Download as pdf or txt
You might also like
- ASTM B68 68A-Copper Full Hard Pipe STD PDFDocument12 pagesASTM B68 68A-Copper Full Hard Pipe STD PDFAsha ValandNo ratings yet
- J Ijhydene 2013 07 016Document8 pagesJ Ijhydene 2013 07 016Dharun TNo ratings yet
- Design and Analysis of a Composite Pressure VesselDocument15 pagesDesign and Analysis of a Composite Pressure Vessel192113No ratings yet
- Deep-Sea Pressure VesselDocument10 pagesDeep-Sea Pressure VesselshahabNo ratings yet
- Simulation and Burst Validation of 70 MPa Type IV Hydrogen Storage Vessel With Dome ReinforcementDocument16 pagesSimulation and Burst Validation of 70 MPa Type IV Hydrogen Storage Vessel With Dome ReinforcementAASHIK RGNo ratings yet
- A New Concept For A Modular Composite 2019 Composites Part A Applied ScienDocument10 pagesA New Concept For A Modular Composite 2019 Composites Part A Applied ScienAhmed HassanNo ratings yet
- Ex PressureDocument11 pagesEx PressureAhmad HadyNo ratings yet
- Ammonia TanksDocument8 pagesAmmonia Tankssaad ElsheikhNo ratings yet
- Cost Reduction of Cylindrical Steel Oil Storage Tanks: December 2017Document8 pagesCost Reduction of Cylindrical Steel Oil Storage Tanks: December 2017A ANo ratings yet
- Engineering Journal Optimal Design of Steel and Composite Vessels With Tube Branch JointDocument12 pagesEngineering Journal Optimal Design of Steel and Composite Vessels With Tube Branch JointEngineering JournalNo ratings yet
- Icraae 2017 8297219Document6 pagesIcraae 2017 8297219Walter Sullivan Felipe GasparNo ratings yet
- Parametric Examination Including Brief Survey of Composite and Homogenous Closed Ended Cylindrical Pressure VesselsDocument26 pagesParametric Examination Including Brief Survey of Composite and Homogenous Closed Ended Cylindrical Pressure Vesselsmirza_munir_baig995No ratings yet
- Zhang 2020Document10 pagesZhang 2020BRIAN LOPEZNo ratings yet
- 2- البحث الثانيDocument22 pages2- البحث الثانيmahhelalNo ratings yet
- Design and Experimental Validation of Composite Pressure Vessel-Siddani2018Document5 pagesDesign and Experimental Validation of Composite Pressure Vessel-Siddani2018Hiến Đinh VănNo ratings yet
- He 2016Document5 pagesHe 2016BRIAN LOPEZNo ratings yet
- Optimal Design of Composite Water Tank B PDFDocument11 pagesOptimal Design of Composite Water Tank B PDFWonna Modeste SiluéNo ratings yet
- Paper. Design of Hydrogen Storage Tanks Fabricated From Composite MaterialsDocument7 pagesPaper. Design of Hydrogen Storage Tanks Fabricated From Composite MaterialsJosePPMolinaNo ratings yet
- 24 Struktur Wind TurbinDocument8 pages24 Struktur Wind TurbinErwin BondanNo ratings yet
- Analysis of GFRP Leaf SpringDocument6 pagesAnalysis of GFRP Leaf SpringIJMERNo ratings yet
- The Experimental Static Mechanical Performance of Ironed Repaired GFRP - Honeycomb Sandwich BeamsDocument22 pagesThe Experimental Static Mechanical Performance of Ironed Repaired GFRP - Honeycomb Sandwich BeamsdownrasNo ratings yet
- The Effect of Composite Tubes Subjected To Axial LDocument11 pagesThe Effect of Composite Tubes Subjected To Axial LChrisTagleNo ratings yet
- Structural Investigation of Composite Wind Turbine Blade Considering Various Load Cases and Fatigue LifeDocument14 pagesStructural Investigation of Composite Wind Turbine Blade Considering Various Load Cases and Fatigue LifeNabeel YounasNo ratings yet
- Weight Optimization and Finite Element ADocument6 pagesWeight Optimization and Finite Element Acons2engNo ratings yet
- Design SiloDocument3 pagesDesign SiloSourour TrabelsiNo ratings yet
- EngStruc Turbine Tower Opdateer 26 July 2006 n5Document27 pagesEngStruc Turbine Tower Opdateer 26 July 2006 n5Anonymous RK1o2e7g7No ratings yet
- Structural and Vibrational Analysis of HDocument6 pagesStructural and Vibrational Analysis of HgrygoriiNo ratings yet
- Lightweight Materials For DeepwaterDocument8 pagesLightweight Materials For DeepwaterJoseph BimoNo ratings yet
- 1 s2.0 S0141029606003464 MainDocument6 pages1 s2.0 S0141029606003464 MainMa RcoNo ratings yet
- 01 LPG Mounded BulletDocument6 pages01 LPG Mounded Bulletsiddharth_shendge100% (1)
- Construction of Wind Turbine BladesDocument4 pagesConstruction of Wind Turbine Bladesahmed45902707No ratings yet
- Variable Design Point Method For Storage TanksDocument9 pagesVariable Design Point Method For Storage TanksEstuardo Javier Gan RodríguezNo ratings yet
- 2.ISCA RJMatS 2013 002Document5 pages2.ISCA RJMatS 2013 002balaguru78No ratings yet
- Article 5 PDFDocument29 pagesArticle 5 PDFALFRED NIXON (RA2112001020013)No ratings yet
- Energy Absorption of Cast Metal and Composite Foams Tested in Extremely Low and High-TemperaturesDocument12 pagesEnergy Absorption of Cast Metal and Composite Foams Tested in Extremely Low and High-TemperaturesRoland EndrészNo ratings yet
- Guo 2007Document9 pagesGuo 2007BRIAN LOPEZNo ratings yet
- 2.design and Analysis of Connecting RodDocument52 pages2.design and Analysis of Connecting RodNaresh DamaNo ratings yet
- Technical Articles Chapter10 enDocument12 pagesTechnical Articles Chapter10 enDani Quirante Flaaut EtcNo ratings yet
- A Critical Review On Special Forming Processes and Associated Research For Lightweight Components Based On Sheet and Tube MaterialsDocument20 pagesA Critical Review On Special Forming Processes and Associated Research For Lightweight Components Based On Sheet and Tube MaterialsNugrahaNo ratings yet
- Design & Weight Optimization of Pressure Vessel Due To Thickness Using Finite Element AnalysisDocument8 pagesDesign & Weight Optimization of Pressure Vessel Due To Thickness Using Finite Element AnalysisvikramNo ratings yet
- Penerbit, 096Document11 pagesPenerbit, 096Paartha SarathyNo ratings yet
- Cost Reduction of Cylindrical Steel Oil Storage Tanks: K. Hitti, S. Feghali, A. TahhanDocument7 pagesCost Reduction of Cylindrical Steel Oil Storage Tanks: K. Hitti, S. Feghali, A. TahhanSrikrishnan KrishNo ratings yet
- Spherical Bearing KugelDocument13 pagesSpherical Bearing Kugelsidik_212040658No ratings yet
- Static, Linear and Finite Element Analysis of Pressure VesselDocument8 pagesStatic, Linear and Finite Element Analysis of Pressure VesselAmit SharmaNo ratings yet
- Design and Assessment of Multi Leaf Spring: Ashish V. Amrute, Edward Nikhil Karlus, R.K.RathoreDocument10 pagesDesign and Assessment of Multi Leaf Spring: Ashish V. Amrute, Edward Nikhil Karlus, R.K.RathoreVenkatesh NanneboinaNo ratings yet
- Materials and Design: Hanfeng Yin, Guilin Wen, Shujuan Hou, Qixiang QingDocument15 pagesMaterials and Design: Hanfeng Yin, Guilin Wen, Shujuan Hou, Qixiang QingFelipe Dornellas SilvaNo ratings yet
- Design & Analysis of Mono Composite Leaf SpringDocument5 pagesDesign & Analysis of Mono Composite Leaf Springijsret100% (1)
- Preheater DesignDocument6 pagesPreheater DesignAlejandroPáramoFandiñoNo ratings yet
- Ajme 5 4 2Document11 pagesAjme 5 4 2PankajNo ratings yet
- Studies On Reinforced Concrete Inverted Umbrella HDocument8 pagesStudies On Reinforced Concrete Inverted Umbrella HWilson Andres Echeverri GutierrrezNo ratings yet
- Chapter 3 ReDocument5 pagesChapter 3 ReJohnson AnthonyNo ratings yet
- T3 Tank Autofrettage HydrogenDocument11 pagesT3 Tank Autofrettage HydrogenPablo AlcázarNo ratings yet
- Near Surface Mounted FRP MaterialDocument26 pagesNear Surface Mounted FRP MaterialMuhammad AjmalNo ratings yet
- Analysis and Optimization of A Composite Leaf Spring: Mahmood M. Shokrieh, Davood RezaeiDocument9 pagesAnalysis and Optimization of A Composite Leaf Spring: Mahmood M. Shokrieh, Davood RezaeiVipin ShuklaNo ratings yet
- FEA Analysis and Fatigue Life Prediction of Aircraft Turbine DiskDocument10 pagesFEA Analysis and Fatigue Life Prediction of Aircraft Turbine DiskMuhammad AdnanNo ratings yet
- Design and Simulation of Marine Propeller With Different Blade GeometryDocument9 pagesDesign and Simulation of Marine Propeller With Different Blade GeometryInternational Journal of Innovative Science and Research Technology100% (1)
- Finite Element Analysis of Composite Pressure Vessels With A Load Sharing Metallic LinerDocument9 pagesFinite Element Analysis of Composite Pressure Vessels With A Load Sharing Metallic Linervsraju2No ratings yet
- Composite Structures: L. Sorrentino, M. Marchetti, C. Bellini, A. Delfini, M. AlbanoDocument13 pagesComposite Structures: L. Sorrentino, M. Marchetti, C. Bellini, A. Delfini, M. AlbanoYamith GomezNo ratings yet
- Stress-Strain Curves For Hot-Rolled Steels: Journal of Constructional Steel Research June 2017Document46 pagesStress-Strain Curves For Hot-Rolled Steels: Journal of Constructional Steel Research June 2017Rui TerrasNo ratings yet
- Basic Rules of Concrete Mix DesignDocument2 pagesBasic Rules of Concrete Mix DesignBijaya RaulaNo ratings yet
- Model: Haulster Type: High Speed Gasoline Powered Manual Transmission Truck Model Year: 2011Document6 pagesModel: Haulster Type: High Speed Gasoline Powered Manual Transmission Truck Model Year: 2011Forklift Systems IncorporatedNo ratings yet
- Rogers Si3n4 DCB Amb 20130117Document17 pagesRogers Si3n4 DCB Amb 20130117anon_901131682No ratings yet
- MSDS PPCPDocument4 pagesMSDS PPCPRanjan GnanaoliNo ratings yet
- My TestDocument20 pagesMy TestHidayah TeacherNo ratings yet
- Limits and FitsDocument4 pagesLimits and Fits04352No ratings yet
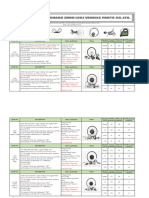
- Palm Oil Industry Conveyor and Elevator ChainsDocument8 pagesPalm Oil Industry Conveyor and Elevator ChainsmamatsmithNo ratings yet
- ASAADocument4 pagesASAASanjay MehtaNo ratings yet
- Estimate 8Document22 pagesEstimate 8HELLO WORLDNo ratings yet
- CHM 420 Lab Report 3Document8 pagesCHM 420 Lab Report 3Adorable PeachyNo ratings yet
- Chapter 21: PolymerDocument4 pagesChapter 21: PolymerRoshan SupurmaniamNo ratings yet
- Document PDFDocument2 pagesDocument PDFAnthony KasenaNo ratings yet
- Detailed Estimate For The Construction of A Residential BuildingDocument11 pagesDetailed Estimate For The Construction of A Residential BuildingSukhendra SinghNo ratings yet
- Location Planning and Analysis PDFDocument60 pagesLocation Planning and Analysis PDFLa Niña HerreraNo ratings yet
- Fused Deposition Modeling: Process, Materials, Parameters, Properties, and ApplicationsDocument41 pagesFused Deposition Modeling: Process, Materials, Parameters, Properties, and ApplicationsNaveenkumar ANo ratings yet
- Operation ManagementDocument35 pagesOperation ManagementJayvee Joble BigataNo ratings yet
- B15 20T CatalogueDocument4 pagesB15 20T CatalogueErna BogdanNo ratings yet
- 2014 1 Outdoor CollectionDocument172 pages2014 1 Outdoor CollectionwirelesssoulNo ratings yet
- Inspection Test Plan For Tie in Welding: 00 04.01.2010 Review & Approval N.Kumar R. MohantyDocument2 pagesInspection Test Plan For Tie in Welding: 00 04.01.2010 Review & Approval N.Kumar R. MohantyAhmed Lepda0% (1)
- MECE 4240U Practice Final W15Document15 pagesMECE 4240U Practice Final W15Foisal Ahmed MirzaNo ratings yet
- Excite Billboard Installation InstructionsDocument43 pagesExcite Billboard Installation InstructionsAdrian SilcaNo ratings yet
- June 2008 MS - Paper 2 CIE Chemistry IGCSEDocument7 pagesJune 2008 MS - Paper 2 CIE Chemistry IGCSEHarjo SalimNo ratings yet
- (BS 1881-124) - Testing Concrete. Part 124. Methods For Analysis of Hardened Concrete PDFDocument45 pages(BS 1881-124) - Testing Concrete. Part 124. Methods For Analysis of Hardened Concrete PDFsidiq733% (3)
- The Envelopes of The Arts Centre in SingaporeDocument12 pagesThe Envelopes of The Arts Centre in SingaporeAndriNo ratings yet
- Hazardous WastesDocument11 pagesHazardous WastesHunter BaderNo ratings yet
- Chapter 8 PDFDocument27 pagesChapter 8 PDFbora chhounNo ratings yet
- Spec Safety BoxDocument1 pageSpec Safety BoxPuskesmas GondrongNo ratings yet
- Add: 3B Ming Huang Industry, Wujin District, Changzhou, Jiangsu, China, 213100Document4 pagesAdd: 3B Ming Huang Industry, Wujin District, Changzhou, Jiangsu, China, 213100Vinícius MartinezNo ratings yet
- Mag Machine 3509Document2 pagesMag Machine 3509Jitendra BhosaleNo ratings yet