Download as pdf or txt
You might also like
- AS 1530.2 (Test For Flamability of Materials)Document13 pagesAS 1530.2 (Test For Flamability of Materials)Ibrahim KNo ratings yet
- 3 End of Chapter3 Problems BULKDocument6 pages3 End of Chapter3 Problems BULKqusayNo ratings yet
- TSM Backup Retention PoliciesDocument4 pagesTSM Backup Retention PoliciesVivek SharmaNo ratings yet
- Bulk Problems PDFDocument5 pagesBulk Problems PDFSatyasankar LgNo ratings yet
- HW1Document3 pagesHW1peer highwayNo ratings yet
- 1011sem1 Me3162 PDFDocument7 pages1011sem1 Me3162 PDFHaridas SridharanNo ratings yet
- 2022-Dec ME-312 53Document2 pages2022-Dec ME-312 53Aakash TiwariNo ratings yet
- Adv - Design of Weldments Seme1 2004Document4 pagesAdv - Design of Weldments Seme1 2004mukesh3021No ratings yet
- HW4Document2 pagesHW4Ashutosh SinghNo ratings yet
- Tutorial 3 Bulk DeformationDocument2 pagesTutorial 3 Bulk DeformationSawai PariharNo ratings yet
- HW 8 Non Traditional Machining Ch26Document2 pagesHW 8 Non Traditional Machining Ch26BobNo ratings yet
- Tutorial-2: Manufacturing Science and Technology-II (ME - 322)Document2 pagesTutorial-2: Manufacturing Science and Technology-II (ME - 322)Deepam ShyamNo ratings yet
- Final Exam Key AnswerDocument6 pagesFinal Exam Key Answergirma worku100% (1)
- Assignment 3Document2 pagesAssignment 3Parth PatelNo ratings yet
- Sheet Metal Working& Powder MetallurgyDocument13 pagesSheet Metal Working& Powder Metallurgyanant709skNo ratings yet
- Mechanics VII - Test 2Document1 pageMechanics VII - Test 2luchogilmourNo ratings yet
- Solving Session 1 Mech422Document2 pagesSolving Session 1 Mech422Ismail Abou ZeidNo ratings yet
- Contoh Soal ForgingDocument3 pagesContoh Soal ForgingAzka ZafranNo ratings yet
- TUTORIALS 1 (1) - MergedDocument23 pagesTUTORIALS 1 (1) - MergedRUGERO KeslyneNo ratings yet
- Quiz Model A Time 30 MinDocument4 pagesQuiz Model A Time 30 MinYahya Abdelhameed AamerNo ratings yet
- Bulk Deformation Processes Solved ProblemsDocument15 pagesBulk Deformation Processes Solved ProblemsOloyede RidwanNo ratings yet
- Assignment 1Document1 pageAssignment 1Abdul RafayNo ratings yet
- Ass#4 - Fall 2017 (Q)Document3 pagesAss#4 - Fall 2017 (Q)Omar BahgatNo ratings yet
- Assignment ProcessDocument2 pagesAssignment ProcessMuhammad Nazmul Hassan KhanNo ratings yet
- Set 2 (Unit 2)Document13 pagesSet 2 (Unit 2)Tare Er Kshitij64% (11)
- Practice Sheet 2Document2 pagesPractice Sheet 2GUNJAN KHULLARNo ratings yet
- Assignment ProblemsDocument3 pagesAssignment ProblemsKaushik SreenivasNo ratings yet
- 114 DM 052017Document2 pages114 DM 052017Ravindra JeeviNo ratings yet
- Practice Sheet 2Document2 pagesPractice Sheet 2Arshpreet SinghNo ratings yet
- Chemical Engineering Design Problems (Undergrad Level)Document10 pagesChemical Engineering Design Problems (Undergrad Level)smeilyNo ratings yet
- Manufacturing Engineering Assignment Thapar UniversityDocument5 pagesManufacturing Engineering Assignment Thapar UniversitySaurav Kumar0% (1)
- Conduct Experiment On Lathe 100Document9 pagesConduct Experiment On Lathe 100balakaleesNo ratings yet
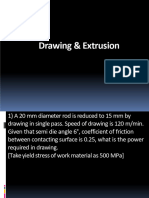
- Drawing & ExtrusionDocument10 pagesDrawing & Extrusionanant709skNo ratings yet
- Assign 7Document2 pagesAssign 7Varun PatidarNo ratings yet
- Assignment 2Document3 pagesAssignment 2154 ahmed ehabNo ratings yet
- 414 TutorialsDocument2 pages414 TutorialsAMOS SIFUNANo ratings yet
- ME 352 - All Problem Class - 14-18 BatchDocument125 pagesME 352 - All Problem Class - 14-18 BatchEntertainment GamingNo ratings yet
- TS 3 2022 MFP1Document2 pagesTS 3 2022 MFP1Goloo yadavNo ratings yet
- TS 3 2022 MFP1Document2 pagesTS 3 2022 MFP1Goloo yadavNo ratings yet
- Open Book, Open Notes, Computers With Internet Off Time: 80 MinutesDocument15 pagesOpen Book, Open Notes, Computers With Internet Off Time: 80 MinutesNatanaelNo ratings yet
- 171 382 1 SM PDFDocument8 pages171 382 1 SM PDFsujayan2005No ratings yet
- Advanced Manufacturing ScienceDocument3 pagesAdvanced Manufacturing Sciencemukesh3021No ratings yet
- Tutorial 0Document2 pagesTutorial 0giftsiphenathi37No ratings yet
- Mech3002y 3 2015 2Document7 pagesMech3002y 3 2015 2Keshav GopaulNo ratings yet
- Jntuworld: Advances in Manufacturing TechnnologyDocument1 pageJntuworld: Advances in Manufacturing TechnnologycomputerstudentNo ratings yet
- Final-Term Examination - First Semester 2018/2019Document3 pagesFinal-Term Examination - First Semester 2018/2019Hossam MohamedNo ratings yet
- HW 5 - Me 406-152 Plus SolutionDocument3 pagesHW 5 - Me 406-152 Plus SolutiontrishNo ratings yet
- Production Test PaperDocument9 pagesProduction Test Paperfaheemhaider21No ratings yet
- MEM103 - Problems Sheet - Mechanical Properties of Materials - Problems Sheet - Mechanical Properties of MaterialsDocument2 pagesMEM103 - Problems Sheet - Mechanical Properties of Materials - Problems Sheet - Mechanical Properties of MaterialsEashurock KnigamNo ratings yet
- ME 303 Study Set PDFDocument44 pagesME 303 Study Set PDFFajar RumantoNo ratings yet
- Examination: Testing of Metallic Materials / SS 2013Document4 pagesExamination: Testing of Metallic Materials / SS 2013Jaymin PatelNo ratings yet
- Dip Brazing: Parts To Be Dip Brazed AreDocument10 pagesDip Brazing: Parts To Be Dip Brazed AreRavin SinghNo ratings yet
- ME 338 Manufacturing Processes II HW#1Document3 pagesME 338 Manufacturing Processes II HW#1jambu99No ratings yet
- Design of Machine ElementsDocument3 pagesDesign of Machine ElementsHariharanAutoNo ratings yet
- Me1302 DmeDocument4 pagesMe1302 DmesumikannuNo ratings yet
- Homework 5 Metal DrawingDocument1 pageHomework 5 Metal DrawingFul RazzNo ratings yet
- SheetDocument3 pagesSheetBarun BeheraNo ratings yet
- MM 361: Advanced Manufacturing: InstructionsDocument3 pagesMM 361: Advanced Manufacturing: InstructionsSimLo Lulumani Ko'osiko Taloanimae'aNo ratings yet
- Subject Exam KIMP APS - DM UE1 Decembre 2018 LangloisDocument10 pagesSubject Exam KIMP APS - DM UE1 Decembre 2018 LangloisAchraf BradaNo ratings yet
- Wire EDM ProcessDocument10 pagesWire EDM Processgargi.gangwar.ecelliitkgpNo ratings yet
- CS2 - Carbon Steel Bars For The Reinforcement of Concrete (1995)Document36 pagesCS2 - Carbon Steel Bars For The Reinforcement of Concrete (1995)don2hmrNo ratings yet
- TCP/IPDocument286 pagesTCP/IPbobdxcool100% (13)
- Mbarara University of Science and Technology MPH 2019Document10 pagesMbarara University of Science and Technology MPH 2019Byaruhanga EmmanuelNo ratings yet
- Operating Instructions/system Description Zener BarriersDocument24 pagesOperating Instructions/system Description Zener BarriersArith KrishnanandanNo ratings yet
- Tendernotice 1Document70 pagesTendernotice 1paulNo ratings yet
- FLAT CurriculumDocument1 pageFLAT CurriculumPunithRossiNo ratings yet
- Head-Up Display Solutions: Boost The Development of Augmented Reality in AutomotiveDocument7 pagesHead-Up Display Solutions: Boost The Development of Augmented Reality in AutomotivessvivekanandhNo ratings yet
- Catalog 40 Spare PartsDocument54 pagesCatalog 40 Spare PartsMiticaVladNo ratings yet
- DC Motor Characteristic-1Document12 pagesDC Motor Characteristic-1Maysara BalakiNo ratings yet
- Claas CROP TIGER 30 Operator's Manual PDFDocument236 pagesClaas CROP TIGER 30 Operator's Manual PDFDmitry83% (6)
- Ventilator Drager Carina PDFDocument4 pagesVentilator Drager Carina PDFlukas adi nugrohoNo ratings yet
- 8-Bit Microcontroller With 12K Bytes Flash AT89S53: FeaturesDocument35 pages8-Bit Microcontroller With 12K Bytes Flash AT89S53: FeaturesOpeolu VictoryNo ratings yet
- Aws D1-4 - 1998 PDFDocument55 pagesAws D1-4 - 1998 PDFJJ Saab100% (1)
- Textile Fashion Study Polyester - Physical and Chemical Properties of PolyesterDocument5 pagesTextile Fashion Study Polyester - Physical and Chemical Properties of PolyesternikNo ratings yet
- NTU BDC '22 Preliminary Round Case DocumentDocument11 pagesNTU BDC '22 Preliminary Round Case Documentmyint phyoNo ratings yet
- Penawaran Harga Mowa@ Astra Honda Motor Office JakartaDocument3 pagesPenawaran Harga Mowa@ Astra Honda Motor Office JakartaYulianto EkoNo ratings yet
- Principles of Flight: Presented by Group - 1Document32 pagesPrinciples of Flight: Presented by Group - 1Anonymous VKv75qe98No ratings yet
- Barcode 128Document17 pagesBarcode 128BOEING21No ratings yet
- Arku Leveling Methods - ENDocument3 pagesArku Leveling Methods - ENjnrvilhenaNo ratings yet
- Investigating Mechanical Properties of Animal Bone Powder Partially Replaced Cement in Concrete ProductionDocument14 pagesInvestigating Mechanical Properties of Animal Bone Powder Partially Replaced Cement in Concrete ProductionManuNo ratings yet
- Project Report PDFDocument41 pagesProject Report PDFBhumika MakwanaNo ratings yet
- Hyd 509Document64 pagesHyd 509Bhaskar ReddyNo ratings yet
- Lecture 2a - Geological-Engineering-Practice-I-Rock-Engineering-PracticeDocument22 pagesLecture 2a - Geological-Engineering-Practice-I-Rock-Engineering-PracticeQuang NgocNo ratings yet
- DELFIN - DANIOT - Experiment 4. Work, Power, and EfficiencyDocument7 pagesDELFIN - DANIOT - Experiment 4. Work, Power, and EfficiencyMa. Leila Janelle DelfinNo ratings yet
- Tradesman - Sheet metal-TEDDocument5 pagesTradesman - Sheet metal-TEDDeekshith DileepNo ratings yet
- FiberglassDocument13 pagesFiberglassАліна СумецьNo ratings yet
- CF5092 Talleres de Escoriaza SAU - 379770....Document7 pagesCF5092 Talleres de Escoriaza SAU - 379770....michael magdyNo ratings yet
- Project Brief SummaryDocument19 pagesProject Brief SummaryResearcherNo ratings yet