Under The International Space LawDocument33 pagesLR Article Liability Under The International Space Lawagung_wNo ratings yet
- Practice Problems in Process Equipment DesignDocument19 pagesPractice Problems in Process Equipment DesignRasNo ratings yet
- Maharshi Dayanand University, Rohtak: Theory Date-Sheet For B.E /B.Tech. 6th Sem - Examinations May - 2019Document2 pagesMaharshi Dayanand University, Rohtak: Theory Date-Sheet For B.E /B.Tech. 6th Sem - Examinations May - 2019RohitNo ratings yet
- Tail Assignment With Multiple Maintenance Locations Using Network ModelDocument21 pagesTail Assignment With Multiple Maintenance Locations Using Network ModelAjyuk J RajNo ratings yet
- Inspection Test Plan LPSDocument3 pagesInspection Test Plan LPSsafetyofficer752No ratings yet
- Eco-Efficient Waste Glass Recycling - Integrated Waste Management and Green Product Development Through LCADocument9 pagesEco-Efficient Waste Glass Recycling - Integrated Waste Management and Green Product Development Through LCAAnatta OngNo ratings yet
- TS GL 03 S 0034 - EN - 2020 12 - Standard For DrawingsDocument5 pagesTS GL 03 S 0034 - EN - 2020 12 - Standard For DrawingsGonzalo MazaNo ratings yet
- Construction Agreement - Highlighted 19.5.2020Document11 pagesConstruction Agreement - Highlighted 19.5.2020Nive Siddharth100% (1)
- Fabrication ProcedureDocument3 pagesFabrication ProcedureAndreMarcel100% (1)
- Safwat Jahan - Sujon Saha - Tammana Tasnim - Rifat Siddique - Shuvra Deb Nath - Md. MahiuddinDocument30 pagesSafwat Jahan - Sujon Saha - Tammana Tasnim - Rifat Siddique - Shuvra Deb Nath - Md. MahiuddinRaima KhanNo ratings yet
- Geels and SchotDocument19 pagesGeels and SchotNev CepNo ratings yet
- KBA-Rapida106SPC T Part EnglDocument8 pagesKBA-Rapida106SPC T Part EnglKBR Graphics CanadaNo ratings yet