Download as pdf or txt
You might also like
- INSPIRED: How to Create Tech Products Customers LoveFrom EverandINSPIRED: How to Create Tech Products Customers LoveRating: 4.5 out of 5 stars4.5/5 (10)
- Bishop Coulston Roman Military Equipment From The Punic Wars To The Fall of RomeDocument345 pagesBishop Coulston Roman Military Equipment From The Punic Wars To The Fall of Romefevzisahin79100% (4)
- SHAHI FINAL Document To Print PDFDocument220 pagesSHAHI FINAL Document To Print PDFEishita MehtaNo ratings yet
- Shahi Exports Private Limited-SamplingDocument54 pagesShahi Exports Private Limited-SamplingShirin Morgan87% (23)
- Internship Report On Fashion Asia LimitedDocument46 pagesInternship Report On Fashion Asia LimitedAbdullah Al Mamun-Sumon100% (3)
- Fashion Industry Internship & Training: Undestanding The Organizational StructureDocument32 pagesFashion Industry Internship & Training: Undestanding The Organizational StructureMonish AdityaNo ratings yet
- MIS Report On Shahi ExportsDocument40 pagesMIS Report On Shahi ExportsShivPratapSingh63% (8)
- ShahiDocument64 pagesShahipuja100% (2)
- A Project ReportDocument20 pagesA Project ReportGayani Dulmala Imbulana0% (1)
- Fashion Accessories Business: Step-by-Step Startup GuideFrom EverandFashion Accessories Business: Step-by-Step Startup GuideNo ratings yet
- IRDAI Memorandum Jeevan Saral Final DraftDocument4 pagesIRDAI Memorandum Jeevan Saral Final DraftMoneylife FoundationNo ratings yet
- Internship Project Report of MerchandisingDocument40 pagesInternship Project Report of Merchandisingtulsi10100% (16)
- Satyam Shrey SHAHIDocument203 pagesSatyam Shrey SHAHINeha Suman100% (2)
- Toaz - Info Satyam Shrey Shahi PRDocument203 pagesToaz - Info Satyam Shrey Shahi PRkareshktradeNo ratings yet
- Summer Internship: Shahi Exports LTDDocument48 pagesSummer Internship: Shahi Exports LTDneil926No ratings yet
- AJI GroupDocument11 pagesAJI GroupMost. Amina KhatunNo ratings yet
- Summer InternshipDocument73 pagesSummer InternshipOviya CpNo ratings yet
- CompensationDocument115 pagesCompensationNitu SainiNo ratings yet
- Shahi Exports PVTDocument13 pagesShahi Exports PVTkritiNo ratings yet
- Presentation OnOrganisation Study at Shahi Exports PVTDocument2 pagesPresentation OnOrganisation Study at Shahi Exports PVTSri JayakumarNo ratings yet
- Textile Internship VardhmanDocument152 pagesTextile Internship VardhmansagarNo ratings yet
- Richa Global DocumentDocument60 pagesRicha Global DocumentPrachi JaiswalNo ratings yet
- Shahi Exports Private Limited Sampling - PDF Synopsis Refrence10Document54 pagesShahi Exports Private Limited Sampling - PDF Synopsis Refrence10amit kashyap100% (1)
- Company ProfileDocument10 pagesCompany Profile1anupma0No ratings yet
- Shahi Exports PVT LTD FaridabadDocument12 pagesShahi Exports PVT LTD FaridabadShreya Agarwal0% (1)
- Shahi ExportsDocument1 pageShahi ExportsSakshi MaheshwariNo ratings yet
- Assignment 2Document8 pagesAssignment 2Mubi KhanNo ratings yet
- Investor Update (Company Update)Document36 pagesInvestor Update (Company Update)Shyam SunderNo ratings yet
- Internship Report of Shadaqat MillDocument50 pagesInternship Report of Shadaqat MillRohail TahirNo ratings yet
- Sohail OrignalDocument25 pagesSohail OrignalAnoshKhanNo ratings yet
- Final Shahi Report - RohitDocument61 pagesFinal Shahi Report - Rohitkshama786100% (2)
- Management and Technical Procedure in Apparel IndustryDocument199 pagesManagement and Technical Procedure in Apparel IndustryPankaj ShuklaNo ratings yet
- Textile Industry in SuratDocument70 pagesTextile Industry in SuratgoswamiakashNo ratings yet
- Shahi Unit 9-LibreDocument169 pagesShahi Unit 9-Libremohinig88No ratings yet
- Main BodyDocument42 pagesMain BodyMd. Piar AhamedNo ratings yet
- Chapter Two: Company OverviewDocument14 pagesChapter Two: Company OverviewAminur Rahman KhanNo ratings yet
- Final Report On MTMDocument65 pagesFinal Report On MTMALI SHER HaidriNo ratings yet
- DukeDocument53 pagesDukeVarun JainNo ratings yet
- Ambattur Clothing Private Limited: Presented By-Kriti and Prachi Submitted To - Mr. S. Jayaraj, Asst Prof. & CC - FMS/MFMDocument18 pagesAmbattur Clothing Private Limited: Presented By-Kriti and Prachi Submitted To - Mr. S. Jayaraj, Asst Prof. & CC - FMS/MFMkriti100% (1)
- Objective of Internship: Assignment - 1Document111 pagesObjective of Internship: Assignment - 1divyagaba2150% (2)
- INTERNSHIP A.S. FashionDocument52 pagesINTERNSHIP A.S. FashionanupmasarojNo ratings yet
- Report of MerchandisingDocument61 pagesReport of MerchandisingRahat ProdhanNo ratings yet
- Report of MerchandisingDocument44 pagesReport of MerchandisingrafsanNo ratings yet
- Apparel InternshipDocument98 pagesApparel Internshipanurag7717100% (1)
- Main BodyDocument23 pagesMain Bodyshaik iftiNo ratings yet
- Vijit ProjectDocument93 pagesVijit ProjectPriyanka SinghNo ratings yet
- Mona Ka KaamDocument5 pagesMona Ka KaamYash MittalNo ratings yet
- PGDED ReportDocument18 pagesPGDED ReportSiva PrawinNo ratings yet
- Masood Textile MillsDocument117 pagesMasood Textile MillsTouqeer Ahmad100% (3)
- Sujahabad Group of IndustriesDocument31 pagesSujahabad Group of IndustriesArslan KhanNo ratings yet
- MIS AssignmentDocument16 pagesMIS AssignmentUsman Tariq100% (1)
- Sportking NewDocument55 pagesSportking NewPrabhpreet Singh50% (2)
- Garden Silk MillsDocument32 pagesGarden Silk MillsKrishna KediaNo ratings yet
- About Vardhman SynopsisDocument12 pagesAbout Vardhman SynopsisRaj KumarNo ratings yet
- Textile Internship VardhmanDocument152 pagesTextile Internship VardhmanShunty GargNo ratings yet
- Internship Report 1Document46 pagesInternship Report 1Ponmagal NanmaranNo ratings yet
- Final DocDocument97 pagesFinal DocRishi50% (2)
- Factory Profile of Hah Dresses LimitedDocument10 pagesFactory Profile of Hah Dresses LimitedALLAHISGREAT1000% (1)
- Growing Fast in Longrich by an InsiderFrom EverandGrowing Fast in Longrich by an InsiderRating: 5 out of 5 stars5/5 (3)
- BSBSTR601 Student Project PortfolioDocument11 pagesBSBSTR601 Student Project PortfolioAmra Ali AliNo ratings yet
- AI Business IdeasDocument12 pagesAI Business IdeasYasir ButtNo ratings yet
- Admission CriteriaDocument2 pagesAdmission CriteriaDr Vikas GuptaNo ratings yet
- 3 Phase Full Wave Bridge ConverterDocument4 pages3 Phase Full Wave Bridge Convertersubhasishpodder100% (1)
- Aircraft Material & Production - MANUALDocument45 pagesAircraft Material & Production - MANUALKV Yashwanth100% (1)
- A List of Run Commands For Windows 7: Windows Logo Key + RDocument2 pagesA List of Run Commands For Windows 7: Windows Logo Key + RDinesh KumarNo ratings yet
- Rekap EKSPOR 2020Document555 pagesRekap EKSPOR 2020rNo ratings yet
- AnyaZoe ScarDocument8 pagesAnyaZoe ScarEloisa Helena A. AdãoNo ratings yet
- CHE2871 Biochemistry For EngineersDocument2 pagesCHE2871 Biochemistry For EngineersBlue JunNo ratings yet
- DHS Coast Guard LetterDocument13 pagesDHS Coast Guard LetterThe Hill NewspaperNo ratings yet
- M4164-C 06-15 - Etrinsa Technical Manual - MN031r2hq PDFDocument142 pagesM4164-C 06-15 - Etrinsa Technical Manual - MN031r2hq PDFMaria Lavinia IordacheNo ratings yet
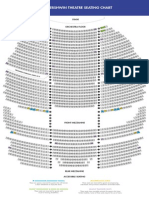
- The Gershwin Theatre Seating Chart: StageDocument1 pageThe Gershwin Theatre Seating Chart: StageCharles DavidsonNo ratings yet
- V-Belt DriveDocument9 pagesV-Belt DriveCHANDRASEKARANNo ratings yet
- Iom Biffi Morin Series A B C S en en Us 6089118Document37 pagesIom Biffi Morin Series A B C S en en Us 6089118Anonymous Wu6FDjbNo ratings yet
- Replication and Disaster Recovery Administration Guide: Hitachi Unified NAS Module Hitachi NAS Platform Release 12.7Document97 pagesReplication and Disaster Recovery Administration Guide: Hitachi Unified NAS Module Hitachi NAS Platform Release 12.7PrasadValluraNo ratings yet
- Lock Out-Tag OutDocument40 pagesLock Out-Tag OutMurali DharNo ratings yet
- Oct 1st Week Details (Eng) by ACDocument26 pagesOct 1st Week Details (Eng) by ACHema Sundar ReddyNo ratings yet
- Save The TigerDocument5 pagesSave The TigerChiranjit Saha100% (1)
- Welcome To Everest Insurance CoDocument2 pagesWelcome To Everest Insurance Cosrijan consultancyNo ratings yet
- Fifty Selected Piano-Studies v1 1000050100Document48 pagesFifty Selected Piano-Studies v1 1000050100Lizzie Allan60% (5)
- Primary Connections - Heating UpDocument80 pagesPrimary Connections - Heating Upapi-391225671No ratings yet
- 1A New Five Level T Type Converter With SPWM For Medium Voltage ApplicationsDocument6 pages1A New Five Level T Type Converter With SPWM For Medium Voltage Applicationsyasin bayatNo ratings yet
- Gear Windage: A Review: Carol N. EastwickDocument6 pagesGear Windage: A Review: Carol N. EastwickR Prabhu SekarNo ratings yet
- DLL 10 - BioenergeticsDocument3 pagesDLL 10 - BioenergeticsJennifer Magango100% (1)
- Ghirri - Redutores - Classificação - Um-Vs-Rev.20.06.06-Eng3Document35 pagesGhirri - Redutores - Classificação - Um-Vs-Rev.20.06.06-Eng3Jeferson DantasNo ratings yet
- ICF-Ankle Trimalleolar FractureDocument18 pagesICF-Ankle Trimalleolar FracturedvenumohanNo ratings yet
- Calcaneus Fracture: Randy SusantoDocument32 pagesCalcaneus Fracture: Randy SusantoRandy SusantoNo ratings yet
- SQL Exercise 1&2Document3 pagesSQL Exercise 1&2Ken 07No ratings yet