Download as pdf or txt
You might also like
- NASA TM X Memorandum On Mercury Red Stone Booster Problems 1975069144Document30 pagesNASA TM X Memorandum On Mercury Red Stone Booster Problems 1975069144LohnJittleNo ratings yet
- Man B&W Me EngineDocument20 pagesMan B&W Me EngineSoumyadeep Bhattacharyya100% (7)
- CPR Study Guide 2021: Online CPR Cheat SheetDocument14 pagesCPR Study Guide 2021: Online CPR Cheat SheetHenz Freeman0% (2)
- Dettol Project ReportDocument23 pagesDettol Project Reporturshila bhuyan60% (15)
- Peterbilt Rear Air Suspensions AdjustmentDocument42 pagesPeterbilt Rear Air Suspensions AdjustmentCellblocX83% (6)
- Compressor Rub Verified by Rotating Phase Symtoms PDFDocument6 pagesCompressor Rub Verified by Rotating Phase Symtoms PDFLong Nguyen100% (1)
- Simpson - Boiler Feed Pump Turbine Case StudyDocument11 pagesSimpson - Boiler Feed Pump Turbine Case Studyvinothenergy100% (1)
- Vibration Analysis Gt6 Generator LibyaDocument6 pagesVibration Analysis Gt6 Generator LibyaanilscoobNo ratings yet
- Vibration Analysis Gt6 Generator LibyaDocument6 pagesVibration Analysis Gt6 Generator LibyaRohit GunerkarNo ratings yet
- BHCS34749 Q2 - 2020 - Radial - Rub - Centrifugal - Compressor - R3Document8 pagesBHCS34749 Q2 - 2020 - Radial - Rub - Centrifugal - Compressor - R3Maria Gabriela MalloneyNo ratings yet
- E-The Effect of Hydraulic Forces On TheDocument10 pagesE-The Effect of Hydraulic Forces On TheEng MBNo ratings yet
- Case Study Tuning Out Difficult Torsional Vibration ProblemDocument15 pagesCase Study Tuning Out Difficult Torsional Vibration Problempathakshashank100% (1)
- PA Fan High VibrationsDocument14 pagesPA Fan High VibrationsVIBHAVNo ratings yet
- BAN0007EN12 CS Tabriz 1Document5 pagesBAN0007EN12 CS Tabriz 1Manel MontesinosNo ratings yet
- Q1 2022 NitricAcid Article v3Document11 pagesQ1 2022 NitricAcid Article v3Maria Gabriela MalloneyNo ratings yet
- Value of Cylinder Pressure Measurement For CompressorDocument7 pagesValue of Cylinder Pressure Measurement For CompressorsubrataNo ratings yet
- Electrical Signature Analysis Performed On Vertical Turbine Pump Motors in Municipal ApplicationDocument6 pagesElectrical Signature Analysis Performed On Vertical Turbine Pump Motors in Municipal ApplicationENRIQUENo ratings yet
- Diagnosis of A Recurring Pump Shaft FailureDocument13 pagesDiagnosis of A Recurring Pump Shaft FailureelshafeiNo ratings yet
- Torsional Vibration Case Study Highlights Design ConsiderationsDocument8 pagesTorsional Vibration Case Study Highlights Design ConsiderationsicetesterNo ratings yet
- IMAC XII 12th Int 12-38-6 Vibration Problem Hydro Turbine Generator SetDocument7 pagesIMAC XII 12th Int 12-38-6 Vibration Problem Hydro Turbine Generator SetAnonymous NUn6MESxNo ratings yet
- Centrifugal Compressor Case StudyDocument13 pagesCentrifugal Compressor Case Studybbmoksh100% (1)
- Vibrational Problems of Large Vertical Pumps and Motors by J. E. CorleyDocument8 pagesVibrational Problems of Large Vertical Pumps and Motors by J. E. CorleyjodaobregonNo ratings yet
- Modification in 500MW CBD Line For Proper Boiler Water SamplingDocument54 pagesModification in 500MW CBD Line For Proper Boiler Water SamplingJackSparrow86No ratings yet
- Determining The Root Causes of Subsynchronous Instability Problems in Two Centrifugal CompressorsDocument12 pagesDetermining The Root Causes of Subsynchronous Instability Problems in Two Centrifugal CompressorsSeresdfrtNo ratings yet
- Case Study of Solving Screw Compressor Package VibrationsDocument27 pagesCase Study of Solving Screw Compressor Package Vibrationsdave fowler100% (1)
- Tracing A Vibration Problem Back To Source: November 2003Document11 pagesTracing A Vibration Problem Back To Source: November 2003narayananaliveNo ratings yet
- NACADocument25 pagesNACAEmco MillerNo ratings yet
- CaseStudy IRMC 2013Document12 pagesCaseStudy IRMC 2013Mohamed Bin IerousNo ratings yet
- 161 Axial VibrationDocument21 pages161 Axial Vibrationsatfas100% (1)
- Cooling Tower PerformanceDocument21 pagesCooling Tower PerformanceMayank PalNo ratings yet
- Vent Fan - New - Gb631 Vibration Analysis Rush Report 19 01 18Document2 pagesVent Fan - New - Gb631 Vibration Analysis Rush Report 19 01 18gullipalli srinivasa raoNo ratings yet
- A CASE STUDY ON ROTOR DAMAGE DUE TO ELECTROMAGNETIC SHAFT CURRENTS - Singh PDFDocument13 pagesA CASE STUDY ON ROTOR DAMAGE DUE TO ELECTROMAGNETIC SHAFT CURRENTS - Singh PDFJose PradoNo ratings yet
- ML18057A657Document375 pagesML18057A657Andrew HarmonNo ratings yet
- Centrifugal Compressor Case StudyDocument13 pagesCentrifugal Compressor Case Studysqualljavier612No ratings yet
- Reactor Circulation Pump Bearing Defect: Case History No.16Document1 pageReactor Circulation Pump Bearing Defect: Case History No.16duy ngo thanhNo ratings yet
- V005t15a027 98 GT 361Document7 pagesV005t15a027 98 GT 361IRMANo ratings yet
- Review Rotor BalancingDocument14 pagesReview Rotor BalancingHNo ratings yet
- 3 Q 00 DimondDocument4 pages3 Q 00 Dimondhosein30No ratings yet
- How To Assess The Impact of Post-Buckling Load Redistribution On The Fatigue LifeDocument38 pagesHow To Assess The Impact of Post-Buckling Load Redistribution On The Fatigue LifeyijunjieNo ratings yet
- Circuitos Hcos.Document23 pagesCircuitos Hcos.Ramon PeyegrinNo ratings yet
- Blade Vibratory Stresses in A Multi-Stage Axial-Flow CompressorDocument45 pagesBlade Vibratory Stresses in A Multi-Stage Axial-Flow CompressorMajid SattarNo ratings yet
- US7775328Document8 pagesUS7775328MuMoMaNo ratings yet
- Iaefd: The The TheDocument7 pagesIaefd: The The TheSuhail KhokharNo ratings yet
- Claas Ares 816 826 836 WorkshopDocument1,271 pagesClaas Ares 816 826 836 WorkshopDraganMihajlovNo ratings yet
- Pipe Strain: 50 OrbitDocument11 pagesPipe Strain: 50 Orbitsaadbakhtyar2065No ratings yet
- 46 EB9 CFFD 01Document11 pages46 EB9 CFFD 01agmateoNo ratings yet
- GPF Project: Air Compresor Package Vibration Caculation NoteDocument20 pagesGPF Project: Air Compresor Package Vibration Caculation Noteabraham_imam_muttaqinNo ratings yet
- Soft Sensor Design For Oil Temperature in Distribution Transformer (Type ONAN)Document7 pagesSoft Sensor Design For Oil Temperature in Distribution Transformer (Type ONAN)eriketienNo ratings yet
- Abrasion of The Shaft Supporting The Cam Shaft Drive Chain UnitDocument3 pagesAbrasion of The Shaft Supporting The Cam Shaft Drive Chain UnitRani NoumanNo ratings yet
- Failure Analysis of 7500 HP MotorDocument6 pagesFailure Analysis of 7500 HP Motorgusgif100% (1)
- Cane Shredder 2Document9 pagesCane Shredder 2Dirajen Pullay MardayNo ratings yet
- Fatigue Life Assessment of Boiler Components Under Cyclic Operating ConditionsDocument11 pagesFatigue Life Assessment of Boiler Components Under Cyclic Operating ConditionsBao-Phuc NguyenNo ratings yet
- Appc (1) TailingsDocument73 pagesAppc (1) TailingsDennys VirhuezNo ratings yet
- Spe 181400 MSDocument18 pagesSpe 181400 MSlishushijieyouyituiNo ratings yet
- VibrationDocument28 pagesVibrationYayan SupriantoNo ratings yet
- Bearing To Shaft Stiffness Ratio PDFDocument10 pagesBearing To Shaft Stiffness Ratio PDFMaurizio SciancaleporeNo ratings yet
- IEM Vibrations of HP Turbine After Outage 2022Document9 pagesIEM Vibrations of HP Turbine After Outage 2022VeronicaNo ratings yet
- Vibration Isolation Design For The Micro-X Rocket PayloadDocument7 pagesVibration Isolation Design For The Micro-X Rocket Payloadali salekifardNo ratings yet
- Combustion Engines: An Introduction to Their Design, Performance, and SelectionFrom EverandCombustion Engines: An Introduction to Their Design, Performance, and SelectionNo ratings yet
- Case Studies in Mechanical Engineering: Decision Making, Thermodynamics, Fluid Mechanics and Heat TransferFrom EverandCase Studies in Mechanical Engineering: Decision Making, Thermodynamics, Fluid Mechanics and Heat TransferRating: 5 out of 5 stars5/5 (2)
- Thermodynamic Degradation Science: Physics of Failure, Accelerated Testing, Fatigue, and Reliability ApplicationsFrom EverandThermodynamic Degradation Science: Physics of Failure, Accelerated Testing, Fatigue, and Reliability ApplicationsNo ratings yet
- Case Digest in Re Meling (Legal and Judicial Ethics)Document1 pageCase Digest in Re Meling (Legal and Judicial Ethics)Ivy Eunice EstorbaNo ratings yet
- Impact of GT, SFD and EIRP On System DesignDocument18 pagesImpact of GT, SFD and EIRP On System DesignExtreme DaysNo ratings yet
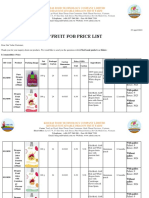
- 1.kim Hai Fob Price List 2019 (New)Document6 pages1.kim Hai Fob Price List 2019 (New)Khanh QuocNo ratings yet
- Godrej AdharDocument11 pagesGodrej Adharsaxena100% (4)
- Engro FoodsDocument42 pagesEngro Foodslovely moon100% (1)
- NCKH ĐỊNH TÍNHDocument75 pagesNCKH ĐỊNH TÍNHnguyennguyen.31221022808No ratings yet
- Nato Joint DoctrineDocument121 pagesNato Joint DoctrineEdwin Sen100% (1)
- Dwnload Full Financial Statement Analysis 11th Edition Subramanyam Test Bank PDFDocument17 pagesDwnload Full Financial Statement Analysis 11th Edition Subramanyam Test Bank PDFtestifpishgzshi100% (20)
- Arc-Sas CR 06-10-13 Series6Document14 pagesArc-Sas CR 06-10-13 Series6Oleg KostinNo ratings yet
- FBI Special Agent in Charge Eric W. Sporre Request Criminal Prosecution Foreclosure FRAUDDocument101 pagesFBI Special Agent in Charge Eric W. Sporre Request Criminal Prosecution Foreclosure FRAUDNeil GillespieNo ratings yet
- 0213 - Chinese (Mandarin) Exam InstructionsDocument13 pages0213 - Chinese (Mandarin) Exam InstructionsИрина БедрикNo ratings yet
- کورونا وائرس کے ظہور کی پیشن گوئی احادیث نبوی میںDocument56 pagesکورونا وائرس کے ظہور کی پیشن گوئی احادیث نبوی میںWaheeduddin MahbubNo ratings yet
- 74HC4538Document13 pages74HC4538roozbehxoxNo ratings yet
- Ix Astronic BlockdiagramDocument34 pagesIx Astronic BlockdiagramЕвгений АксёновNo ratings yet
- A LoRa 868MHz Collinear Antenna - Projects by KeptenkurkDocument8 pagesA LoRa 868MHz Collinear Antenna - Projects by Keptenkurkjax almarNo ratings yet
- Auditing Theory - OverviewDocument1 pageAuditing Theory - OverviewJorelyn Rose BaronNo ratings yet
- Emotron High Power Drive SolutionsDocument4 pagesEmotron High Power Drive SolutionsEin KaNo ratings yet
- Buenavista Central Elementary SchoolDocument2 pagesBuenavista Central Elementary Schoolanon_108827268No ratings yet
- Unofficial Manual For Sknote Disto: Normal Stereo ModeDocument4 pagesUnofficial Manual For Sknote Disto: Normal Stereo ModedbiscuitsNo ratings yet
- GP Medium CorrectDocument2 pagesGP Medium CorrectJimmy JoeNo ratings yet
- Sanjana C Mouli CS2Document2 pagesSanjana C Mouli CS2Sanjana MouliNo ratings yet
- Syllabus Safety EducationDocument2 pagesSyllabus Safety Educationdhruvdiatm100% (2)
- Relevant Ethico-Legal GuidelinesDocument50 pagesRelevant Ethico-Legal GuidelinesHira UsmanNo ratings yet
- Grhoma230818252 InvDocument2 pagesGrhoma230818252 InvZaldy PutraNo ratings yet
- CSS Reference PDFDocument9 pagesCSS Reference PDFJaswant SinghNo ratings yet
- Beam Design Detail Report: Material and Design DataDocument33 pagesBeam Design Detail Report: Material and Design DataazwanNo ratings yet
- TOG 2022 Volume 24 Issue 4Document80 pagesTOG 2022 Volume 24 Issue 4saeed hasan saeedNo ratings yet