Download as pdf or txt
You might also like
- Genesis Coupe 2.0TDocument76 pagesGenesis Coupe 2.0TJorge DoctorovichNo ratings yet
- Arc Welding - Basic Steps ReadingDocument12 pagesArc Welding - Basic Steps Readingaddayesudas100% (1)
- Welding Lab Report. Part 1Document6 pagesWelding Lab Report. Part 1Ayuub Abdi Mahamed100% (2)
- Keje Welding DaamDocument12 pagesKeje Welding Daamdzuko shamNo ratings yet
- Set-Up Welding EquipmentsDocument37 pagesSet-Up Welding EquipmentsEvan Jared L. GalvezNo ratings yet
- Arc Wandering Arc Blow Back Step WeldingDocument4 pagesArc Wandering Arc Blow Back Step WeldingJoseph PeterNo ratings yet
- Lec 11Document28 pagesLec 11Navneet KumarNo ratings yet
- Welding Shop Manual 27112020Document12 pagesWelding Shop Manual 27112020Jeevan MandalaNo ratings yet
- Welding ShopDocument7 pagesWelding Shopkartik guptaNo ratings yet
- Wa0000Document10 pagesWa0000rahulk508257No ratings yet
- Chap 9-SMAW Beads Fillet WeldsDocument47 pagesChap 9-SMAW Beads Fillet WeldsSally Java SenayoNo ratings yet
- Arc Welding ReportDocument6 pagesArc Welding ReportYe Chonn100% (6)
- Arc Welding ProjectDocument11 pagesArc Welding ProjectLeahNo ratings yet
- Essential Variables of SmawDocument7 pagesEssential Variables of SmawAbdallah Mansour100% (6)
- Shield Metal Arc WeldingDocument4 pagesShield Metal Arc Weldingகோகுல் இராNo ratings yet
- Lab Report 2..weldingDocument7 pagesLab Report 2..weldingUsman Saeed Kiani100% (1)
- Principles in Shielded Metal Arc Welding (SMAWDocument22 pagesPrinciples in Shielded Metal Arc Welding (SMAWMichael Angelo ChuaNo ratings yet
- Arc Blow LogoDocument3 pagesArc Blow Logoأحمد حسنNo ratings yet
- 3-Gas Metal Arc Welding (GMAW)Document13 pages3-Gas Metal Arc Welding (GMAW)abastosuaptNo ratings yet
- Chapter 2 Arc WeldingDocument39 pagesChapter 2 Arc WeldingAbie RexoMen0% (1)
- Welding Techniques and ProcedureDocument11 pagesWelding Techniques and ProcedureDominic Apollo RoblesNo ratings yet
- Lec 7Document28 pagesLec 7Omar AssalNo ratings yet
- Lab Report Welding (SMAW) - FizaDocument13 pagesLab Report Welding (SMAW) - FizaCheng Yee71% (7)
- Striking ArcDocument96 pagesStriking ArcJohn Wilner DirectoNo ratings yet
- Metal Joining CH 1 GDocument20 pagesMetal Joining CH 1 Gወይኩን ፍቃድከNo ratings yet
- Ddugky Welding Lab ManualDocument15 pagesDdugky Welding Lab ManualprakashNo ratings yet
- Materials Joining Homework 4Document6 pagesMaterials Joining Homework 4Odb IndNo ratings yet
- ARC BLOW - PDF Version 1Document3 pagesARC BLOW - PDF Version 1saurabh shuklaNo ratings yet
- Resistance WeldingDocument45 pagesResistance WeldingAntony SiregarNo ratings yet
- CH 2Document133 pagesCH 2hailayNo ratings yet
- Welding & Joining ProcessesDocument5 pagesWelding & Joining ProcessesKetan TiwariNo ratings yet
- (Kashif Hasnain) - Lab Report # 1 - SMAW WeldingDocument4 pages(Kashif Hasnain) - Lab Report # 1 - SMAW WeldingAbrar HassanNo ratings yet
- WELDINGDocument8 pagesWELDINGManibhusan MohapatroNo ratings yet
- Welding: Edge PreparationsDocument8 pagesWelding: Edge PreparationsManibhusanNo ratings yet
- UeetDocument21 pagesUeetIts FickNo ratings yet
- What Is Arc Blow and How Do You Prevent It?Document2 pagesWhat Is Arc Blow and How Do You Prevent It?amalhaj2013No ratings yet
- Resistance Welding Qs and AsDocument7 pagesResistance Welding Qs and AssoliddreamsNo ratings yet
- Submerge Arc WeldingDocument7 pagesSubmerge Arc WeldingUsman Saeed KianiNo ratings yet
- Specific Welding DetalsDocument17 pagesSpecific Welding DetalsradiantsteelNo ratings yet
- SMAWDocument8 pagesSMAWmostafaNo ratings yet
- Information Sheet 8.2.1 Striking An ArcDocument4 pagesInformation Sheet 8.2.1 Striking An ArcJerryson CabriasNo ratings yet
- Welding DictionaryDocument19 pagesWelding DictionarydrexNo ratings yet
- Principle of WeldingDocument9 pagesPrinciple of WeldingCarolina Acibar AcquiatNo ratings yet
- Unit 2 PDFDocument21 pagesUnit 2 PDFravikumarsharma2412No ratings yet
- TVL SMAW11 Q2 M2 ModifiedDocument9 pagesTVL SMAW11 Q2 M2 ModifiedJennylynNo ratings yet
- Chapter-4 Principle of Selected Joining and Assembling Process A Brief History of WeldingDocument12 pagesChapter-4 Principle of Selected Joining and Assembling Process A Brief History of WeldingFira tubeNo ratings yet
- Q1, Module 1, Lesson1Document9 pagesQ1, Module 1, Lesson1Jerome A. GomezNo ratings yet
- CH 48Document32 pagesCH 48islammonirNo ratings yet
- Effects of Welding Parameters in Shield Metal Arc WeldingDocument37 pagesEffects of Welding Parameters in Shield Metal Arc Weldingsantosh kumarNo ratings yet
- National Institute of Textile Engineering and Research (NITER)Document6 pagesNational Institute of Textile Engineering and Research (NITER)shahadat hossainNo ratings yet
- FMP 221 Lecture 10 and 11Document44 pagesFMP 221 Lecture 10 and 11SarojKumarSinghNo ratings yet
- 4-GAS TUNGSTEN ARC WELDING (GTAW) and PLASMA Arc WeldingDocument19 pages4-GAS TUNGSTEN ARC WELDING (GTAW) and PLASMA Arc WeldingabastosuaptNo ratings yet
- SMAW Welding Section 8 Unit 26Document45 pagesSMAW Welding Section 8 Unit 26Ari WidyantoNo ratings yet
- Manual Metal Arc Welding (MMAW)Document11 pagesManual Metal Arc Welding (MMAW)Robert MfugaleNo ratings yet
- Welding: IntrdutionDocument10 pagesWelding: IntrdutionJoseph George KonnullyNo ratings yet
- INTRODUCTION TO WELDING (Mod 1) EditedDocument15 pagesINTRODUCTION TO WELDING (Mod 1) EditedFranzon MelecioNo ratings yet
- Welding Manual - B TechDocument28 pagesWelding Manual - B TechAditya UNo ratings yet
- MCW Arc WeldingDocument28 pagesMCW Arc WeldingNeelove SharmaNo ratings yet
- Experiment No.: - Effect of Change of Welding Parameters On Weld Quality AimDocument3 pagesExperiment No.: - Effect of Change of Welding Parameters On Weld Quality AimVandan GundaleNo ratings yet
- Welding Terminology: A Guide to MIG, TIG, Stick, Gas, and Spot Welding TermsFrom EverandWelding Terminology: A Guide to MIG, TIG, Stick, Gas, and Spot Welding TermsNo ratings yet
- UNIT8 Libro de InglesDocument8 pagesUNIT8 Libro de InglesDominic SantiagoNo ratings yet
- CRDMGT Assignment 2 Angul PowerDocument8 pagesCRDMGT Assignment 2 Angul PowerAshish KumarNo ratings yet
- 2022-03 BS-Catalog MFDocument4 pages2022-03 BS-Catalog MFMythic GloryNo ratings yet
- Literature Review On Adiabatic Internal Combustion EngineDocument8 pagesLiterature Review On Adiabatic Internal Combustion Engineea428adhNo ratings yet
- Tkis Elt 8353 LD 00008 - 000 - 00Document1 pageTkis Elt 8353 LD 00008 - 000 - 00Muhammed Abo-FandoodNo ratings yet
- Compressible Flow Through Nozzles and Diffusers: V DT V D V VDocument14 pagesCompressible Flow Through Nozzles and Diffusers: V DT V D V VCamilo SantacruzNo ratings yet
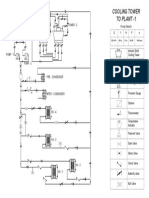
- Cooling Tower To Plant 1Document1 pageCooling Tower To Plant 1Talha BaigNo ratings yet
- Bornemann enDocument8 pagesBornemann enSilvano MontañoNo ratings yet
- STS Answer KeyDocument4 pagesSTS Answer KeyAngelie JalandoniNo ratings yet
- Coca-Cola Bottling in Rajasthan, India: Tragedy of The CommonsDocument16 pagesCoca-Cola Bottling in Rajasthan, India: Tragedy of The Commonsmuhammad harisNo ratings yet
- SST Pac 5000 Steam Turbine Package Interactive PresentationDocument6 pagesSST Pac 5000 Steam Turbine Package Interactive PresentationNguyễn Trung HiếuNo ratings yet
- 51 Electrical Engineering Interview Questions Answers GuideDocument20 pages51 Electrical Engineering Interview Questions Answers GuideAishwaryaNo ratings yet
- Harvesting Handbook Part 1Document105 pagesHarvesting Handbook Part 1JeanPhilipNo ratings yet
- Belimo SMD230A Datasheet En-GbDocument4 pagesBelimo SMD230A Datasheet En-GbstelioskoNo ratings yet
- REV3 - VER3 - Functional DescriptionDocument47 pagesREV3 - VER3 - Functional DescriptionalanfbventuraNo ratings yet
- Detailed StatementDocument19 pagesDetailed StatementDinesh GnanamoorthyNo ratings yet
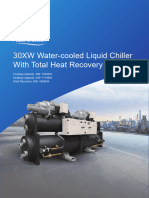
- 30XW Heat ChillerDocument16 pages30XW Heat Chillernicolas16santaNo ratings yet
- Vantage BrochureDocument72 pagesVantage Brochure谭伟明No ratings yet
- EHV - Grounding TransformerDocument23 pagesEHV - Grounding Transformerm kh100% (1)
- DB Chiller ManualDocument94 pagesDB Chiller ManualoliveroliNo ratings yet
- Dom - Flex - Flat List Price W.E.F. 01.02.2023Document7 pagesDom - Flex - Flat List Price W.E.F. 01.02.2023SATISH GOENKANo ratings yet
- Training H200 TempereDocument33 pagesTraining H200 TempererolandNo ratings yet
- BIAR 7 1 Peter D.CAMERONDocument31 pagesBIAR 7 1 Peter D.CAMERONIbrahim SalahudinNo ratings yet
- 40001a-Service Manual SupplementDocument77 pages40001a-Service Manual Supplement003086No ratings yet
- Seasons Why Do We Have ThemDocument4 pagesSeasons Why Do We Have ThemJesse WidderNo ratings yet
- CLM Bref 0510Document495 pagesCLM Bref 0510Hamada Shoukry MohammedNo ratings yet
- SOP For Deaerator Safety Valve FloatingDocument3 pagesSOP For Deaerator Safety Valve FloatingSAKTHIVEL MNo ratings yet
- Line Sizing Calculation For Liquide ServiceDocument30 pagesLine Sizing Calculation For Liquide ServiceLorenzoNo ratings yet
- FMDS0281Document56 pagesFMDS0281HữuĐầuĐấtNo ratings yet