Download as pdf or txt
You might also like
- Vat Receipt: MR Kyle BoydDocument1 pageVat Receipt: MR Kyle BoydNovak Brodsky83% (6)
- JSA For Pipe Line DemolitionDocument7 pagesJSA For Pipe Line DemolitionSiraj Mohamed Ikbal80% (5)
- Crude Oil Loading ProcedureDocument6 pagesCrude Oil Loading ProcedureMardanusNo ratings yet
- Risk Assessment For Waste Management: SL No Potential Hazard Risk Persons at Risk Control Measures Risk RatingDocument3 pagesRisk Assessment For Waste Management: SL No Potential Hazard Risk Persons at Risk Control Measures Risk Ratingطارق رضوان100% (1)
- JSA For Diesel Filling at Del CampDocument6 pagesJSA For Diesel Filling at Del CampMohammed Minhaj60% (5)
- NWC Corporate Projects Risk Assessment Forms: Job / TaskDocument3 pagesNWC Corporate Projects Risk Assessment Forms: Job / TaskNowfal HabeebNo ratings yet
- Risk Assessment For External Façade & Canopies CleaningDocument8 pagesRisk Assessment For External Façade & Canopies CleaningFrancis Enriquez Tan100% (2)
- Risk Assessment For External Façade & Canopies CleaningDocument6 pagesRisk Assessment For External Façade & Canopies Cleaningjulius0% (1)
- Pembangunan 2 Unit Tangki Sales Kapasitas 14.000 Bbls Include Header Manifold Dan Perbaikan Tangki T-936 Kapasitas 15.000 Bbls Di Mgs MenggungDocument5 pagesPembangunan 2 Unit Tangki Sales Kapasitas 14.000 Bbls Include Header Manifold Dan Perbaikan Tangki T-936 Kapasitas 15.000 Bbls Di Mgs Menggungikram0% (1)
- Tank Cleaning ConsiderationsDocument1 pageTank Cleaning ConsiderationsAdele PollardNo ratings yet
- JHA Sample PDFDocument2 pagesJHA Sample PDFT.DAVID DHASNo ratings yet
- THD3602 ExaminationDocument13 pagesTHD3602 ExaminationGarry Van der Beek100% (1)
- The Eyes of The Skin - Opinion Piece.Document2 pagesThe Eyes of The Skin - Opinion Piece.Disha RameshNo ratings yet
- Precautions and Safe PracticesDocument12 pagesPrecautions and Safe Practicesssmith2007No ratings yet
- Avoiding MIstakes When Emptying Spill PalletsDocument2 pagesAvoiding MIstakes When Emptying Spill PalletsBramJanssen76No ratings yet
- JSA For Piping-Hydro TestDocument10 pagesJSA For Piping-Hydro TestMuthu AlaguRajNo ratings yet
- Confined Space Procedure: ScopeDocument9 pagesConfined Space Procedure: Scopeandi permanaNo ratings yet
- Proca: Risk Assessment For Bio Mass Wood Pellet BoilerDocument8 pagesProca: Risk Assessment For Bio Mass Wood Pellet BoilerNaveenkumar KuppanNo ratings yet
- 32 SMS - Cleaning Vessel (Air Line)Document6 pages32 SMS - Cleaning Vessel (Air Line)Mohd KhaidirNo ratings yet
- JSA 004 Sand Blasting of Exposed RebarDocument1 pageJSA 004 Sand Blasting of Exposed RebarRyanNo ratings yet
- Tie - in Mechanical Installation JHADocument7 pagesTie - in Mechanical Installation JHAmalik jahanNo ratings yet
- Job Safety Analysis 14 For Cable Laying and PullingDocument4 pagesJob Safety Analysis 14 For Cable Laying and PullingBishop Ojonuguwa Ameh100% (1)
- JSA-Hydraulic Press Testing For PilesDocument6 pagesJSA-Hydraulic Press Testing For PilesUMUTNo ratings yet
- Chem MixingDocument2 pagesChem MixingEtibar AliyevNo ratings yet
- Job Safety AnalysisDocument3 pagesJob Safety AnalysisMuhammad KaleemNo ratings yet
- Water ProofingDocument2 pagesWater Proofingmark jayson yabesNo ratings yet
- JSA For Pressure Test 2ND REVISIONDocument10 pagesJSA For Pressure Test 2ND REVISIONMuthu AlaguRaj100% (1)
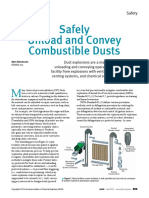
- Safely Convey Combustible DustsDocument4 pagesSafely Convey Combustible DustsArunkumarNo ratings yet
- Soft Cut Saw Operations (Generic) : Job Safety AnalysisDocument1 pageSoft Cut Saw Operations (Generic) : Job Safety AnalysisBorislav VulićNo ratings yet
- JSA-Lifting-Loading&Unloading With CraneDocument3 pagesJSA-Lifting-Loading&Unloading With CraneUMUTNo ratings yet
- Safe Work Method Statement - SWMS: Waterproofing BathroomsDocument3 pagesSafe Work Method Statement - SWMS: Waterproofing BathroomsFarman ShaikhNo ratings yet
- Vacuum Truck Safety ProgramDocument13 pagesVacuum Truck Safety ProgramUros Todorovic100% (2)
- 4.1 Working in and Above WaterDocument3 pages4.1 Working in and Above WaterVieri Fajar FirdausNo ratings yet
- WHS Wi 300Document14 pagesWHS Wi 300didbeauNo ratings yet
- Hazard Identification Plan (Hip) & Site Visit:: 16"U/G Hwyh Gosp-3 Downstream Disposal Header (Asphalt Road)Document9 pagesHazard Identification Plan (Hip) & Site Visit:: 16"U/G Hwyh Gosp-3 Downstream Disposal Header (Asphalt Road)javithNo ratings yet
- SWP BoomDocument5 pagesSWP BoomChanh KeobounthanNo ratings yet
- 1.9 Maintenance: Adherence With This Section Is MandatoryDocument4 pages1.9 Maintenance: Adherence With This Section Is MandatoryHATEMNo ratings yet
- JSA For Diesel Filling at Del CampDocument6 pagesJSA For Diesel Filling at Del CampMohammed Ali QaziNo ratings yet
- CPA STIG 0403 Risk Assessment For Shoring Equipment 040901Document11 pagesCPA STIG 0403 Risk Assessment For Shoring Equipment 040901Budiraharjo SoepangatNo ratings yet
- Safe Use of Site Dumpers On Construction SitesDocument4 pagesSafe Use of Site Dumpers On Construction SitesMusharaf ShahNo ratings yet
- AU General Risk Assessment: Brief Description of Activity: Assessor/s: DateDocument3 pagesAU General Risk Assessment: Brief Description of Activity: Assessor/s: DateElsad HuseynovNo ratings yet
- Confined Space - JHADocument2 pagesConfined Space - JHAJust singingNo ratings yet
- SOP - Container UnloadingDocument17 pagesSOP - Container UnloadingShahriar ShaownNo ratings yet
- Sec2.63 HydroBlastingDocument5 pagesSec2.63 HydroBlastingElem Royer Lopez ReyesNo ratings yet
- Hse Manual: Entry Into Vessels and Confined SpacesDocument14 pagesHse Manual: Entry Into Vessels and Confined SpacesAmirNo ratings yet
- Mechanical Demolish JhaDocument2 pagesMechanical Demolish JhafatimahNo ratings yet
- Dust Control Management ProcedureDocument4 pagesDust Control Management ProcedureRonald SarillanaNo ratings yet
- Ww15 Act Sludge 1 AkDocument5 pagesWw15 Act Sludge 1 AkDAHBIA AMROUCHENo ratings yet
- Construction Regulatory Guide: 1926.1418 Authority To Stop OperationDocument3 pagesConstruction Regulatory Guide: 1926.1418 Authority To Stop OperationMAYA ELBERRYNo ratings yet
- Fumigation of Ships and Their CargoesDocument6 pagesFumigation of Ships and Their CargoesMyo Htet LinnNo ratings yet
- Fill-Up This Card Before Commencement of Critical WorksDocument4 pagesFill-Up This Card Before Commencement of Critical WorksSiddhant choudharyNo ratings yet
- CTRA-20-TM-035-Lagoon Cleaning-R1-Not ApprovedDocument7 pagesCTRA-20-TM-035-Lagoon Cleaning-R1-Not ApprovedMohamed RizwanNo ratings yet
- JMS - Alypz TENORM MonitoringDocument11 pagesJMS - Alypz TENORM MonitoringjialiangthegammaNo ratings yet
- Ashrae Air CleanerDocument24 pagesAshrae Air CleanerAbdulvasea SaaitNo ratings yet
- Air Cleaners For Gaseous Contaminants: 1. TerminologyDocument1 pageAir Cleaners For Gaseous Contaminants: 1. TerminologyBahauddinZekriaNo ratings yet
- JHA - LiftingDocument3 pagesJHA - Liftingmark jayson yabesNo ratings yet
- 01.hazards of Trapped Pressure & Vacuum-38Document2 pages01.hazards of Trapped Pressure & Vacuum-38rahulNo ratings yet
- New SOLAS Rule: Pre-Entry Measure-Ment Helps Prevent Accidents in Enclosed Spaces On BoardDocument4 pagesNew SOLAS Rule: Pre-Entry Measure-Ment Helps Prevent Accidents in Enclosed Spaces On BoardJagjit SinghNo ratings yet
- 059 Vacuum Truck SafetyDocument6 pages059 Vacuum Truck Safetyichal_zaidanNo ratings yet
- Scrap Unit Legal Hazard RegisterDocument8 pagesScrap Unit Legal Hazard RegisterVALENTINE T NHOPINo ratings yet
- New Job Hazard Analysis (JHA) Hot Water Geyser InstallationDocument2 pagesNew Job Hazard Analysis (JHA) Hot Water Geyser Installationwaqar naeemNo ratings yet
- Kta Alliance Spray /touch Up Painting of Project Materials: Job Safety Analysis (JSA)Document3 pagesKta Alliance Spray /touch Up Painting of Project Materials: Job Safety Analysis (JSA)Ogunwa EmmanuelNo ratings yet
- Technical Aspects Related to the Design and Construction of Engineered Containment Barriers for Environmental RemediationFrom EverandTechnical Aspects Related to the Design and Construction of Engineered Containment Barriers for Environmental RemediationNo ratings yet
- sd8616 - CERAMIC BALLS (MADE IN EU) - (GB)Document8 pagessd8616 - CERAMIC BALLS (MADE IN EU) - (GB)dilip matalNo ratings yet
- sd7100 - SYLOBEAD® MS 512 (MADE IN EU) - (IN1)Document9 pagessd7100 - SYLOBEAD® MS 512 (MADE IN EU) - (IN1)dilip matalNo ratings yet
- DC4 Data SheetDocument2 pagesDC4 Data Sheetdilip matalNo ratings yet
- Permitted - Securities - Xls (1) - 0Document1 pagePermitted - Securities - Xls (1) - 0dilip matalNo ratings yet
- sd7100 - SYLOBEAD® MS 514NGD (MADE IN EU) - (GB)Document13 pagessd7100 - SYLOBEAD® MS 514NGD (MADE IN EU) - (GB)dilip matalNo ratings yet
- Astm TablesDocument253 pagesAstm Tablesdilip matalNo ratings yet
- DCS GraphicsDocument5 pagesDCS Graphicsdilip matalNo ratings yet
- HAZOP Technical InputsDocument6 pagesHAZOP Technical Inputsdilip matalNo ratings yet
- Water Fire Truck-XCMG-7.10.2019Document6 pagesWater Fire Truck-XCMG-7.10.2019dilip matalNo ratings yet
- 89 Gas and Oilfield Safety Inspection ChecklistDocument14 pages89 Gas and Oilfield Safety Inspection Checklistdilip matalNo ratings yet
- 7' Diameter Fan Ga DrawingDocument1 page7' Diameter Fan Ga Drawingdilip matalNo ratings yet
- MEV11224163 ODUM - Technical OfferDocument7 pagesMEV11224163 ODUM - Technical Offerdilip matalNo ratings yet
- A 371Document1 pageA 371dilip matalNo ratings yet
- Restriction Orifice-FKDocument2 pagesRestriction Orifice-FKdilip matalNo ratings yet
- Quotation For AGILENT CHROMATOGRAPHY INSTALLATIONDocument2 pagesQuotation For AGILENT CHROMATOGRAPHY INSTALLATIONdilip matalNo ratings yet
- GC Span Gas CompositionDocument1 pageGC Span Gas Compositiondilip matalNo ratings yet
- CalculationDocument2 pagesCalculationdilip matalNo ratings yet
- CAL Gas CompositionDocument1 pageCAL Gas Compositiondilip matalNo ratings yet
- Performance Curves - 13 FeetDocument1 pagePerformance Curves - 13 Feetdilip matalNo ratings yet
- PHA-Template-Chemical Feeding SystemDocument8 pagesPHA-Template-Chemical Feeding Systemdilip matalNo ratings yet
- Scheduled of Lab Routine AnalysisDocument3 pagesScheduled of Lab Routine Analysisdilip matalNo ratings yet
- Slug Catcher Multiple Pipe Sizing Finger TypeDocument7 pagesSlug Catcher Multiple Pipe Sizing Finger Typedilip matalNo ratings yet
- TECHNICAL DATASHEET FOR - For Supply of Amine - Plate & Frame ExchangerDocument4 pagesTECHNICAL DATASHEET FOR - For Supply of Amine - Plate & Frame Exchangerdilip matalNo ratings yet
- Ahl Condensate-@mainDocument26 pagesAhl Condensate-@maindilip matalNo ratings yet
- Dryer Performance MonitoringDocument3 pagesDryer Performance Monitoringdilip matalNo ratings yet
- Acid Gas Cleaning Caustic Wash Model SummaryDocument5 pagesAcid Gas Cleaning Caustic Wash Model Summarydilip matalNo ratings yet
- Instrument Data For Coriolis Flow TransmitterDocument2 pagesInstrument Data For Coriolis Flow Transmitterdilip matalNo ratings yet
- Community Issues DATEDocument1 pageCommunity Issues DATEdilip matalNo ratings yet
- Condensate With CompDocument14 pagesCondensate With Compdilip matalNo ratings yet
- Report 20230109Document4 pagesReport 20230109dilip matalNo ratings yet
- Worksheet CaptionDocument6 pagesWorksheet CaptionViona sephia putri67% (3)
- Human EvolutionDocument10 pagesHuman Evolution11 E Harsh dagarNo ratings yet
- SLES. ESP - Intervention of Learning Resources K 12 2020Document33 pagesSLES. ESP - Intervention of Learning Resources K 12 2020Catherinei BorilloNo ratings yet
- Legend of The Galactic Heroes, Vol. 10 Sunset by Yoshiki Tanaka (Tanaka, Yoshiki)Document245 pagesLegend of The Galactic Heroes, Vol. 10 Sunset by Yoshiki Tanaka (Tanaka, Yoshiki)StafarneNo ratings yet
- Yawmc-0406-Us (2) Valvulas YarwayDocument8 pagesYawmc-0406-Us (2) Valvulas YarwayLuis Manuel VazquezNo ratings yet
- Vendor: Design Information: Gas BootDocument2 pagesVendor: Design Information: Gas Boot124swadeshiNo ratings yet
- SYNAGIS Example Letter of Medical NecessityDocument1 pageSYNAGIS Example Letter of Medical NecessitynpNo ratings yet
- Arturo Salinas: About MeDocument3 pagesArturo Salinas: About MepcpericoNo ratings yet
- AADE 05 NTCE 52 - PatilDocument8 pagesAADE 05 NTCE 52 - PatilAhmad Reza FarokhiNo ratings yet
- Risk Assessment Techniques (IEC 31010:2019) : Session - 3Document9 pagesRisk Assessment Techniques (IEC 31010:2019) : Session - 3kanchana rameshNo ratings yet
- Basic Customer Service Principles-ImportantDocument39 pagesBasic Customer Service Principles-Importantzoltan2014100% (6)
- PrelimsDocument1 pagePrelimsCristina LaniohanNo ratings yet
- TRD Vs ASMEDocument1 pageTRD Vs ASMEsirang07100% (1)
- Ravi LE ROCHUS - ResumeDocument1 pageRavi LE ROCHUS - ResumeRavi Le RochusNo ratings yet
- Study SkillsDocument7 pagesStudy SkillsmodarthNo ratings yet
- REPORT Phulkari PDFDocument19 pagesREPORT Phulkari PDFVritti Malhotra100% (2)
- PT ArchanaDocument9 pagesPT ArchanadhavalNo ratings yet
- Design of Partially Combined Sewerage SystemDocument18 pagesDesign of Partially Combined Sewerage SystemBurhan Zaheer100% (1)
- American Tourister FinalDocument16 pagesAmerican Tourister FinalAastha SinghNo ratings yet
- Experiment No. (6) Study of Dispersion Compensation Schemes: ObjectDocument9 pagesExperiment No. (6) Study of Dispersion Compensation Schemes: ObjectFaez FawwazNo ratings yet
- Doordash Agreement Contract October 25Document13 pagesDoordash Agreement Contract October 25wagaga papapaNo ratings yet
- Final EssayDocument17 pagesFinal EssayfalakNo ratings yet
- Tectonic Evolution of Mogok Metamorphic BeltDocument21 pagesTectonic Evolution of Mogok Metamorphic BeltOak KarNo ratings yet
- Gfps 9182 Product Range PVC U en PDFDocument568 pagesGfps 9182 Product Range PVC U en PDFjj bagzNo ratings yet
- Case Digests in PropertyDocument95 pagesCase Digests in PropertyRemelyn SeldaNo ratings yet
- Sri Mahila Griha Udyog Lijjat Papad: Strategic Management CourseDocument23 pagesSri Mahila Griha Udyog Lijjat Papad: Strategic Management CoursePrachit ChaturvediNo ratings yet
- Sh2016 EbookDocument764 pagesSh2016 Ebooksustainablehousing16100% (1)