Download as pdf or txt
You might also like
- Understanding End Play and Its Impact On Axial Alignment: Sleeve BearingsDocument3 pagesUnderstanding End Play and Its Impact On Axial Alignment: Sleeve Bearingsemiljanlaze100% (1)
- Turbine 01Document34 pagesTurbine 01bisweswar75% (4)
- Radial TCDocument3 pagesRadial TCArun SNo ratings yet
- Camshafts, Valve Trains, Intake and Exhaust Systems: Camshaft LocationDocument29 pagesCamshafts, Valve Trains, Intake and Exhaust Systems: Camshaft LocationEnrique SuárezNo ratings yet
- Chapter 18 (Drive Shafts)Document31 pagesChapter 18 (Drive Shafts)ZIBA KHADIBI100% (1)
- BS 7354Document63 pagesBS 7354Abu Monsur Ali67% (3)
- Ditch Witch HT25 ManualDocument103 pagesDitch Witch HT25 ManualSara George100% (1)
- MODS VCDS On MQBDocument2 pagesMODS VCDS On MQBTonyNo ratings yet
- Wallconnector NEMA 14-50 en UsDocument24 pagesWallconnector NEMA 14-50 en UsFred Lamert100% (1)
- Flywheel Housing & AlternatorsDocument9 pagesFlywheel Housing & AlternatorsLukman ChairkiandraNo ratings yet
- Renk Water Power Pbr170sbDocument6 pagesRenk Water Power Pbr170sbhumayun121No ratings yet
- Undergraduate English Course For Marine Engineers: Tomislav Skračić, MADocument31 pagesUndergraduate English Course For Marine Engineers: Tomislav Skračić, MAsagbhiNo ratings yet
- Designer's ManualDocument35 pagesDesigner's ManualMas Empi (Mas empi)No ratings yet
- Electro-Motive: Division of General Motors Corporotion, La GrangeDocument4 pagesElectro-Motive: Division of General Motors Corporotion, La GrangeVladimir ArsicNo ratings yet
- Selecting Bearing Systems P&S - TMEIC - FINAL - No - AdsDocument3 pagesSelecting Bearing Systems P&S - TMEIC - FINAL - No - AdsThejaswiniNo ratings yet
- Unit 14Document58 pagesUnit 14Parul SinghNo ratings yet
- Rudder CourseDocument88 pagesRudder CourseMaxwell gonzàlezNo ratings yet
- 03 129283 - ExcitersDocument20 pages03 129283 - Exciterskara_25No ratings yet
- Understanding Boat Design 72 PDFDocument1 pageUnderstanding Boat Design 72 PDFŁukasz ZygielNo ratings yet
- Marinediesels - Co.uk - Members Section Starting and Reversing MAN B&W Air Start DistributorDocument1 pageMarinediesels - Co.uk - Members Section Starting and Reversing MAN B&W Air Start DistributorArun SNo ratings yet
- Ch8 Ship PropulsionDocument8 pagesCh8 Ship PropulsionRENGANATHAN PNo ratings yet
- Electromechanical Active Body ControlDocument10 pagesElectromechanical Active Body ControlAmir RNo ratings yet
- 03 - Differential and Driveline PDFDocument104 pages03 - Differential and Driveline PDFHernan SuhilarNo ratings yet
- Halderman AutoTec ch09Document29 pagesHalderman AutoTec ch09tornomanNo ratings yet
- Chapter 13 - Camshaft DriveDocument10 pagesChapter 13 - Camshaft Drivenikolasthermosolutions100% (1)
- Chapter - 1: ObjectivesDocument27 pagesChapter - 1: ObjectivesjeyNo ratings yet
- Design of Marine Propulsion Shafting System For 53000 DWT Bulk CarrierDocument10 pagesDesign of Marine Propulsion Shafting System For 53000 DWT Bulk Carrierj67% (3)
- Pump Canned Catalog NikkisoDocument13 pagesPump Canned Catalog NikkisoVigneshwaranNo ratings yet
- Steering Gear From Marineengg Uk Site PDFDocument32 pagesSteering Gear From Marineengg Uk Site PDFPratham SinghNo ratings yet
- Ijser: Evaluation of Fatigue Life of The CrankshaftDocument5 pagesIjser: Evaluation of Fatigue Life of The CrankshaftAshutosh VermaNo ratings yet
- Chapter 13 - Camshafts and TimingDocument6 pagesChapter 13 - Camshafts and TimingsezarNo ratings yet
- Differential & DrivelineDocument138 pagesDifferential & DrivelineRocky SNo ratings yet
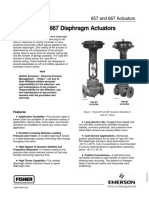
- Bulletin Type 657&667 Diaphragm Actuators 2006Document16 pagesBulletin Type 657&667 Diaphragm Actuators 2006Ivan FuenzalidaNo ratings yet
- Q-11650, Cage Blender-600 LTRSDocument7 pagesQ-11650, Cage Blender-600 LTRSanita shindeNo ratings yet
- Motors and Loads: 3.1 Three Phase Asynchronous MotorsDocument1 pageMotors and Loads: 3.1 Three Phase Asynchronous MotorsHoon MiewJieNo ratings yet
- Gd511a 1 - Cen00582 00Document6 pagesGd511a 1 - Cen00582 00Yudis AmatNo ratings yet
- WARTISLA ImprovmentDocument9 pagesWARTISLA Improvmentmohamed100% (1)
- Hitachi Sumitomo SCX2800 2 PDFDocument64 pagesHitachi Sumitomo SCX2800 2 PDFD Rider Casanova100% (2)
- MSD Tech ArticleDocument6 pagesMSD Tech ArticleEdgar Aponte RodriguezNo ratings yet
- S2 EN1513 A - M5AF M5AF1 Vane Motor Service InstructionsDocument31 pagesS2 EN1513 A - M5AF M5AF1 Vane Motor Service InstructionsDaniel BorgesNo ratings yet
- Radial Piston Motor Bosch Rexroth MCR 1422868715Document14 pagesRadial Piston Motor Bosch Rexroth MCR 1422868715John Altas100% (2)
- Sandvik 311 SoloDocument29 pagesSandvik 311 Solomarco antonio resendiz meloNo ratings yet
- Instruction Manual Cable Reel Type: 10.1 R612-250 K450/1/Fci/Mck 10.1 R612-250 K450/2/Fci/MckDocument27 pagesInstruction Manual Cable Reel Type: 10.1 R612-250 K450/1/Fci/Mck 10.1 R612-250 K450/2/Fci/MckcristianNo ratings yet
- Answers Class 2 2017 OctDocument21 pagesAnswers Class 2 2017 OctThusitha DalpathaduNo ratings yet
- Goods2 1325845323Document36 pagesGoods2 1325845323Mahmoud ElboraeNo ratings yet
- Renk Planetary Gears Type Pls PwsDocument8 pagesRenk Planetary Gears Type Pls Pwshumayun121No ratings yet
- Rexroth MCR-FDocument14 pagesRexroth MCR-FAbhishek Kadam100% (1)
- Auto-Powred Arc WelderDocument4 pagesAuto-Powred Arc Welderw4rh4ck3r-scribdNo ratings yet
- Kalmar Montacargas DCE 90-180, DCE 70-32E3-70-35E Workshop Manual (PDF - Io)Document151 pagesKalmar Montacargas DCE 90-180, DCE 70-32E3-70-35E Workshop Manual (PDF - Io)ValeriNo ratings yet
- Schwaner Counterweight DetuningDocument4 pagesSchwaner Counterweight DetuningAlma BravoNo ratings yet
- Chapter3OverhaulDocument16 pagesChapter3OverhaulangelNo ratings yet
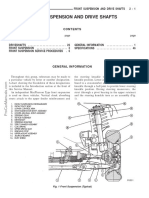
- Chrysler AS Town Country Caravan Voyager 1994 Service Manual Suspension and DriveshaftDocument46 pagesChrysler AS Town Country Caravan Voyager 1994 Service Manual Suspension and Driveshaftsimple383No ratings yet
- Rode IrosDocument20 pagesRode IrosGiovani BottegaNo ratings yet
- Horizontal Split Case LN TypeDocument38 pagesHorizontal Split Case LN TypeprojashNo ratings yet
- The Integrated Balancer Shaft System of The New BMW Four-Cylinder Diesel EngineDocument6 pagesThe Integrated Balancer Shaft System of The New BMW Four-Cylinder Diesel EngineZhihai DengNo ratings yet
- Bedienung Pc1310i (204 Bis XX) - Eng New EmsDocument65 pagesBedienung Pc1310i (204 Bis XX) - Eng New EmsKelvin Daniel Gomez100% (1)
- Man B&W 5.13: Engine Top BracingDocument6 pagesMan B&W 5.13: Engine Top BracingSREEJUHARI100% (1)
- DMT220DL Manual M2009N00DMT 200824Document40 pagesDMT220DL Manual M2009N00DMT 200824Janda RandaNo ratings yet
- 21BMV1037 Shravan Bhat SAEPaperDocument7 pages21BMV1037 Shravan Bhat SAEPaperShravan BhatNo ratings yet
- The Instant Handbook of Boat Handling, Navigation, and Seamanship: A Quick-Reference Guide for Sail and PowerFrom EverandThe Instant Handbook of Boat Handling, Navigation, and Seamanship: A Quick-Reference Guide for Sail and PowerRating: 5 out of 5 stars5/5 (1)
- A Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesFrom EverandA Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesRating: 5 out of 5 stars5/5 (1)
- Farm Machinery - Tractors - A Collection of Articles on the Operation, Mechanics and Maintenance of TractorsFrom EverandFarm Machinery - Tractors - A Collection of Articles on the Operation, Mechanics and Maintenance of TractorsNo ratings yet
- Bearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsFrom EverandBearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsRating: 4 out of 5 stars4/5 (1)
- Submarine Air Systems - Chapter 4Document16 pagesSubmarine Air Systems - Chapter 4Michael ChungNo ratings yet
- Submarine Air Systems - Chapter 3Document4 pagesSubmarine Air Systems - Chapter 3Michael ChungNo ratings yet
- Submarine Main Propulsion Diesels - Chapter 10Document19 pagesSubmarine Main Propulsion Diesels - Chapter 10Michael ChungNo ratings yet
- Submarine Main Propulsion Diesels - Chapter 3Document48 pagesSubmarine Main Propulsion Diesels - Chapter 3Michael ChungNo ratings yet
- Submarine Main Propulsion Diesels - Chapter 2Document15 pagesSubmarine Main Propulsion Diesels - Chapter 2Michael ChungNo ratings yet
- 8th Weekly Exam - Practical ProblemDocument16 pages8th Weekly Exam - Practical ProblemKristi Ann PableoNo ratings yet
- Datasheet Igbt++Fast Stgw30n90d 900v@30aDocument10 pagesDatasheet Igbt++Fast Stgw30n90d 900v@30aFrancoilNo ratings yet
- Bosal Universal Parts Catalogue 2021Document19 pagesBosal Universal Parts Catalogue 2021Video PreferatNo ratings yet
- Hef 4093B PDFDocument6 pagesHef 4093B PDFCristiano BruschiniNo ratings yet
- AVM510Document12 pagesAVM510PablosoNo ratings yet
- John Deere Tractor Parts Manual JD P Pc1539Document33 pagesJohn Deere Tractor Parts Manual JD P Pc1539jose marfullNo ratings yet
- PP A113 A158 PV PLUS Rev 001Document46 pagesPP A113 A158 PV PLUS Rev 001Ivan MaltsevNo ratings yet
- Hawe Folder Ulw s20 GBDocument20 pagesHawe Folder Ulw s20 GBService AgroMONDONo ratings yet
- Pfaff Motor ParametersDocument52 pagesPfaff Motor Parameterszule1606No ratings yet
- DX 394 AlignmentDocument6 pagesDX 394 AlignmentGonzalo RodriguezNo ratings yet
- Product Service Manual - Level 2: Applicable Country & RegionsDocument175 pagesProduct Service Manual - Level 2: Applicable Country & RegionsAlejandro LeviNo ratings yet
- Product Catalogue: Instrument TransformerDocument6 pagesProduct Catalogue: Instrument TransformerAhmad Reza FahloviNo ratings yet
- TRV SS20NewDocument33 pagesTRV SS20NewYuva RajNo ratings yet
- Samsung DVD TV Chassis C16ADocument82 pagesSamsung DVD TV Chassis C16Acclodoaldo1577No ratings yet
- DSE7310 MKII DSE7320 MKII Configuration Suite PC Software Manual PDFDocument232 pagesDSE7310 MKII DSE7320 MKII Configuration Suite PC Software Manual PDFEdson Da Rosa MachadoNo ratings yet
- STD Uei Wheel Loader Weekly Maintenance ChecklistDocument1 pageSTD Uei Wheel Loader Weekly Maintenance Checklistmuhammad lukmanNo ratings yet
- Edi Light LMK en ScreenDocument76 pagesEdi Light LMK en ScreenMircea MarinacheNo ratings yet
- Line Driver Type PG: Installation ManualDocument28 pagesLine Driver Type PG: Installation ManualRenny NacarattiNo ratings yet
- Navistar Manual de Taller DT466 Amp I530eDocument1 pageNavistar Manual de Taller DT466 Amp I530eAnonymous 7t2BOJb100% (2)
- A B C D E F G H I J K L: Use This Troubleshooting Supplement To HelpDocument4 pagesA B C D E F G H I J K L: Use This Troubleshooting Supplement To HelpToto WaltherNo ratings yet
- Data Principle Dimention Yang 2010 Scheltema Formdata TempelDocument6 pagesData Principle Dimention Yang 2010 Scheltema Formdata TempelDaud SianturiNo ratings yet
- W13e grt1-pnt Profinet Io Communication Unit Operation Manual enDocument110 pagesW13e grt1-pnt Profinet Io Communication Unit Operation Manual enKader BoudiNo ratings yet
- B18 2 1 1996Document86 pagesB18 2 1 1996phani u4meNo ratings yet
- Data Cool Brochure (2-3) 10-23-07Document4 pagesData Cool Brochure (2-3) 10-23-07Virg ArtajoNo ratings yet
- Model de Subiect Pentru Examenul de Bacalaureat 2015 ListeningDocument3 pagesModel de Subiect Pentru Examenul de Bacalaureat 2015 Listeningraluka1208No ratings yet
- ClockworkDocument5 pagesClockworkbernagunduzNo ratings yet