
ITP Pressure Vessel
ITP Pressure Vessel
You might also like
- ITP For PV Mounting Structure and Module Installation-2023!05!19Document3 pagesITP For PV Mounting Structure and Module Installation-2023!05!19Mohammad BayisNo ratings yet
- ITP For Boiler ErectionDocument6 pagesITP For Boiler ErectionUmair Awan100% (2)
- ITP (Inspection Test Plan) For Tank ConstructionDocument6 pagesITP (Inspection Test Plan) For Tank ConstructionNuwan RanaweeraNo ratings yet
- Inspection and Test Plan For Seel StructureDocument3 pagesInspection and Test Plan For Seel StructureChris McNairNo ratings yet
- ITP For Pressure Vessel PDFDocument4 pagesITP For Pressure Vessel PDFErica MartinNo ratings yet
- Inspection and Test Plan For Battery Charger PDFDocument5 pagesInspection and Test Plan For Battery Charger PDFkrit_kasemNo ratings yet
- Twi Ut Level 11Document229 pagesTwi Ut Level 11Vijayananda Ananda73% (11)
- Phased Array UlatrasonicDocument12 pagesPhased Array Ulatrasonicerharsingh100% (1)
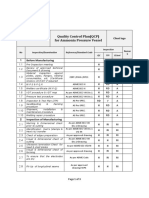
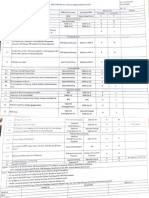
- Quality Control Plan (QCP) For Ammonia Pressure Vessel: Before ManufacturingDocument3 pagesQuality Control Plan (QCP) For Ammonia Pressure Vessel: Before ManufacturingFaisal Awad100% (1)
- QIP Boiler ErectionDocument1 pageQIP Boiler Erectionshahroze mustafaNo ratings yet
- Scan 27 Sep 2020Document2 pagesScan 27 Sep 2020SURAJ PRSADNo ratings yet
- Scan 27 Sep 2020Document2 pagesScan 27 Sep 2020SURAJ PRSADNo ratings yet
- Inspection and Test Plan For Bus Duct PDFDocument4 pagesInspection and Test Plan For Bus Duct PDFwandinuari100% (1)
- Scan 27 Sep 2020Document2 pagesScan 27 Sep 2020SURAJ PRSADNo ratings yet
- WE1884 - ITP For Shop Fab. of Header Coils-120813Document4 pagesWE1884 - ITP For Shop Fab. of Header Coils-120813imran100% (1)
- Scan 27 Sep 2020Document2 pagesScan 27 Sep 2020SURAJ PRSADNo ratings yet
- Manufacturing Traveler - ASME U Stamp Vessel - 2Document8 pagesManufacturing Traveler - ASME U Stamp Vessel - 2Muhammad ZubairNo ratings yet
- Danem Engineering Works - WLL.: Quality Control & Inspection Test PlanDocument11 pagesDanem Engineering Works - WLL.: Quality Control & Inspection Test PlanRejoy babyNo ratings yet
- Inspection and Test Plan For Fan and Blower PDFDocument5 pagesInspection and Test Plan For Fan and Blower PDFAulia RahmanNo ratings yet
- Inspection & Test Plan PT. Barata Indonesia: Fabrication DocumentDocument22 pagesInspection & Test Plan PT. Barata Indonesia: Fabrication DocumentmoddysNo ratings yet
- Inspection and Test Plan For Storage TankDocument8 pagesInspection and Test Plan For Storage TankAndreas AlexanderNo ratings yet
- Inspection and Test Plan For Steel Structure: Before ManufacturingDocument3 pagesInspection and Test Plan For Steel Structure: Before ManufacturingOmkar sinhaNo ratings yet
- Inspection and Test Plan For Control Panel PDFDocument4 pagesInspection and Test Plan For Control Panel PDFPradipta Setio100% (1)
- QIP of Boiler For ErectionDocument6 pagesQIP of Boiler For ErectionUmair Awan100% (2)
- Itp For Piping QPDocument4 pagesItp For Piping QPRejoy baby100% (2)
- Quality Assurance Plan: NEW AGE FAB Technologies Pvt. LTDDocument6 pagesQuality Assurance Plan: NEW AGE FAB Technologies Pvt. LTDRajnikant PatelNo ratings yet
- Burckhardt Compression (India) PVT - LTD.: 1.0 MaterialsDocument2 pagesBurckhardt Compression (India) PVT - LTD.: 1.0 MaterialsYOGESHNo ratings yet
- Inspection Test Plan PV Nozzle Modification/AlterationDocument4 pagesInspection Test Plan PV Nozzle Modification/AlterationMohd Shafuaaz KassimNo ratings yet
- UNQ-00-K-143b - 001-EQ-017 - Inspection and Test Plan For U.G. FuelGas Pipe InstallationDocument3 pagesUNQ-00-K-143b - 001-EQ-017 - Inspection and Test Plan For U.G. FuelGas Pipe InstallationrakibnjtechNo ratings yet
- Hexa ItpDocument3 pagesHexa ItpAbhishek SinghNo ratings yet
- ITP - Installation of Domestic PumpsDocument1 pageITP - Installation of Domestic Pumpssarmad spectrumNo ratings yet
- Inspection-and-Test-Plan-for-Fabrication and Erection of Structural SteelDocument4 pagesInspection-and-Test-Plan-for-Fabrication and Erection of Structural SteelVinayaga MoorthiNo ratings yet
- Attach-2 ITP For Building WaterDocument29 pagesAttach-2 ITP For Building WaterSukalyan BasuNo ratings yet
- GERD-02-EL-R-RPH-CIP-006-A-Inspection-and-Test-Plan-for-Junction Box and AccessoriesDocument4 pagesGERD-02-EL-R-RPH-CIP-006-A-Inspection-and-Test-Plan-for-Junction Box and AccessoriesmohammedNo ratings yet
- Inspection Test Plan: Fabrication and Instalation of PipingDocument3 pagesInspection Test Plan: Fabrication and Instalation of PipingRejoy babyNo ratings yet
- Inspection & Test Plan For Nozzle Replacement On VS ShellDocument1 pageInspection & Test Plan For Nozzle Replacement On VS ShellQC Taner 453100% (2)
- Nippur Constructions Solutions: Inspection Test PlanDocument2 pagesNippur Constructions Solutions: Inspection Test Planamin mousaNo ratings yet
- Dayang Enterprise Sdn. BHD.: Inspection and Test Plan (Helideck Netting Frame Modification)Document2 pagesDayang Enterprise Sdn. BHD.: Inspection and Test Plan (Helideck Netting Frame Modification)AmyNo ratings yet
- Inspection and Test Plan For Switchgear: Before ManufacturingDocument5 pagesInspection and Test Plan For Switchgear: Before ManufacturingELE FutureWillNo ratings yet
- Inspection and Test Plan For Pressure VesselDocument4 pagesInspection and Test Plan For Pressure Vesselbaskaran ayyapparajNo ratings yet
- Inspection and Test Plan: Order No.: Client: Project: Purchaser: Scope of Supply: Safety Relief Valve Doc No.Document2 pagesInspection and Test Plan: Order No.: Client: Project: Purchaser: Scope of Supply: Safety Relief Valve Doc No.jayendrapatilNo ratings yet
- Pressure Vessel Inspection and Test Plan Sample: WWW - Inspection-For-Industry.c OmDocument4 pagesPressure Vessel Inspection and Test Plan Sample: WWW - Inspection-For-Industry.c OmMuh FarhanNo ratings yet
- QCP RevisedDocument3 pagesQCP RevisedEbert Joe ChungeNo ratings yet
- Qap Reciever TanksDocument6 pagesQap Reciever Tanksyamunaengg2011No ratings yet
- Pressure Vessel Inspection and Test Plan SampleDocument4 pagesPressure Vessel Inspection and Test Plan SampleAndika PusbiantoNo ratings yet
- NDT Map Itp Pressure VesselDocument4 pagesNDT Map Itp Pressure VesselSYED FADZIL SYED MOHAMEDNo ratings yet
- Pressure Vessel Inspection and Test Plan SampleDocument4 pagesPressure Vessel Inspection and Test Plan SampleTYO WIBOWONo ratings yet
- Pressure Vessel Itp PDFDocument4 pagesPressure Vessel Itp PDFkorbelNo ratings yet
- Itp Vessel PDFDocument4 pagesItp Vessel PDFBUDAPESNo ratings yet
- Pressure Vessel Inspection and Test Plan SampleDocument4 pagesPressure Vessel Inspection and Test Plan SampleRanjan KumarNo ratings yet
- DAB-ITP-008 - RPP Site ITP-RVBDocument11 pagesDAB-ITP-008 - RPP Site ITP-RVBPaivi PhojakalliNo ratings yet
- Inspection and Test Plan For Switchgear: Before ManufacturingDocument5 pagesInspection and Test Plan For Switchgear: Before ManufacturingzsmithNo ratings yet
- Piping Fabrication Installation QCP On SiteDocument1 pagePiping Fabrication Installation QCP On SiteTarun PatelNo ratings yet
- 3-22 - Civil Works Inspection and Test Plan (PL212533-SP-ETG-5230-0C)Document6 pages3-22 - Civil Works Inspection and Test Plan (PL212533-SP-ETG-5230-0C)Walid AmdouniNo ratings yet
- Tank Maintenance ITPDocument24 pagesTank Maintenance ITPthomas varugheseNo ratings yet
- Inspection and Test Plan For Storage TankDocument7 pagesInspection and Test Plan For Storage Tankzeeshan khanNo ratings yet
- Inspection& Test PlanDocument4 pagesInspection& Test PlanElias JamhourNo ratings yet
- Inspection and Test Plan: Company Name OR Logo CompanyDocument3 pagesInspection and Test Plan: Company Name OR Logo Companyhanif faisalNo ratings yet
- GF-304CR Dossier.Document35 pagesGF-304CR Dossier.suria qaqcNo ratings yet
- Nippur Constructions Solutions: Inspection Test PlanDocument1 pageNippur Constructions Solutions: Inspection Test Planamin mousaNo ratings yet
- ItpDocument5 pagesItpMuhammad Fajar100% (1)
- Golf Course Irrigation: Environmental Design and Management PracticesFrom EverandGolf Course Irrigation: Environmental Design and Management PracticesNo ratings yet
- Astm A 790-2020Document10 pagesAstm A 790-2020Mohammed AliNo ratings yet
- Acceptance Criteria For Weld DefectsDocument6 pagesAcceptance Criteria For Weld DefectsMohamed AtefNo ratings yet
- Summary of ASME BPVC Section VIII Div 1 (Part 2) - Welding & NDTDocument14 pagesSummary of ASME BPVC Section VIII Div 1 (Part 2) - Welding & NDTTin Aung KyiNo ratings yet
- Nigerin Content Dev Plan and PolicyDocument21 pagesNigerin Content Dev Plan and PolicyBenjamin Isibor100% (2)
- Testing Valve and NDTDocument5 pagesTesting Valve and NDTTran Trungtt100% (1)
- IP23 - Procedure For Welder Performance QualificationDocument25 pagesIP23 - Procedure For Welder Performance QualificationsajiNo ratings yet
- E1209Document6 pagesE1209Jose Gregorio Aponte Perez100% (3)
- Digital Profile Radiography - Practical Uses and LimitationsDocument24 pagesDigital Profile Radiography - Practical Uses and LimitationsMohan RajNo ratings yet
- 583-2 PDFDocument48 pages583-2 PDFWai YanNo ratings yet
- Malaysia Inspection Bodies Accreditation Scheme (Mibas)Document11 pagesMalaysia Inspection Bodies Accreditation Scheme (Mibas)Ko NSNo ratings yet
- Failure Analysis of Weld-Repaired B-1900 Turbine Blade ShroudsDocument9 pagesFailure Analysis of Weld-Repaired B-1900 Turbine Blade ShroudsnaderbahramiNo ratings yet
- Non-Destructive Testing Inspector S HandbookDocument132 pagesNon-Destructive Testing Inspector S HandbookAdi SutardiNo ratings yet
- Welding and NDTDocument51 pagesWelding and NDTAdvis67% (3)
- Astm A508 A508m (1999)Document6 pagesAstm A508 A508m (1999)Orbinox SanthanamNo ratings yet
- Astm A768 PDFDocument4 pagesAstm A768 PDFCristian OtivoNo ratings yet
- Edition Section Question Answer Q1 9th 3.1.6 - 5.6.1.1Document6 pagesEdition Section Question Answer Q1 9th 3.1.6 - 5.6.1.1Ainura SakpireyevaNo ratings yet
- API - 570 - Study - Notes-2DSDFG CDocument1 pageAPI - 570 - Study - Notes-2DSDFG Cuttam100% (1)
- Saep 1160Document13 pagesSaep 1160Durga Jagan Puppala100% (1)
- CO, CQ KunchengDocument6 pagesCO, CQ Kunchengbinhminhmua1991No ratings yet
- Unit 19 UPK'sDocument21 pagesUnit 19 UPK'sHannan__AhmedNo ratings yet
- TS en 15085-1-2008 Demi̇ryolu Araçlari Ve Bi̇leşenleri̇ni̇n Kaynaği-Bölüm 1 GenelDocument12 pagesTS en 15085-1-2008 Demi̇ryolu Araçlari Ve Bi̇leşenleri̇ni̇n Kaynaği-Bölüm 1 Genelc3409127100% (1)
- PTDocument7 pagesPTMohdHuzairiRusliNo ratings yet
- Phased Array UT Application For Boiler Tube Inspection in Manufacturing Anandamurugan S, Siva Sankar YDocument10 pagesPhased Array UT Application For Boiler Tube Inspection in Manufacturing Anandamurugan S, Siva Sankar YmuhdmsohNo ratings yet
- A Comparative Study of PAUT and TOFD Responses With The Changes in Microstructure of Various Materials - A Step Towards Reliable DetectionDocument11 pagesA Comparative Study of PAUT and TOFD Responses With The Changes in Microstructure of Various Materials - A Step Towards Reliable DetectionFethi BELOUISNo ratings yet
- E290 RT Rev.0Document19 pagesE290 RT Rev.0Amir Reza Rashidfarokhi100% (1)
- Mechanical Maintenance Manual For RTGDocument88 pagesMechanical Maintenance Manual For RTGJorge CardonaNo ratings yet
- Api 570 PreDocument3 pagesApi 570 PreBhargava NaiduNo ratings yet
- Catalogue NPPLDocument20 pagesCatalogue NPPLamey21rautNo ratings yet






















































































Download as pdf or txt
You might also like
- ITP For PV Mounting Structure and Module Installation-2023!05!19Document3 pagesITP For PV Mounting Structure and Module Installation-2023!05!19Mohammad BayisNo ratings yet
- ITP For Boiler ErectionDocument6 pagesITP For Boiler ErectionUmair Awan100% (2)
- ITP (Inspection Test Plan) For Tank ConstructionDocument6 pagesITP (Inspection Test Plan) For Tank ConstructionNuwan RanaweeraNo ratings yet
- Inspection and Test Plan For Seel StructureDocument3 pagesInspection and Test Plan For Seel StructureChris McNairNo ratings yet
- ITP For Pressure Vessel PDFDocument4 pagesITP For Pressure Vessel PDFErica MartinNo ratings yet
- Inspection and Test Plan For Battery Charger PDFDocument5 pagesInspection and Test Plan For Battery Charger PDFkrit_kasemNo ratings yet
- Twi Ut Level 11Document229 pagesTwi Ut Level 11Vijayananda Ananda73% (11)
- Phased Array UlatrasonicDocument12 pagesPhased Array Ulatrasonicerharsingh100% (1)
- Quality Control Plan (QCP) For Ammonia Pressure Vessel: Before ManufacturingDocument3 pagesQuality Control Plan (QCP) For Ammonia Pressure Vessel: Before ManufacturingFaisal Awad100% (1)
- QIP Boiler ErectionDocument1 pageQIP Boiler Erectionshahroze mustafaNo ratings yet
- Scan 27 Sep 2020Document2 pagesScan 27 Sep 2020SURAJ PRSADNo ratings yet
- Scan 27 Sep 2020Document2 pagesScan 27 Sep 2020SURAJ PRSADNo ratings yet
- Inspection and Test Plan For Bus Duct PDFDocument4 pagesInspection and Test Plan For Bus Duct PDFwandinuari100% (1)
- Scan 27 Sep 2020Document2 pagesScan 27 Sep 2020SURAJ PRSADNo ratings yet
- WE1884 - ITP For Shop Fab. of Header Coils-120813Document4 pagesWE1884 - ITP For Shop Fab. of Header Coils-120813imran100% (1)
- Scan 27 Sep 2020Document2 pagesScan 27 Sep 2020SURAJ PRSADNo ratings yet
- Manufacturing Traveler - ASME U Stamp Vessel - 2Document8 pagesManufacturing Traveler - ASME U Stamp Vessel - 2Muhammad ZubairNo ratings yet
- Danem Engineering Works - WLL.: Quality Control & Inspection Test PlanDocument11 pagesDanem Engineering Works - WLL.: Quality Control & Inspection Test PlanRejoy babyNo ratings yet
- Inspection and Test Plan For Fan and Blower PDFDocument5 pagesInspection and Test Plan For Fan and Blower PDFAulia RahmanNo ratings yet
- Inspection & Test Plan PT. Barata Indonesia: Fabrication DocumentDocument22 pagesInspection & Test Plan PT. Barata Indonesia: Fabrication DocumentmoddysNo ratings yet
- Inspection and Test Plan For Storage TankDocument8 pagesInspection and Test Plan For Storage TankAndreas AlexanderNo ratings yet
- Inspection and Test Plan For Steel Structure: Before ManufacturingDocument3 pagesInspection and Test Plan For Steel Structure: Before ManufacturingOmkar sinhaNo ratings yet
- Inspection and Test Plan For Control Panel PDFDocument4 pagesInspection and Test Plan For Control Panel PDFPradipta Setio100% (1)
- QIP of Boiler For ErectionDocument6 pagesQIP of Boiler For ErectionUmair Awan100% (2)
- Itp For Piping QPDocument4 pagesItp For Piping QPRejoy baby100% (2)
- Quality Assurance Plan: NEW AGE FAB Technologies Pvt. LTDDocument6 pagesQuality Assurance Plan: NEW AGE FAB Technologies Pvt. LTDRajnikant PatelNo ratings yet
- Burckhardt Compression (India) PVT - LTD.: 1.0 MaterialsDocument2 pagesBurckhardt Compression (India) PVT - LTD.: 1.0 MaterialsYOGESHNo ratings yet
- Inspection Test Plan PV Nozzle Modification/AlterationDocument4 pagesInspection Test Plan PV Nozzle Modification/AlterationMohd Shafuaaz KassimNo ratings yet
- UNQ-00-K-143b - 001-EQ-017 - Inspection and Test Plan For U.G. FuelGas Pipe InstallationDocument3 pagesUNQ-00-K-143b - 001-EQ-017 - Inspection and Test Plan For U.G. FuelGas Pipe InstallationrakibnjtechNo ratings yet
- Hexa ItpDocument3 pagesHexa ItpAbhishek SinghNo ratings yet
- ITP - Installation of Domestic PumpsDocument1 pageITP - Installation of Domestic Pumpssarmad spectrumNo ratings yet
- Inspection-and-Test-Plan-for-Fabrication and Erection of Structural SteelDocument4 pagesInspection-and-Test-Plan-for-Fabrication and Erection of Structural SteelVinayaga MoorthiNo ratings yet
- Attach-2 ITP For Building WaterDocument29 pagesAttach-2 ITP For Building WaterSukalyan BasuNo ratings yet
- GERD-02-EL-R-RPH-CIP-006-A-Inspection-and-Test-Plan-for-Junction Box and AccessoriesDocument4 pagesGERD-02-EL-R-RPH-CIP-006-A-Inspection-and-Test-Plan-for-Junction Box and AccessoriesmohammedNo ratings yet
- Inspection Test Plan: Fabrication and Instalation of PipingDocument3 pagesInspection Test Plan: Fabrication and Instalation of PipingRejoy babyNo ratings yet
- Inspection & Test Plan For Nozzle Replacement On VS ShellDocument1 pageInspection & Test Plan For Nozzle Replacement On VS ShellQC Taner 453100% (2)
- Nippur Constructions Solutions: Inspection Test PlanDocument2 pagesNippur Constructions Solutions: Inspection Test Planamin mousaNo ratings yet
- Dayang Enterprise Sdn. BHD.: Inspection and Test Plan (Helideck Netting Frame Modification)Document2 pagesDayang Enterprise Sdn. BHD.: Inspection and Test Plan (Helideck Netting Frame Modification)AmyNo ratings yet
- Inspection and Test Plan For Switchgear: Before ManufacturingDocument5 pagesInspection and Test Plan For Switchgear: Before ManufacturingELE FutureWillNo ratings yet
- Inspection and Test Plan For Pressure VesselDocument4 pagesInspection and Test Plan For Pressure Vesselbaskaran ayyapparajNo ratings yet
- Inspection and Test Plan: Order No.: Client: Project: Purchaser: Scope of Supply: Safety Relief Valve Doc No.Document2 pagesInspection and Test Plan: Order No.: Client: Project: Purchaser: Scope of Supply: Safety Relief Valve Doc No.jayendrapatilNo ratings yet
- Pressure Vessel Inspection and Test Plan Sample: WWW - Inspection-For-Industry.c OmDocument4 pagesPressure Vessel Inspection and Test Plan Sample: WWW - Inspection-For-Industry.c OmMuh FarhanNo ratings yet
- QCP RevisedDocument3 pagesQCP RevisedEbert Joe ChungeNo ratings yet
- Qap Reciever TanksDocument6 pagesQap Reciever Tanksyamunaengg2011No ratings yet
- Pressure Vessel Inspection and Test Plan SampleDocument4 pagesPressure Vessel Inspection and Test Plan SampleAndika PusbiantoNo ratings yet
- NDT Map Itp Pressure VesselDocument4 pagesNDT Map Itp Pressure VesselSYED FADZIL SYED MOHAMEDNo ratings yet
- Pressure Vessel Inspection and Test Plan SampleDocument4 pagesPressure Vessel Inspection and Test Plan SampleTYO WIBOWONo ratings yet
- Pressure Vessel Itp PDFDocument4 pagesPressure Vessel Itp PDFkorbelNo ratings yet
- Itp Vessel PDFDocument4 pagesItp Vessel PDFBUDAPESNo ratings yet
- Pressure Vessel Inspection and Test Plan SampleDocument4 pagesPressure Vessel Inspection and Test Plan SampleRanjan KumarNo ratings yet
- DAB-ITP-008 - RPP Site ITP-RVBDocument11 pagesDAB-ITP-008 - RPP Site ITP-RVBPaivi PhojakalliNo ratings yet
- Inspection and Test Plan For Switchgear: Before ManufacturingDocument5 pagesInspection and Test Plan For Switchgear: Before ManufacturingzsmithNo ratings yet
- Piping Fabrication Installation QCP On SiteDocument1 pagePiping Fabrication Installation QCP On SiteTarun PatelNo ratings yet
- 3-22 - Civil Works Inspection and Test Plan (PL212533-SP-ETG-5230-0C)Document6 pages3-22 - Civil Works Inspection and Test Plan (PL212533-SP-ETG-5230-0C)Walid AmdouniNo ratings yet
- Tank Maintenance ITPDocument24 pagesTank Maintenance ITPthomas varugheseNo ratings yet
- Inspection and Test Plan For Storage TankDocument7 pagesInspection and Test Plan For Storage Tankzeeshan khanNo ratings yet
- Inspection& Test PlanDocument4 pagesInspection& Test PlanElias JamhourNo ratings yet
- Inspection and Test Plan: Company Name OR Logo CompanyDocument3 pagesInspection and Test Plan: Company Name OR Logo Companyhanif faisalNo ratings yet
- GF-304CR Dossier.Document35 pagesGF-304CR Dossier.suria qaqcNo ratings yet
- Nippur Constructions Solutions: Inspection Test PlanDocument1 pageNippur Constructions Solutions: Inspection Test Planamin mousaNo ratings yet
- ItpDocument5 pagesItpMuhammad Fajar100% (1)
- Golf Course Irrigation: Environmental Design and Management PracticesFrom EverandGolf Course Irrigation: Environmental Design and Management PracticesNo ratings yet
- Astm A 790-2020Document10 pagesAstm A 790-2020Mohammed AliNo ratings yet
- Acceptance Criteria For Weld DefectsDocument6 pagesAcceptance Criteria For Weld DefectsMohamed AtefNo ratings yet
- Summary of ASME BPVC Section VIII Div 1 (Part 2) - Welding & NDTDocument14 pagesSummary of ASME BPVC Section VIII Div 1 (Part 2) - Welding & NDTTin Aung KyiNo ratings yet
- Nigerin Content Dev Plan and PolicyDocument21 pagesNigerin Content Dev Plan and PolicyBenjamin Isibor100% (2)
- Testing Valve and NDTDocument5 pagesTesting Valve and NDTTran Trungtt100% (1)
- IP23 - Procedure For Welder Performance QualificationDocument25 pagesIP23 - Procedure For Welder Performance QualificationsajiNo ratings yet
- E1209Document6 pagesE1209Jose Gregorio Aponte Perez100% (3)
- Digital Profile Radiography - Practical Uses and LimitationsDocument24 pagesDigital Profile Radiography - Practical Uses and LimitationsMohan RajNo ratings yet
- 583-2 PDFDocument48 pages583-2 PDFWai YanNo ratings yet
- Malaysia Inspection Bodies Accreditation Scheme (Mibas)Document11 pagesMalaysia Inspection Bodies Accreditation Scheme (Mibas)Ko NSNo ratings yet
- Failure Analysis of Weld-Repaired B-1900 Turbine Blade ShroudsDocument9 pagesFailure Analysis of Weld-Repaired B-1900 Turbine Blade ShroudsnaderbahramiNo ratings yet
- Non-Destructive Testing Inspector S HandbookDocument132 pagesNon-Destructive Testing Inspector S HandbookAdi SutardiNo ratings yet
- Welding and NDTDocument51 pagesWelding and NDTAdvis67% (3)
- Astm A508 A508m (1999)Document6 pagesAstm A508 A508m (1999)Orbinox SanthanamNo ratings yet
- Astm A768 PDFDocument4 pagesAstm A768 PDFCristian OtivoNo ratings yet
- Edition Section Question Answer Q1 9th 3.1.6 - 5.6.1.1Document6 pagesEdition Section Question Answer Q1 9th 3.1.6 - 5.6.1.1Ainura SakpireyevaNo ratings yet
- API - 570 - Study - Notes-2DSDFG CDocument1 pageAPI - 570 - Study - Notes-2DSDFG Cuttam100% (1)
- Saep 1160Document13 pagesSaep 1160Durga Jagan Puppala100% (1)
- CO, CQ KunchengDocument6 pagesCO, CQ Kunchengbinhminhmua1991No ratings yet
- Unit 19 UPK'sDocument21 pagesUnit 19 UPK'sHannan__AhmedNo ratings yet
- TS en 15085-1-2008 Demi̇ryolu Araçlari Ve Bi̇leşenleri̇ni̇n Kaynaği-Bölüm 1 GenelDocument12 pagesTS en 15085-1-2008 Demi̇ryolu Araçlari Ve Bi̇leşenleri̇ni̇n Kaynaği-Bölüm 1 Genelc3409127100% (1)
- PTDocument7 pagesPTMohdHuzairiRusliNo ratings yet
- Phased Array UT Application For Boiler Tube Inspection in Manufacturing Anandamurugan S, Siva Sankar YDocument10 pagesPhased Array UT Application For Boiler Tube Inspection in Manufacturing Anandamurugan S, Siva Sankar YmuhdmsohNo ratings yet
- A Comparative Study of PAUT and TOFD Responses With The Changes in Microstructure of Various Materials - A Step Towards Reliable DetectionDocument11 pagesA Comparative Study of PAUT and TOFD Responses With The Changes in Microstructure of Various Materials - A Step Towards Reliable DetectionFethi BELOUISNo ratings yet
- E290 RT Rev.0Document19 pagesE290 RT Rev.0Amir Reza Rashidfarokhi100% (1)
- Mechanical Maintenance Manual For RTGDocument88 pagesMechanical Maintenance Manual For RTGJorge CardonaNo ratings yet
- Api 570 PreDocument3 pagesApi 570 PreBhargava NaiduNo ratings yet
- Catalogue NPPLDocument20 pagesCatalogue NPPLamey21rautNo ratings yet