
16 Spinning - Operating Procedure
16 Spinning - Operating Procedure
You might also like
- Batching Plant Method Statement PDFDocument4 pagesBatching Plant Method Statement PDFStraus Waseem67% (3)
- Sale and Purchase Contract of Indonesian Bauxite: The SellerDocument13 pagesSale and Purchase Contract of Indonesian Bauxite: The SellerRadhitya Adzan Hidayah67% (3)
- Method Statement For Pile Cap ConcretingDocument8 pagesMethod Statement For Pile Cap ConcretingArifur Rahman Apu100% (7)
- Stanley Gibbons 'Commonwealth & British Empire Stamp Catalogue 2007' Report and Market UpdateDocument12 pagesStanley Gibbons 'Commonwealth & British Empire Stamp Catalogue 2007' Report and Market Updatepeter smith100% (1)
- Awg-9 Apg-71 Ba0595Document7 pagesAwg-9 Apg-71 Ba0595spacenavy90No ratings yet
- prEN 6115Document15 pagesprEN 6115malotNo ratings yet
- Generic Lifting PlanDocument4 pagesGeneric Lifting Planayman coreNo ratings yet
- Risk Assessment Sand BlastingDocument7 pagesRisk Assessment Sand BlastingRohit Singh100% (8)
- Amalgamation Summary NotesDocument10 pagesAmalgamation Summary NotesAvinash RoyNo ratings yet
- Maeda-Onaka, Joint Venture: Generic Lifting PlanDocument4 pagesMaeda-Onaka, Joint Venture: Generic Lifting PlanJaycee Pagador100% (2)
- A&C 29 To RVNL Std. SpecificationsDocument12 pagesA&C 29 To RVNL Std. SpecificationsRVNL GoaNo ratings yet
- Logistics Handbook Version 2-CompressedDocument53 pagesLogistics Handbook Version 2-CompressedArockia LiboriousNo ratings yet
- Terms and Conditions-Coal Sales Big-Man Hartogshoop CollieriesDocument5 pagesTerms and Conditions-Coal Sales Big-Man Hartogshoop CollieriesFrancois GreeffNo ratings yet
- Work Method Statement Utility BlockDocument13 pagesWork Method Statement Utility BlockCICON EngineersNo ratings yet
- Adv AccountsDocument33 pagesAdv AccountsUday TomarNo ratings yet
- Rawmaterials Inward ProcessDocument12 pagesRawmaterials Inward ProcessKrushna MishraNo ratings yet
- How To Handle Dented UnitDocument1 pageHow To Handle Dented UnitErna CgullNo ratings yet
- Terms and Conditions-17 April 2020Document5 pagesTerms and Conditions-17 April 2020Francois GreeffNo ratings yet
- Batching of Concrete Method StatementDocument4 pagesBatching of Concrete Method Statementmechajay2002100% (1)
- Batching of Concrete Method StatementDocument4 pagesBatching of Concrete Method StatementRamesh AVS HRNo ratings yet
- Squizeer Machine: Presented by-Ar-Rafi HridayDocument11 pagesSquizeer Machine: Presented by-Ar-Rafi HridayAr Rafi HridayNo ratings yet
- 1) Work Method Statement PilecapDocument3 pages1) Work Method Statement Pilecaphks1209No ratings yet
- Cmo 39 91Document31 pagesCmo 39 91Lyka KrishaNo ratings yet
- Terms and Conditions-24 November 2020Document6 pagesTerms and Conditions-24 November 2020Francois GreeffNo ratings yet
- Bunker Quality Disputes Part 2: Legal and Claims Handling ConsiderationsDocument12 pagesBunker Quality Disputes Part 2: Legal and Claims Handling ConsiderationsNicholas KoutsouvanosNo ratings yet
- Receipt of Batch From Production To Packing DepartmentDocument1 pageReceipt of Batch From Production To Packing DepartmentsaurabhNo ratings yet
- BQS Services BrochureDocument4 pagesBQS Services BrochureAngel JuniorNo ratings yet
- Terms and Conditions-17 July 2020Document6 pagesTerms and Conditions-17 July 2020Francois GreeffNo ratings yet
- FM Material Spillages RecoveryDocument2 pagesFM Material Spillages RecoveryErick RoqueNo ratings yet
- Shell Petroleum Development Company of Nigeria: Work Method Statement For Continuous Flight Auger (Cfa) PilingDocument3 pagesShell Petroleum Development Company of Nigeria: Work Method Statement For Continuous Flight Auger (Cfa) PilingFaremi Oluwaseun BabatundeNo ratings yet
- TASK - Clinker - Loading - in - RakeDocument2 pagesTASK - Clinker - Loading - in - Rakesaji kumarNo ratings yet
- Shoulder ConstructionDocument3 pagesShoulder ConstructionAmila Priyadarshana Dissanayake100% (1)
- Chapter 2 - Incoterms 2020Document15 pagesChapter 2 - Incoterms 2020Nguyễn CristianNo ratings yet
- Cmo 39-91Document28 pagesCmo 39-91Arcel PalañaNo ratings yet
- Cotton Lycra (Spandex) Knitted WearsDocument5 pagesCotton Lycra (Spandex) Knitted WearsbharatNo ratings yet
- JSA Fuel Transfer From Tug Boat To BargeDocument2 pagesJSA Fuel Transfer From Tug Boat To BargeRyanNo ratings yet
- MSC Namibia - Revised Charcoal Procedure - 03.07.2023Document10 pagesMSC Namibia - Revised Charcoal Procedure - 03.07.2023Omar NazierNo ratings yet
- Method Statement: Alila Resort Project, MaldivesDocument5 pagesMethod Statement: Alila Resort Project, MaldivesaruanNo ratings yet
- Apdian Nenijun Project Scope StatementDocument3 pagesApdian Nenijun Project Scope StatementJUANNo ratings yet
- Tailoring Section SOPDocument5 pagesTailoring Section SOPshahid154205No ratings yet
- MST-Excavation, Backfilling and Compaction For Utility LinesDocument5 pagesMST-Excavation, Backfilling and Compaction For Utility LinesAnonymous a3K3Wg100% (1)
- DG Circular Cyber Risk ManagementDocument3 pagesDG Circular Cyber Risk ManagementishaqNo ratings yet
- Q01a-Questions Q01 OnlyDocument6 pagesQ01a-Questions Q01 Onlyr08a16No ratings yet
- Compliance Risk Assessment (Sub Vendor)Document11 pagesCompliance Risk Assessment (Sub Vendor)Urjit KaviNo ratings yet
- SOP For Manual Loading of Ore - 19Document7 pagesSOP For Manual Loading of Ore - 19syed aquibNo ratings yet
- Petitioner Vs Vs Respondent: Third DivisionDocument15 pagesPetitioner Vs Vs Respondent: Third DivisionLorenzo CzarNo ratings yet
- 4-Courier (Dispatcher) Assigns The Job To One Driver Through Driver App, and Send Confirmation Message To Shipper AppDocument1 page4-Courier (Dispatcher) Assigns The Job To One Driver Through Driver App, and Send Confirmation Message To Shipper AppAhmed FaroukNo ratings yet
- TS1.9 Atividades de TransporteDocument24 pagesTS1.9 Atividades de Transportegianne.marinNo ratings yet
- Risk Assessment - CableDocument6 pagesRisk Assessment - Cablemohamad hafiz0% (2)
- Audit - RTP - n20Document33 pagesAudit - RTP - n20AngiNo ratings yet
- Cobbler Section Audit Programme - Oct 2023Document5 pagesCobbler Section Audit Programme - Oct 2023Tendai MadziwaNo ratings yet
- SCH B Rev 1 PL Repairs 24'' 5 KM Rev 02Document9 pagesSCH B Rev 1 PL Repairs 24'' 5 KM Rev 02Jabel Oil Services Technical DPTNo ratings yet
- SOP Hazira Rail TerminalDocument8 pagesSOP Hazira Rail TerminalBhawesh KumarNo ratings yet
- Better Cotton Chain of Custody Guidelines 2018 v1.3Document24 pagesBetter Cotton Chain of Custody Guidelines 2018 v1.3Max SmokeNo ratings yet
- Part Ii: Invitation of Bids: Pounerps5OmmDocument8 pagesPart Ii: Invitation of Bids: Pounerps5OmmAshish AgarwalNo ratings yet
- Computation Day 1Document4 pagesComputation Day 1RBT BoysNo ratings yet
- Material Handling - Incoming & OutgoingDocument6 pagesMaterial Handling - Incoming & OutgoingPravin Balasaheb GunjalNo ratings yet
- AK-74 - 20 Deep FreezerDocument4 pagesAK-74 - 20 Deep Freezervenky raoNo ratings yet
- PS 5.48 Protection of Shoulders and Slopes Cement Stabilized Aggregate Capping LayerDocument2 pagesPS 5.48 Protection of Shoulders and Slopes Cement Stabilized Aggregate Capping LayerBilalNo ratings yet
- Incoming Quality Assurance (IQA) : Completed Learning ObjectivesDocument8 pagesIncoming Quality Assurance (IQA) : Completed Learning ObjectivestharakadesilvaNo ratings yet
- Abhiyas 1Document21 pagesAbhiyas 1pooja bhatiNo ratings yet
- Vision, Mission, School Map and History of OLRADocument4 pagesVision, Mission, School Map and History of OLRAJowel Mercado RespicioNo ratings yet
- W / 5 Ÿ NX GDocument71 pagesW / 5 Ÿ NX GIslamic Reserch Center (IRC)No ratings yet
- NTSE Odisha Merit ListDocument8 pagesNTSE Odisha Merit ListShrutija SwainNo ratings yet
- Time Series AnalysisDocument24 pagesTime Series AnalysisEzra AhumuzaNo ratings yet
- Career Planning ToolkitDocument15 pagesCareer Planning ToolkitGökçe EkenNo ratings yet
- AmazonDocument2 pagesAmazongoldmine20233No ratings yet
- Business Form Three Term 3 Holiday AssignmentDocument4 pagesBusiness Form Three Term 3 Holiday Assignmentbalozi training InstituteNo ratings yet
- Contemporary Issues On Cash Waqf: A Review of The LiteratureDocument26 pagesContemporary Issues On Cash Waqf: A Review of The LiteratureSharifah NurulhudaNo ratings yet
- Vood 100 200 ConfigDocument118 pagesVood 100 200 ConfigasgariNo ratings yet
- Securitizing SuburbiaDocument105 pagesSecuritizing SuburbiaForeclosure FraudNo ratings yet
- Recereum WhitePaperDocument23 pagesRecereum WhitePaperLord VNo ratings yet
- Service DM Kalibrierung Tab Dienstleistungen enDocument2 pagesService DM Kalibrierung Tab Dienstleistungen enrcnexyNo ratings yet
- Software Development Life Cycle (SDLC) PDFDocument49 pagesSoftware Development Life Cycle (SDLC) PDFSunil KumarNo ratings yet
- Eu-R SAA ULDocument86 pagesEu-R SAA ULCarlos Alberto de Andrade Freitas JuniorNo ratings yet
- Fall Background PowerPoint Template by SlideWinDocument29 pagesFall Background PowerPoint Template by SlideWinHoàng Thùy DươngNo ratings yet
- Mec 422 Lecture 4Document37 pagesMec 422 Lecture 4Zhen LinNo ratings yet
- (Download PDF) Business Psychology and Organizational Behaviour 6Th Edition Eugene Mckenna Online Ebook All Chapter PDFDocument42 pages(Download PDF) Business Psychology and Organizational Behaviour 6Th Edition Eugene Mckenna Online Ebook All Chapter PDFkurt.holland582100% (13)
- BL en BlancoDocument1 pageBL en Blancoana bejaranoNo ratings yet
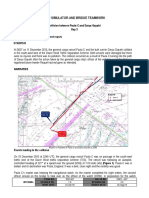
- RDF 027 SSBT Activity Plan Day 3 (Collision Between Paula C and Darya Gayatri) Rev 2.0Document9 pagesRDF 027 SSBT Activity Plan Day 3 (Collision Between Paula C and Darya Gayatri) Rev 2.0Kris TinaNo ratings yet
- Part List 2630.180 - 2640.180Document20 pagesPart List 2630.180 - 2640.180Otoniel Cardenas100% (1)
- Recommended Books For RBI Grade B Exam With Bonus Online MaterialDocument15 pagesRecommended Books For RBI Grade B Exam With Bonus Online MaterialrahulNo ratings yet
- Software S2 2014 2015Document34 pagesSoftware S2 2014 2015bobolalNo ratings yet
- Ha H. Change Management For SustainabilityDocument172 pagesHa H. Change Management For SustainabilitySentinelNo ratings yet
- Cere Voice Cloud GuideDocument29 pagesCere Voice Cloud GuideSajan JoseNo ratings yet
- VD - Part 03 - Body DesignDocument49 pagesVD - Part 03 - Body DesignEmre DemiralpNo ratings yet
- Brio125-3: Spare Parts CatalogueDocument56 pagesBrio125-3: Spare Parts CatalogueRomanos St.No ratings yet
- Product Data: 220 VA Power Amplifier - Type 2707Document6 pagesProduct Data: 220 VA Power Amplifier - Type 2707jhon vargasNo ratings yet





















































































Download as doc, pdf, or txt
You might also like
- Batching Plant Method Statement PDFDocument4 pagesBatching Plant Method Statement PDFStraus Waseem67% (3)
- Sale and Purchase Contract of Indonesian Bauxite: The SellerDocument13 pagesSale and Purchase Contract of Indonesian Bauxite: The SellerRadhitya Adzan Hidayah67% (3)
- Method Statement For Pile Cap ConcretingDocument8 pagesMethod Statement For Pile Cap ConcretingArifur Rahman Apu100% (7)
- Stanley Gibbons 'Commonwealth & British Empire Stamp Catalogue 2007' Report and Market UpdateDocument12 pagesStanley Gibbons 'Commonwealth & British Empire Stamp Catalogue 2007' Report and Market Updatepeter smith100% (1)
- Awg-9 Apg-71 Ba0595Document7 pagesAwg-9 Apg-71 Ba0595spacenavy90No ratings yet
- prEN 6115Document15 pagesprEN 6115malotNo ratings yet
- Generic Lifting PlanDocument4 pagesGeneric Lifting Planayman coreNo ratings yet
- Risk Assessment Sand BlastingDocument7 pagesRisk Assessment Sand BlastingRohit Singh100% (8)
- Amalgamation Summary NotesDocument10 pagesAmalgamation Summary NotesAvinash RoyNo ratings yet
- Maeda-Onaka, Joint Venture: Generic Lifting PlanDocument4 pagesMaeda-Onaka, Joint Venture: Generic Lifting PlanJaycee Pagador100% (2)
- A&C 29 To RVNL Std. SpecificationsDocument12 pagesA&C 29 To RVNL Std. SpecificationsRVNL GoaNo ratings yet
- Logistics Handbook Version 2-CompressedDocument53 pagesLogistics Handbook Version 2-CompressedArockia LiboriousNo ratings yet
- Terms and Conditions-Coal Sales Big-Man Hartogshoop CollieriesDocument5 pagesTerms and Conditions-Coal Sales Big-Man Hartogshoop CollieriesFrancois GreeffNo ratings yet
- Work Method Statement Utility BlockDocument13 pagesWork Method Statement Utility BlockCICON EngineersNo ratings yet
- Adv AccountsDocument33 pagesAdv AccountsUday TomarNo ratings yet
- Rawmaterials Inward ProcessDocument12 pagesRawmaterials Inward ProcessKrushna MishraNo ratings yet
- How To Handle Dented UnitDocument1 pageHow To Handle Dented UnitErna CgullNo ratings yet
- Terms and Conditions-17 April 2020Document5 pagesTerms and Conditions-17 April 2020Francois GreeffNo ratings yet
- Batching of Concrete Method StatementDocument4 pagesBatching of Concrete Method Statementmechajay2002100% (1)
- Batching of Concrete Method StatementDocument4 pagesBatching of Concrete Method StatementRamesh AVS HRNo ratings yet
- Squizeer Machine: Presented by-Ar-Rafi HridayDocument11 pagesSquizeer Machine: Presented by-Ar-Rafi HridayAr Rafi HridayNo ratings yet
- 1) Work Method Statement PilecapDocument3 pages1) Work Method Statement Pilecaphks1209No ratings yet
- Cmo 39 91Document31 pagesCmo 39 91Lyka KrishaNo ratings yet
- Terms and Conditions-24 November 2020Document6 pagesTerms and Conditions-24 November 2020Francois GreeffNo ratings yet
- Bunker Quality Disputes Part 2: Legal and Claims Handling ConsiderationsDocument12 pagesBunker Quality Disputes Part 2: Legal and Claims Handling ConsiderationsNicholas KoutsouvanosNo ratings yet
- Receipt of Batch From Production To Packing DepartmentDocument1 pageReceipt of Batch From Production To Packing DepartmentsaurabhNo ratings yet
- BQS Services BrochureDocument4 pagesBQS Services BrochureAngel JuniorNo ratings yet
- Terms and Conditions-17 July 2020Document6 pagesTerms and Conditions-17 July 2020Francois GreeffNo ratings yet
- FM Material Spillages RecoveryDocument2 pagesFM Material Spillages RecoveryErick RoqueNo ratings yet
- Shell Petroleum Development Company of Nigeria: Work Method Statement For Continuous Flight Auger (Cfa) PilingDocument3 pagesShell Petroleum Development Company of Nigeria: Work Method Statement For Continuous Flight Auger (Cfa) PilingFaremi Oluwaseun BabatundeNo ratings yet
- TASK - Clinker - Loading - in - RakeDocument2 pagesTASK - Clinker - Loading - in - Rakesaji kumarNo ratings yet
- Shoulder ConstructionDocument3 pagesShoulder ConstructionAmila Priyadarshana Dissanayake100% (1)
- Chapter 2 - Incoterms 2020Document15 pagesChapter 2 - Incoterms 2020Nguyễn CristianNo ratings yet
- Cmo 39-91Document28 pagesCmo 39-91Arcel PalañaNo ratings yet
- Cotton Lycra (Spandex) Knitted WearsDocument5 pagesCotton Lycra (Spandex) Knitted WearsbharatNo ratings yet
- JSA Fuel Transfer From Tug Boat To BargeDocument2 pagesJSA Fuel Transfer From Tug Boat To BargeRyanNo ratings yet
- MSC Namibia - Revised Charcoal Procedure - 03.07.2023Document10 pagesMSC Namibia - Revised Charcoal Procedure - 03.07.2023Omar NazierNo ratings yet
- Method Statement: Alila Resort Project, MaldivesDocument5 pagesMethod Statement: Alila Resort Project, MaldivesaruanNo ratings yet
- Apdian Nenijun Project Scope StatementDocument3 pagesApdian Nenijun Project Scope StatementJUANNo ratings yet
- Tailoring Section SOPDocument5 pagesTailoring Section SOPshahid154205No ratings yet
- MST-Excavation, Backfilling and Compaction For Utility LinesDocument5 pagesMST-Excavation, Backfilling and Compaction For Utility LinesAnonymous a3K3Wg100% (1)
- DG Circular Cyber Risk ManagementDocument3 pagesDG Circular Cyber Risk ManagementishaqNo ratings yet
- Q01a-Questions Q01 OnlyDocument6 pagesQ01a-Questions Q01 Onlyr08a16No ratings yet
- Compliance Risk Assessment (Sub Vendor)Document11 pagesCompliance Risk Assessment (Sub Vendor)Urjit KaviNo ratings yet
- SOP For Manual Loading of Ore - 19Document7 pagesSOP For Manual Loading of Ore - 19syed aquibNo ratings yet
- Petitioner Vs Vs Respondent: Third DivisionDocument15 pagesPetitioner Vs Vs Respondent: Third DivisionLorenzo CzarNo ratings yet
- 4-Courier (Dispatcher) Assigns The Job To One Driver Through Driver App, and Send Confirmation Message To Shipper AppDocument1 page4-Courier (Dispatcher) Assigns The Job To One Driver Through Driver App, and Send Confirmation Message To Shipper AppAhmed FaroukNo ratings yet
- TS1.9 Atividades de TransporteDocument24 pagesTS1.9 Atividades de Transportegianne.marinNo ratings yet
- Risk Assessment - CableDocument6 pagesRisk Assessment - Cablemohamad hafiz0% (2)
- Audit - RTP - n20Document33 pagesAudit - RTP - n20AngiNo ratings yet
- Cobbler Section Audit Programme - Oct 2023Document5 pagesCobbler Section Audit Programme - Oct 2023Tendai MadziwaNo ratings yet
- SCH B Rev 1 PL Repairs 24'' 5 KM Rev 02Document9 pagesSCH B Rev 1 PL Repairs 24'' 5 KM Rev 02Jabel Oil Services Technical DPTNo ratings yet
- SOP Hazira Rail TerminalDocument8 pagesSOP Hazira Rail TerminalBhawesh KumarNo ratings yet
- Better Cotton Chain of Custody Guidelines 2018 v1.3Document24 pagesBetter Cotton Chain of Custody Guidelines 2018 v1.3Max SmokeNo ratings yet
- Part Ii: Invitation of Bids: Pounerps5OmmDocument8 pagesPart Ii: Invitation of Bids: Pounerps5OmmAshish AgarwalNo ratings yet
- Computation Day 1Document4 pagesComputation Day 1RBT BoysNo ratings yet
- Material Handling - Incoming & OutgoingDocument6 pagesMaterial Handling - Incoming & OutgoingPravin Balasaheb GunjalNo ratings yet
- AK-74 - 20 Deep FreezerDocument4 pagesAK-74 - 20 Deep Freezervenky raoNo ratings yet
- PS 5.48 Protection of Shoulders and Slopes Cement Stabilized Aggregate Capping LayerDocument2 pagesPS 5.48 Protection of Shoulders and Slopes Cement Stabilized Aggregate Capping LayerBilalNo ratings yet
- Incoming Quality Assurance (IQA) : Completed Learning ObjectivesDocument8 pagesIncoming Quality Assurance (IQA) : Completed Learning ObjectivestharakadesilvaNo ratings yet
- Abhiyas 1Document21 pagesAbhiyas 1pooja bhatiNo ratings yet
- Vision, Mission, School Map and History of OLRADocument4 pagesVision, Mission, School Map and History of OLRAJowel Mercado RespicioNo ratings yet
- W / 5 Ÿ NX GDocument71 pagesW / 5 Ÿ NX GIslamic Reserch Center (IRC)No ratings yet
- NTSE Odisha Merit ListDocument8 pagesNTSE Odisha Merit ListShrutija SwainNo ratings yet
- Time Series AnalysisDocument24 pagesTime Series AnalysisEzra AhumuzaNo ratings yet
- Career Planning ToolkitDocument15 pagesCareer Planning ToolkitGökçe EkenNo ratings yet
- AmazonDocument2 pagesAmazongoldmine20233No ratings yet
- Business Form Three Term 3 Holiday AssignmentDocument4 pagesBusiness Form Three Term 3 Holiday Assignmentbalozi training InstituteNo ratings yet
- Contemporary Issues On Cash Waqf: A Review of The LiteratureDocument26 pagesContemporary Issues On Cash Waqf: A Review of The LiteratureSharifah NurulhudaNo ratings yet
- Vood 100 200 ConfigDocument118 pagesVood 100 200 ConfigasgariNo ratings yet
- Securitizing SuburbiaDocument105 pagesSecuritizing SuburbiaForeclosure FraudNo ratings yet
- Recereum WhitePaperDocument23 pagesRecereum WhitePaperLord VNo ratings yet
- Service DM Kalibrierung Tab Dienstleistungen enDocument2 pagesService DM Kalibrierung Tab Dienstleistungen enrcnexyNo ratings yet
- Software Development Life Cycle (SDLC) PDFDocument49 pagesSoftware Development Life Cycle (SDLC) PDFSunil KumarNo ratings yet
- Eu-R SAA ULDocument86 pagesEu-R SAA ULCarlos Alberto de Andrade Freitas JuniorNo ratings yet
- Fall Background PowerPoint Template by SlideWinDocument29 pagesFall Background PowerPoint Template by SlideWinHoàng Thùy DươngNo ratings yet
- Mec 422 Lecture 4Document37 pagesMec 422 Lecture 4Zhen LinNo ratings yet
- (Download PDF) Business Psychology and Organizational Behaviour 6Th Edition Eugene Mckenna Online Ebook All Chapter PDFDocument42 pages(Download PDF) Business Psychology and Organizational Behaviour 6Th Edition Eugene Mckenna Online Ebook All Chapter PDFkurt.holland582100% (13)
- BL en BlancoDocument1 pageBL en Blancoana bejaranoNo ratings yet
- RDF 027 SSBT Activity Plan Day 3 (Collision Between Paula C and Darya Gayatri) Rev 2.0Document9 pagesRDF 027 SSBT Activity Plan Day 3 (Collision Between Paula C and Darya Gayatri) Rev 2.0Kris TinaNo ratings yet
- Part List 2630.180 - 2640.180Document20 pagesPart List 2630.180 - 2640.180Otoniel Cardenas100% (1)
- Recommended Books For RBI Grade B Exam With Bonus Online MaterialDocument15 pagesRecommended Books For RBI Grade B Exam With Bonus Online MaterialrahulNo ratings yet
- Software S2 2014 2015Document34 pagesSoftware S2 2014 2015bobolalNo ratings yet
- Ha H. Change Management For SustainabilityDocument172 pagesHa H. Change Management For SustainabilitySentinelNo ratings yet
- Cere Voice Cloud GuideDocument29 pagesCere Voice Cloud GuideSajan JoseNo ratings yet
- VD - Part 03 - Body DesignDocument49 pagesVD - Part 03 - Body DesignEmre DemiralpNo ratings yet
- Brio125-3: Spare Parts CatalogueDocument56 pagesBrio125-3: Spare Parts CatalogueRomanos St.No ratings yet
- Product Data: 220 VA Power Amplifier - Type 2707Document6 pagesProduct Data: 220 VA Power Amplifier - Type 2707jhon vargasNo ratings yet