Download as pdf or txt
You might also like
- Learning Objectives: 3.1 Basic Weld JointsDocument15 pagesLearning Objectives: 3.1 Basic Weld Jointsramabhpl100% (1)
- Off-Road Welding: Advanced Techniques on How to Become a True Off-Road WelderFrom EverandOff-Road Welding: Advanced Techniques on How to Become a True Off-Road WelderRating: 5 out of 5 stars5/5 (2)
- Commercial Steel Estimating: A Comprehensive Guide to Mastering the BasicsFrom EverandCommercial Steel Estimating: A Comprehensive Guide to Mastering the BasicsNo ratings yet
- Busbar Sizing For 50ka For 1 SecDocument1 pageBusbar Sizing For 50ka For 1 SecAnagha Deb100% (6)
- Electrical SteelDocument3 pagesElectrical SteelAshay NarvekarNo ratings yet
- Interpretation of Metal Fab Drawings 1593030189Document104 pagesInterpretation of Metal Fab Drawings 1593030189andresNo ratings yet
- 2 Marks MDDocument19 pages2 Marks MDsathiaNo ratings yet
- Welding: Types of Joints and Weld SymbolDocument54 pagesWelding: Types of Joints and Weld Symbolshahaljawaie87100% (1)
- Welding SymbolsDocument9 pagesWelding SymbolsultraspeedNo ratings yet
- Design of Welded Connections: Submitted To Prof. Berlanty Iskander byDocument17 pagesDesign of Welded Connections: Submitted To Prof. Berlanty Iskander byاحمد حمديNo ratings yet
- Handbook of Comparative World Steel StandardsDocument15 pagesHandbook of Comparative World Steel StandardsDragan MiladinovicNo ratings yet
- Welding JointsDocument7 pagesWelding JointsThabiso MmesoNo ratings yet
- Welding Symbol and Its PositionDocument12 pagesWelding Symbol and Its PositionKrishna PatelNo ratings yet
- Chapter 5 - Welded Connections: A Beginner's Guide To The Steel Construction Manual, 13 Ed. (Old)Document5 pagesChapter 5 - Welded Connections: A Beginner's Guide To The Steel Construction Manual, 13 Ed. (Old)AngelTinocoNo ratings yet
- Chapter 7Document11 pagesChapter 7lhorenelNo ratings yet
- Teknologi Dan Rekayasa: Principles of WeldingDocument23 pagesTeknologi Dan Rekayasa: Principles of WeldingcfcshakerNo ratings yet
- Technical Interview Questions For Fresher Mechanical Design EngineersDocument12 pagesTechnical Interview Questions For Fresher Mechanical Design EngineersRavisatya DasamNo ratings yet
- Lecture 3: Parts of Weld Joints and Welding SymbolDocument41 pagesLecture 3: Parts of Weld Joints and Welding SymbolNavneet KumarNo ratings yet
- Weld SymbolsDocument5 pagesWeld SymbolsArya KamiNo ratings yet
- Ex. No Date Name of The Experiment Mark No Staff SignatureDocument35 pagesEx. No Date Name of The Experiment Mark No Staff SignaturesivagamipalaniNo ratings yet
- How To Read Welding Symbols1Document9 pagesHow To Read Welding Symbols1Ένκινουαν Κόγκ ΑδάμουNo ratings yet
- 03Lecture4A-Design For WeldingDocument56 pages03Lecture4A-Design For Weldingmadanmohan_025No ratings yet
- Sheet MetalDocument4 pagesSheet MetalLokesh BasappaNo ratings yet
- Miller - Joint Design and Weld TypeDocument8 pagesMiller - Joint Design and Weld Typed_beachboyzNo ratings yet
- PDFDocument15 pagesPDFMatthew HaleNo ratings yet
- 6-Welding Symbols - KashyapDocument32 pages6-Welding Symbols - Kashyapabhinay soni100% (1)
- 28 Welded Joints-2Document10 pages28 Welded Joints-2Shaina MusaNo ratings yet
- Wa0007.Document79 pagesWa0007.yashNo ratings yet
- 03 (B01) - Basic Welding Symbols PDFDocument8 pages03 (B01) - Basic Welding Symbols PDFsameertamboliNo ratings yet
- Elements of Machine DesignDocument19 pagesElements of Machine DesignPratik JadhavNo ratings yet
- AWT Lecture NotesDocument143 pagesAWT Lecture Noteschandra mouliNo ratings yet
- Chapter 4 (Sheet Metal Fabrication) With VideoDocument71 pagesChapter 4 (Sheet Metal Fabrication) With VideoSamrat BhattaraiNo ratings yet
- AWS Welding Symbols OkDocument9 pagesAWS Welding Symbols OkJSG GroupNo ratings yet
- Welding SymbolsDocument26 pagesWelding Symbolssamy7354No ratings yet
- Teknologi Dan Rekayasa: Principles of WeldingDocument23 pagesTeknologi Dan Rekayasa: Principles of WeldingBouzaida MaherNo ratings yet
- Welding PositionDocument6 pagesWelding Positionenels77No ratings yet
- Weld Joints TypeDocument6 pagesWeld Joints TypeJerry ZhangNo ratings yet
- Welded ConnectionsDocument15 pagesWelded ConnectionsMax MillianNo ratings yet
- Smaw-12 Q1 Week5-6Document9 pagesSmaw-12 Q1 Week5-6Normina ibrahimNo ratings yet
- Welding Drawings 1Document18 pagesWelding Drawings 1muh2006No ratings yet
- Lesson 1. Type of JointDocument4 pagesLesson 1. Type of JointElla MaeNo ratings yet
- Welding SymbolsDocument8 pagesWelding SymbolsdsbintaroNo ratings yet
- Sheet Metal in More DetailDocument6 pagesSheet Metal in More DetailAmmar LakmusNo ratings yet
- Study 001 PDFDocument6 pagesStudy 001 PDFAnonymous bAoFyANo ratings yet
- Welding Joint Design and Welding SymbolsDocument67 pagesWelding Joint Design and Welding SymbolsAdhanom G.No ratings yet
- Welding Symbols - An Introduction To Reading DrawingsDocument6 pagesWelding Symbols - An Introduction To Reading DrawingsBolarinwaNo ratings yet
- Manufaktur Penyambungan Dan PembentukanDocument25 pagesManufaktur Penyambungan Dan PembentukanKevinNo ratings yet
- Weld Symbols PDFDocument2 pagesWeld Symbols PDFSwagat MohapatraNo ratings yet
- Classic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersFrom EverandClassic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersRating: 3.5 out of 5 stars3.5/5 (2)
- Which Process?: A Guide to the Selection of Welding and Related ProcessesFrom EverandWhich Process?: A Guide to the Selection of Welding and Related ProcessesNo ratings yet
- Welding Terminology: A Guide to MIG, TIG, Stick, Gas, and Spot Welding TermsFrom EverandWelding Terminology: A Guide to MIG, TIG, Stick, Gas, and Spot Welding TermsNo ratings yet
- The Art of Sculpture Welding: From Concept to CreationFrom EverandThe Art of Sculpture Welding: From Concept to CreationNo ratings yet
- Home Instruction for Sheet Metal Workers - Based on a Series of Articles Originally Published in 'Metal Worker, Plumber and Steam Fitter'From EverandHome Instruction for Sheet Metal Workers - Based on a Series of Articles Originally Published in 'Metal Worker, Plumber and Steam Fitter'No ratings yet
- DeZURIK Valve Selection GuideDocument18 pagesDeZURIK Valve Selection GuideJosé Manuel GonzálezNo ratings yet
- Ti3775b Instrument Material Selection GuideDocument12 pagesTi3775b Instrument Material Selection Guideyazidrasid100% (1)
- Armaflex Insulation + Fire Rated DuctworkDocument7 pagesArmaflex Insulation + Fire Rated DuctworkGiải Pháp Cơ ĐiệnNo ratings yet
- Coefficient of Friction Reference Table - Engineer's HandbookDocument5 pagesCoefficient of Friction Reference Table - Engineer's HandbookMinhddNo ratings yet
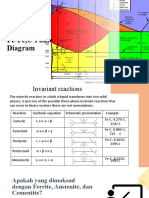
- Fe-Fe3C No VIdeoDocument22 pagesFe-Fe3C No VIdeoAulia HafidzNo ratings yet
- Heat Exchange: Data SheetDocument4 pagesHeat Exchange: Data SheetDirceu ValadaresNo ratings yet
- Bolt Standard BS 3692Document1 pageBolt Standard BS 3692Mai Xuan Truong0% (1)
- Preventing Rusting PDFDocument3 pagesPreventing Rusting PDFJoko SusiloNo ratings yet
- NCL Assistant Foreman: Mechanical EngineeringDocument21 pagesNCL Assistant Foreman: Mechanical EngineeringRajveerNo ratings yet
- Temperature, Low-Sag (HTLS) ConductorsDocument3 pagesTemperature, Low-Sag (HTLS) ConductorsApoorv TalatiNo ratings yet
- 04 Weld Micro Structure 01Document33 pages04 Weld Micro Structure 01Japneet GhaiNo ratings yet
- F681-82 (2014) Standard Practice For Use of Branch ConnectionsDocument5 pagesF681-82 (2014) Standard Practice For Use of Branch ConnectionsCarlos Guillermo Somoza AlvarengaNo ratings yet
- Exothermic Welconnection Rod To RebarDocument7 pagesExothermic Welconnection Rod To RebarBenny HillNo ratings yet
- (Artigo) - Etching Isothermally Treated Steels - G. F. v. VOORTDocument8 pages(Artigo) - Etching Isothermally Treated Steels - G. F. v. VOORTcandongueiroNo ratings yet
- China Steel ShapesDocument11 pagesChina Steel ShapesSatheesNo ratings yet
- Captive Screws Southco.Document35 pagesCaptive Screws Southco.Osvaldo HernandezNo ratings yet
- Modern Steelmaking Processes: Topics To DiscussDocument10 pagesModern Steelmaking Processes: Topics To DiscussMir RafsanNo ratings yet
- B.tds Rust BulletDocument1 pageB.tds Rust BulletrriyandiNo ratings yet
- Solutions Ch20Document12 pagesSolutions Ch20Joyce Casiano100% (2)
- Sae Ams S 13165Document27 pagesSae Ams S 13165sabrunoNo ratings yet
- EssayDocument2 pagesEssayJullienneNo ratings yet
- C OCOWOODDocument16 pagesC OCOWOODalfredomota100% (1)
- Asme Section II A Sa-265Document8 pagesAsme Section II A Sa-265Anonymous GhPzn1xNo ratings yet
- 1035 03Document2 pages1035 03Anuj ShahiNo ratings yet
- Is 4771Document12 pagesIs 4771sumedh11septNo ratings yet
- Catalog Chudej 2015 ENDocument76 pagesCatalog Chudej 2015 ENAndrei VasilițaNo ratings yet
- 2 - Wheels and Castors CatalogueDocument116 pages2 - Wheels and Castors CataloguedpquicenoNo ratings yet