
Effect of Al2O3 On Microstructure and Corrosion CH
Effect of Al2O3 On Microstructure and Corrosion CH
You might also like
- Sba MekpresentationDocument11 pagesSba MekpresentationPrashit JainNo ratings yet
- Xi STD Salt AnalysisDocument18 pagesXi STD Salt AnalysisSiragu Kalaimannan100% (2)
- Diamond Like Carbon DLC CoatingDocument14 pagesDiamond Like Carbon DLC CoatingHamza HussainNo ratings yet
- Surface & Coatings Technology: 2 2 Shudan Li, Defu Liu, Guan Liu, Siwei Xin, Zixin Deng, Chunye Li, Tao ChenDocument18 pagesSurface & Coatings Technology: 2 2 Shudan Li, Defu Liu, Guan Liu, Siwei Xin, Zixin Deng, Chunye Li, Tao Chenthomasalbatros137No ratings yet
- Coatings 13 01819 v2Document18 pagesCoatings 13 01819 v2A HardaniNo ratings yet
- Corrosion Resistance Performance of Epoxy Coatings Incorporated With Unmilled Micro Aluminium PigmentsDocument14 pagesCorrosion Resistance Performance of Epoxy Coatings Incorporated With Unmilled Micro Aluminium Pigmentssmith100% (1)
- CoatingsDocument16 pagesCoatingsVíctor SaldarriagaNo ratings yet
- Surface & Coatings TechnologyDocument8 pagesSurface & Coatings TechnologySanti Osorio DiezNo ratings yet
- M - Graphene Coating For Corrosion ProtectionDocument6 pagesM - Graphene Coating For Corrosion ProtectionGabriel DiazNo ratings yet
- Effect of Microstructure and Mechanical Properties On Wear Behavior of Plasma-Sprayed Cr2O3-YSZ-SiC CoatingsDocument13 pagesEffect of Microstructure and Mechanical Properties On Wear Behavior of Plasma-Sprayed Cr2O3-YSZ-SiC CoatingsArnaud MorosiNo ratings yet
- Producing Cobalt-Graphene Composite Coating by Pulse Electrodeposition With Excellent Wear and Corrosion ResisitanceDocument8 pagesProducing Cobalt-Graphene Composite Coating by Pulse Electrodeposition With Excellent Wear and Corrosion ResisitanceJOHNSAN RNo ratings yet
- Al2O3 PS - 3Document8 pagesAl2O3 PS - 3Djm AlgNo ratings yet
- Effect of Surface Preparation On The Microstructure, Adhesion, and Tensile Properties of Cold-Sprayed Aluminum Coatings On AA2024 SubstratesDocument13 pagesEffect of Surface Preparation On The Microstructure, Adhesion, and Tensile Properties of Cold-Sprayed Aluminum Coatings On AA2024 SubstratesLaura Triguero SanchezNo ratings yet
- Góral2017 Article EffectOfSurfaceRoughnessAndStrDocument11 pagesGóral2017 Article EffectOfSurfaceRoughnessAndStrvianaufgNo ratings yet
- Articulo 3Document10 pagesArticulo 3Josh ParkerNo ratings yet
- Surface & Coatings Technology: Zheng Wei, Yuping Wu, Sheng Hong, Jiangbo Cheng, Lei Qiao, Jie Cheng, Shuaishuai ZhuDocument11 pagesSurface & Coatings Technology: Zheng Wei, Yuping Wu, Sheng Hong, Jiangbo Cheng, Lei Qiao, Jie Cheng, Shuaishuai ZhuFrancisco OppsNo ratings yet
- Effects of Inorganic Sealant and Brief Heat Treatments On Corrosion Behavior of Plasma Sprayed Cr2O3-Al2O3 Composite Ceramic CoatingsDocument8 pagesEffects of Inorganic Sealant and Brief Heat Treatments On Corrosion Behavior of Plasma Sprayed Cr2O3-Al2O3 Composite Ceramic CoatingsBM Q100% (1)
- Surface & Coatings Technology: SciencedirectDocument18 pagesSurface & Coatings Technology: SciencedirectDr Praveen KumarNo ratings yet
- Materials 15 06758 v2Document12 pagesMaterials 15 06758 v213408169705No ratings yet
- Tribology International: Hadi Nasirivatan, Reza Ebrahimi-Kahrizsangi, Masoud Kasiri AsgaraniDocument8 pagesTribology International: Hadi Nasirivatan, Reza Ebrahimi-Kahrizsangi, Masoud Kasiri AsgaraniTugay ArıçNo ratings yet
- Abioye Et Al. - Effect of Carbide Dissolution On The Corrosion Performance of Tungsten Carbide Reinforced Inconel 625 Wire Laser CoatingDocument11 pagesAbioye Et Al. - Effect of Carbide Dissolution On The Corrosion Performance of Tungsten Carbide Reinforced Inconel 625 Wire Laser CoatingÉlida AlvesNo ratings yet
- Surface & Coatings Technology: Qing Yu Hou, Zhenyi Huang, Jing Tao WangDocument7 pagesSurface & Coatings Technology: Qing Yu Hou, Zhenyi Huang, Jing Tao WangDhananjay ShimpiNo ratings yet
- 2-Tribological Behavior of Carbon BasedDocument7 pages2-Tribological Behavior of Carbon BasedYilmaz OzmenNo ratings yet
- A Study of Laser Cladding NiCrBSi Mo Composite CoatingsDocument10 pagesA Study of Laser Cladding NiCrBSi Mo Composite Coatingsasad aliNo ratings yet
- Laser Cladding Remanufacturing of Aircraft Landing Gear Based On 30CrMnSiNi2A SteelDocument13 pagesLaser Cladding Remanufacturing of Aircraft Landing Gear Based On 30CrMnSiNi2A Steelzixin chenNo ratings yet
- 1 s2.0 S0950061822001878 MainDocument21 pages1 s2.0 S0950061822001878 Maingustavo vegaNo ratings yet
- The Influence of Chromium Content On Wear and Corrosion Behavior of Surface AlloyedDocument10 pagesThe Influence of Chromium Content On Wear and Corrosion Behavior of Surface AlloyedBurag HamparyanNo ratings yet
- Wear of Flame-Sprayed Ni-Cr-B-Si Powder Coating On Journal For Seal ContactDocument6 pagesWear of Flame-Sprayed Ni-Cr-B-Si Powder Coating On Journal For Seal Contactmuhammad abduhNo ratings yet
- 1 s2.0 S0272884219331256 MainDocument9 pages1 s2.0 S0272884219331256 MainQuentin BourzeixNo ratings yet
- Characterization of WCCo Coatings On Metal SubstratesDocument3 pagesCharacterization of WCCo Coatings On Metal SubstratesSayra MedellínNo ratings yet
- Influence of Surface Roughness of PVD Coatings On Tribological Performance in Sliding ContactsDocument7 pagesInfluence of Surface Roughness of PVD Coatings On Tribological Performance in Sliding ContactsIan SegersNo ratings yet
- 2016 - PACVD Thick DLC CoatingsDocument9 pages2016 - PACVD Thick DLC CoatingsPeter MalpasNo ratings yet
- Abrasion Resistance of Fe CR C Coating Deposited by FCAW Welding PR - 2021 - WeaDocument12 pagesAbrasion Resistance of Fe CR C Coating Deposited by FCAW Welding PR - 2021 - WeaEdsonNo ratings yet
- Shi2009 PDFDocument9 pagesShi2009 PDFJhon jairoNo ratings yet
- HFOVDocument9 pagesHFOVscribd_anjirNo ratings yet
- Investigation On Two-Body Abrasive Wear Behavior of Silicon Carbide Filled Glass Fabric-Epoxy CompositesDocument16 pagesInvestigation On Two-Body Abrasive Wear Behavior of Silicon Carbide Filled Glass Fabric-Epoxy CompositesHerpika DianaNo ratings yet
- Jmad PDFDocument10 pagesJmad PDFArunachalam NarayananNo ratings yet
- 1 s2.0 S0010938X16311751 MainDocument15 pages1 s2.0 S0010938X16311751 MainRobson CostaNo ratings yet
- Superior Dissimilar Adhesive Joint of Mild Steel and Aluminium Using UDM Processed Epoxy Based TiO2 Nano-Filler Composite AdhesiveDocument11 pagesSuperior Dissimilar Adhesive Joint of Mild Steel and Aluminium Using UDM Processed Epoxy Based TiO2 Nano-Filler Composite AdhesiveThiago de SousaNo ratings yet
- 01.influence of Positive Pulse Voltages On Structure, Mechanical, and Corrosioninhibition Characteristics of Si-DLC CoatingsDocument15 pages01.influence of Positive Pulse Voltages On Structure, Mechanical, and Corrosioninhibition Characteristics of Si-DLC CoatingsMarco Di MaioNo ratings yet
- 1 s2.0 S0257897224002445 MainDocument13 pages1 s2.0 S0257897224002445 MainArunNo ratings yet
- Cement & Concrete Composites: Shi-Cong Kou, Chi-Sun PoonDocument8 pagesCement & Concrete Composites: Shi-Cong Kou, Chi-Sun PoonsaratNo ratings yet
- AnalysisDocument16 pagesAnalysispatilayush1894No ratings yet
- Tungue Microcapsulassharma2020Document15 pagesTungue Microcapsulassharma2020Laura ANo ratings yet
- Critical Review of Corrosion Protection by Cold Spray CoatingsDocument13 pagesCritical Review of Corrosion Protection by Cold Spray CoatingsDr Praveen KumarNo ratings yet
- Experimental Studies of Different Quenching MediaDocument12 pagesExperimental Studies of Different Quenching MediaTHANI ORUVANNo ratings yet
- Corrosion Resistance in NaCl Environment of Fiber Metal Laminates Based On Aluminum and Titanium Alloys With Carbon and Glass FibersDocument14 pagesCorrosion Resistance in NaCl Environment of Fiber Metal Laminates Based On Aluminum and Titanium Alloys With Carbon and Glass FibersSharamito AkaritoNo ratings yet
- Oxidation CorrosionDocument17 pagesOxidation CorrosionGise GSNo ratings yet
- Construction and Building Materials: Guo Li, Lei Dong, Zhu'an Bai, Ming Lei, Jianmin DuDocument7 pagesConstruction and Building Materials: Guo Li, Lei Dong, Zhu'an Bai, Ming Lei, Jianmin DuHaniel FcNo ratings yet
- Coatings 12 01010Document10 pagesCoatings 12 01010jitender singhNo ratings yet
- Surface & Coatings Technology: SciencedirectDocument12 pagesSurface & Coatings Technology: Sciencedirectsalah eddineNo ratings yet
- Ffect of Nano Powder On Mechanical and Physical Properties of Glass Fiber Reinforced Epoxy CompositeDocument8 pagesFfect of Nano Powder On Mechanical and Physical Properties of Glass Fiber Reinforced Epoxy CompositeSAMEHNo ratings yet
- Environmental Resistance and Mechanical Performance of Basalt and Glass FibersDocument8 pagesEnvironmental Resistance and Mechanical Performance of Basalt and Glass FibersmithileshmaverickNo ratings yet
- Polymers: Study On The Corrosion Resistance of Graphene Oxide-Based Epoxy Zinc-Rich CoatingsDocument20 pagesPolymers: Study On The Corrosion Resistance of Graphene Oxide-Based Epoxy Zinc-Rich CoatingsAnimesh Kumar100% (1)
- Improvement of Solid Particle Erosion and Corrosion Resistance Using Gu2020Document8 pagesImprovement of Solid Particle Erosion and Corrosion Resistance Using Gu2020Chercheurs Permanents UrmmNo ratings yet
- International Paper 2Document11 pagesInternational Paper 2pichaya.arkNo ratings yet
- Experimental Investigations of Sol-Gel Process Parameters For Wear Reduction On Thermal Barrier Coated AA2024 Aluminum Alloys With The Use of Taguchi-Based OptimizationDocument12 pagesExperimental Investigations of Sol-Gel Process Parameters For Wear Reduction On Thermal Barrier Coated AA2024 Aluminum Alloys With The Use of Taguchi-Based OptimizationGani PateelNo ratings yet
- 02.effects of Silicon On Microstructure and Corrosion Resistance of Diamond-Like-Carbon Film Prepared On 2024 Aluminum Alloy by PECVDDocument7 pages02.effects of Silicon On Microstructure and Corrosion Resistance of Diamond-Like-Carbon Film Prepared On 2024 Aluminum Alloy by PECVDMarco Di MaioNo ratings yet
- Al and Mo Synergistic Enhancement of CoCrFeNi High-Entropy Alloy LaserDocument10 pagesAl and Mo Synergistic Enhancement of CoCrFeNi High-Entropy Alloy LasermichaelNo ratings yet
- 1 s2.0 S0257897223002657 MainDocument13 pages1 s2.0 S0257897223002657 MainRAMALA RAKESH KUMAR REDDYNo ratings yet
- The Influence of Interfacial Characteristics Between Sic and Mg/Al Metal Matrix On Wear, Coefficient of Friction and MicrohardnessDocument11 pagesThe Influence of Interfacial Characteristics Between Sic and Mg/Al Metal Matrix On Wear, Coefficient of Friction and MicrohardnessAmber WilliamsNo ratings yet
- Self-healing Ceramic Matrix Composites: A MonographFrom EverandSelf-healing Ceramic Matrix Composites: A MonographNo ratings yet
- RocksDocument19 pagesRocksTayyba sayedNo ratings yet
- Castings, Austenitic, For Pressure-Containing PartsDocument7 pagesCastings, Austenitic, For Pressure-Containing Partsist93993100% (1)
- 2 Manjunath-2018Document11 pages2 Manjunath-2018Nórida Pájaro GómezNo ratings yet
- PT - Class-1Document29 pagesPT - Class-1Sameer MohammadNo ratings yet
- DD Ebook Deco Treatment PDFDocument40 pagesDD Ebook Deco Treatment PDFFare NienteNo ratings yet
- Lecture 1 Nano Macro BuehlerDocument66 pagesLecture 1 Nano Macro BuehlerVarun RavikumarNo ratings yet
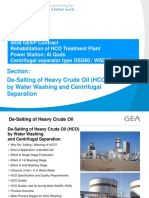
- Section: De-Salting of Heavy Crude Oil (HCO) by Water Washing and Centrifugal SeparationDocument34 pagesSection: De-Salting of Heavy Crude Oil (HCO) by Water Washing and Centrifugal Separationحارث اكرمNo ratings yet
- Chapter 4: Imperfections in The Atomic and Ionic ArrangementsDocument20 pagesChapter 4: Imperfections in The Atomic and Ionic ArrangementsMarcos JoseNo ratings yet
- Chemical EnergerticsDocument24 pagesChemical EnergerticsAnotidaishe ChakanetsaNo ratings yet
- Au in C - HutchingsDocument8 pagesAu in C - HutchingsLuis TolentinoNo ratings yet
- Safety Features of Acetylene Cylinders and Bundles - Ernest Khoo - Web VersDocument38 pagesSafety Features of Acetylene Cylinders and Bundles - Ernest Khoo - Web VersLisa FosterNo ratings yet
- Caption Project Report (Embosis) 3Document40 pagesCaption Project Report (Embosis) 3vaibhav SangarNo ratings yet
- Stainless Steel Mill Products SpecificationsDocument51 pagesStainless Steel Mill Products SpecificationsMichael GaydosNo ratings yet
- IPS PressVESTDocument64 pagesIPS PressVESTToma IoanaNo ratings yet
- ANSI (ST) - III Manufacturing-I 05052020Document57 pagesANSI (ST) - III Manufacturing-I 05052020marcio_limaNo ratings yet
- Thermal Insulation Properties StyreneDocument13 pagesThermal Insulation Properties StyreneNicolás Caballero BlancoNo ratings yet
- Capacitor MKPDocument29 pagesCapacitor MKPMartina KNo ratings yet
- Memo 097.7 - 122719 - Item 451 Tunnel ShotcreteDocument9 pagesMemo 097.7 - 122719 - Item 451 Tunnel ShotcreteBai Alleha MusaNo ratings yet
- Tests For Workability of Concrete at Construction Site and Its ValuesDocument3 pagesTests For Workability of Concrete at Construction Site and Its ValuesAvinash LalNo ratings yet
- Steels in Additive Manufacturing: A Review of Their Microstructure and PropertiesDocument54 pagesSteels in Additive Manufacturing: A Review of Their Microstructure and PropertiesAdéliaSouzaNo ratings yet
- sl2019 685Document3 pagessl2019 685avm4343No ratings yet
- Green Passbook Spent Solvent PDFDocument2 pagesGreen Passbook Spent Solvent PDFnikhilbhorNo ratings yet
- Rammed Earth ReviewDocument118 pagesRammed Earth ReviewnoricumNo ratings yet
- Material Master 1632007Document328 pagesMaterial Master 1632007Kishore KumarNo ratings yet
- Astm A500 1978Document8 pagesAstm A500 1978Boby ThomasNo ratings yet
- 2.3. Structural System PlanningDocument8 pages2.3. Structural System PlanningGian SanchezNo ratings yet
- MSDS-080039-1 MGG NKPL-2 HP9Document4 pagesMSDS-080039-1 MGG NKPL-2 HP9Galih SargitaNo ratings yet
- Environmental Technology & Innovation: Chuanhai Zhao Dajun ZhaoDocument10 pagesEnvironmental Technology & Innovation: Chuanhai Zhao Dajun ZhaoFawzia HassanNo ratings yet























































































Download as pdf or txt
You might also like
- Sba MekpresentationDocument11 pagesSba MekpresentationPrashit JainNo ratings yet
- Xi STD Salt AnalysisDocument18 pagesXi STD Salt AnalysisSiragu Kalaimannan100% (2)
- Diamond Like Carbon DLC CoatingDocument14 pagesDiamond Like Carbon DLC CoatingHamza HussainNo ratings yet
- Surface & Coatings Technology: 2 2 Shudan Li, Defu Liu, Guan Liu, Siwei Xin, Zixin Deng, Chunye Li, Tao ChenDocument18 pagesSurface & Coatings Technology: 2 2 Shudan Li, Defu Liu, Guan Liu, Siwei Xin, Zixin Deng, Chunye Li, Tao Chenthomasalbatros137No ratings yet
- Coatings 13 01819 v2Document18 pagesCoatings 13 01819 v2A HardaniNo ratings yet
- Corrosion Resistance Performance of Epoxy Coatings Incorporated With Unmilled Micro Aluminium PigmentsDocument14 pagesCorrosion Resistance Performance of Epoxy Coatings Incorporated With Unmilled Micro Aluminium Pigmentssmith100% (1)
- CoatingsDocument16 pagesCoatingsVíctor SaldarriagaNo ratings yet
- Surface & Coatings TechnologyDocument8 pagesSurface & Coatings TechnologySanti Osorio DiezNo ratings yet
- M - Graphene Coating For Corrosion ProtectionDocument6 pagesM - Graphene Coating For Corrosion ProtectionGabriel DiazNo ratings yet
- Effect of Microstructure and Mechanical Properties On Wear Behavior of Plasma-Sprayed Cr2O3-YSZ-SiC CoatingsDocument13 pagesEffect of Microstructure and Mechanical Properties On Wear Behavior of Plasma-Sprayed Cr2O3-YSZ-SiC CoatingsArnaud MorosiNo ratings yet
- Producing Cobalt-Graphene Composite Coating by Pulse Electrodeposition With Excellent Wear and Corrosion ResisitanceDocument8 pagesProducing Cobalt-Graphene Composite Coating by Pulse Electrodeposition With Excellent Wear and Corrosion ResisitanceJOHNSAN RNo ratings yet
- Al2O3 PS - 3Document8 pagesAl2O3 PS - 3Djm AlgNo ratings yet
- Effect of Surface Preparation On The Microstructure, Adhesion, and Tensile Properties of Cold-Sprayed Aluminum Coatings On AA2024 SubstratesDocument13 pagesEffect of Surface Preparation On The Microstructure, Adhesion, and Tensile Properties of Cold-Sprayed Aluminum Coatings On AA2024 SubstratesLaura Triguero SanchezNo ratings yet
- Góral2017 Article EffectOfSurfaceRoughnessAndStrDocument11 pagesGóral2017 Article EffectOfSurfaceRoughnessAndStrvianaufgNo ratings yet
- Articulo 3Document10 pagesArticulo 3Josh ParkerNo ratings yet
- Surface & Coatings Technology: Zheng Wei, Yuping Wu, Sheng Hong, Jiangbo Cheng, Lei Qiao, Jie Cheng, Shuaishuai ZhuDocument11 pagesSurface & Coatings Technology: Zheng Wei, Yuping Wu, Sheng Hong, Jiangbo Cheng, Lei Qiao, Jie Cheng, Shuaishuai ZhuFrancisco OppsNo ratings yet
- Effects of Inorganic Sealant and Brief Heat Treatments On Corrosion Behavior of Plasma Sprayed Cr2O3-Al2O3 Composite Ceramic CoatingsDocument8 pagesEffects of Inorganic Sealant and Brief Heat Treatments On Corrosion Behavior of Plasma Sprayed Cr2O3-Al2O3 Composite Ceramic CoatingsBM Q100% (1)
- Surface & Coatings Technology: SciencedirectDocument18 pagesSurface & Coatings Technology: SciencedirectDr Praveen KumarNo ratings yet
- Materials 15 06758 v2Document12 pagesMaterials 15 06758 v213408169705No ratings yet
- Tribology International: Hadi Nasirivatan, Reza Ebrahimi-Kahrizsangi, Masoud Kasiri AsgaraniDocument8 pagesTribology International: Hadi Nasirivatan, Reza Ebrahimi-Kahrizsangi, Masoud Kasiri AsgaraniTugay ArıçNo ratings yet
- Abioye Et Al. - Effect of Carbide Dissolution On The Corrosion Performance of Tungsten Carbide Reinforced Inconel 625 Wire Laser CoatingDocument11 pagesAbioye Et Al. - Effect of Carbide Dissolution On The Corrosion Performance of Tungsten Carbide Reinforced Inconel 625 Wire Laser CoatingÉlida AlvesNo ratings yet
- Surface & Coatings Technology: Qing Yu Hou, Zhenyi Huang, Jing Tao WangDocument7 pagesSurface & Coatings Technology: Qing Yu Hou, Zhenyi Huang, Jing Tao WangDhananjay ShimpiNo ratings yet
- 2-Tribological Behavior of Carbon BasedDocument7 pages2-Tribological Behavior of Carbon BasedYilmaz OzmenNo ratings yet
- A Study of Laser Cladding NiCrBSi Mo Composite CoatingsDocument10 pagesA Study of Laser Cladding NiCrBSi Mo Composite Coatingsasad aliNo ratings yet
- Laser Cladding Remanufacturing of Aircraft Landing Gear Based On 30CrMnSiNi2A SteelDocument13 pagesLaser Cladding Remanufacturing of Aircraft Landing Gear Based On 30CrMnSiNi2A Steelzixin chenNo ratings yet
- 1 s2.0 S0950061822001878 MainDocument21 pages1 s2.0 S0950061822001878 Maingustavo vegaNo ratings yet
- The Influence of Chromium Content On Wear and Corrosion Behavior of Surface AlloyedDocument10 pagesThe Influence of Chromium Content On Wear and Corrosion Behavior of Surface AlloyedBurag HamparyanNo ratings yet
- Wear of Flame-Sprayed Ni-Cr-B-Si Powder Coating On Journal For Seal ContactDocument6 pagesWear of Flame-Sprayed Ni-Cr-B-Si Powder Coating On Journal For Seal Contactmuhammad abduhNo ratings yet
- 1 s2.0 S0272884219331256 MainDocument9 pages1 s2.0 S0272884219331256 MainQuentin BourzeixNo ratings yet
- Characterization of WCCo Coatings On Metal SubstratesDocument3 pagesCharacterization of WCCo Coatings On Metal SubstratesSayra MedellínNo ratings yet
- Influence of Surface Roughness of PVD Coatings On Tribological Performance in Sliding ContactsDocument7 pagesInfluence of Surface Roughness of PVD Coatings On Tribological Performance in Sliding ContactsIan SegersNo ratings yet
- 2016 - PACVD Thick DLC CoatingsDocument9 pages2016 - PACVD Thick DLC CoatingsPeter MalpasNo ratings yet
- Abrasion Resistance of Fe CR C Coating Deposited by FCAW Welding PR - 2021 - WeaDocument12 pagesAbrasion Resistance of Fe CR C Coating Deposited by FCAW Welding PR - 2021 - WeaEdsonNo ratings yet
- Shi2009 PDFDocument9 pagesShi2009 PDFJhon jairoNo ratings yet
- HFOVDocument9 pagesHFOVscribd_anjirNo ratings yet
- Investigation On Two-Body Abrasive Wear Behavior of Silicon Carbide Filled Glass Fabric-Epoxy CompositesDocument16 pagesInvestigation On Two-Body Abrasive Wear Behavior of Silicon Carbide Filled Glass Fabric-Epoxy CompositesHerpika DianaNo ratings yet
- Jmad PDFDocument10 pagesJmad PDFArunachalam NarayananNo ratings yet
- 1 s2.0 S0010938X16311751 MainDocument15 pages1 s2.0 S0010938X16311751 MainRobson CostaNo ratings yet
- Superior Dissimilar Adhesive Joint of Mild Steel and Aluminium Using UDM Processed Epoxy Based TiO2 Nano-Filler Composite AdhesiveDocument11 pagesSuperior Dissimilar Adhesive Joint of Mild Steel and Aluminium Using UDM Processed Epoxy Based TiO2 Nano-Filler Composite AdhesiveThiago de SousaNo ratings yet
- 01.influence of Positive Pulse Voltages On Structure, Mechanical, and Corrosioninhibition Characteristics of Si-DLC CoatingsDocument15 pages01.influence of Positive Pulse Voltages On Structure, Mechanical, and Corrosioninhibition Characteristics of Si-DLC CoatingsMarco Di MaioNo ratings yet
- 1 s2.0 S0257897224002445 MainDocument13 pages1 s2.0 S0257897224002445 MainArunNo ratings yet
- Cement & Concrete Composites: Shi-Cong Kou, Chi-Sun PoonDocument8 pagesCement & Concrete Composites: Shi-Cong Kou, Chi-Sun PoonsaratNo ratings yet
- AnalysisDocument16 pagesAnalysispatilayush1894No ratings yet
- Tungue Microcapsulassharma2020Document15 pagesTungue Microcapsulassharma2020Laura ANo ratings yet
- Critical Review of Corrosion Protection by Cold Spray CoatingsDocument13 pagesCritical Review of Corrosion Protection by Cold Spray CoatingsDr Praveen KumarNo ratings yet
- Experimental Studies of Different Quenching MediaDocument12 pagesExperimental Studies of Different Quenching MediaTHANI ORUVANNo ratings yet
- Corrosion Resistance in NaCl Environment of Fiber Metal Laminates Based On Aluminum and Titanium Alloys With Carbon and Glass FibersDocument14 pagesCorrosion Resistance in NaCl Environment of Fiber Metal Laminates Based On Aluminum and Titanium Alloys With Carbon and Glass FibersSharamito AkaritoNo ratings yet
- Oxidation CorrosionDocument17 pagesOxidation CorrosionGise GSNo ratings yet
- Construction and Building Materials: Guo Li, Lei Dong, Zhu'an Bai, Ming Lei, Jianmin DuDocument7 pagesConstruction and Building Materials: Guo Li, Lei Dong, Zhu'an Bai, Ming Lei, Jianmin DuHaniel FcNo ratings yet
- Coatings 12 01010Document10 pagesCoatings 12 01010jitender singhNo ratings yet
- Surface & Coatings Technology: SciencedirectDocument12 pagesSurface & Coatings Technology: Sciencedirectsalah eddineNo ratings yet
- Ffect of Nano Powder On Mechanical and Physical Properties of Glass Fiber Reinforced Epoxy CompositeDocument8 pagesFfect of Nano Powder On Mechanical and Physical Properties of Glass Fiber Reinforced Epoxy CompositeSAMEHNo ratings yet
- Environmental Resistance and Mechanical Performance of Basalt and Glass FibersDocument8 pagesEnvironmental Resistance and Mechanical Performance of Basalt and Glass FibersmithileshmaverickNo ratings yet
- Polymers: Study On The Corrosion Resistance of Graphene Oxide-Based Epoxy Zinc-Rich CoatingsDocument20 pagesPolymers: Study On The Corrosion Resistance of Graphene Oxide-Based Epoxy Zinc-Rich CoatingsAnimesh Kumar100% (1)
- Improvement of Solid Particle Erosion and Corrosion Resistance Using Gu2020Document8 pagesImprovement of Solid Particle Erosion and Corrosion Resistance Using Gu2020Chercheurs Permanents UrmmNo ratings yet
- International Paper 2Document11 pagesInternational Paper 2pichaya.arkNo ratings yet
- Experimental Investigations of Sol-Gel Process Parameters For Wear Reduction On Thermal Barrier Coated AA2024 Aluminum Alloys With The Use of Taguchi-Based OptimizationDocument12 pagesExperimental Investigations of Sol-Gel Process Parameters For Wear Reduction On Thermal Barrier Coated AA2024 Aluminum Alloys With The Use of Taguchi-Based OptimizationGani PateelNo ratings yet
- 02.effects of Silicon On Microstructure and Corrosion Resistance of Diamond-Like-Carbon Film Prepared On 2024 Aluminum Alloy by PECVDDocument7 pages02.effects of Silicon On Microstructure and Corrosion Resistance of Diamond-Like-Carbon Film Prepared On 2024 Aluminum Alloy by PECVDMarco Di MaioNo ratings yet
- Al and Mo Synergistic Enhancement of CoCrFeNi High-Entropy Alloy LaserDocument10 pagesAl and Mo Synergistic Enhancement of CoCrFeNi High-Entropy Alloy LasermichaelNo ratings yet
- 1 s2.0 S0257897223002657 MainDocument13 pages1 s2.0 S0257897223002657 MainRAMALA RAKESH KUMAR REDDYNo ratings yet
- The Influence of Interfacial Characteristics Between Sic and Mg/Al Metal Matrix On Wear, Coefficient of Friction and MicrohardnessDocument11 pagesThe Influence of Interfacial Characteristics Between Sic and Mg/Al Metal Matrix On Wear, Coefficient of Friction and MicrohardnessAmber WilliamsNo ratings yet
- Self-healing Ceramic Matrix Composites: A MonographFrom EverandSelf-healing Ceramic Matrix Composites: A MonographNo ratings yet
- RocksDocument19 pagesRocksTayyba sayedNo ratings yet
- Castings, Austenitic, For Pressure-Containing PartsDocument7 pagesCastings, Austenitic, For Pressure-Containing Partsist93993100% (1)
- 2 Manjunath-2018Document11 pages2 Manjunath-2018Nórida Pájaro GómezNo ratings yet
- PT - Class-1Document29 pagesPT - Class-1Sameer MohammadNo ratings yet
- DD Ebook Deco Treatment PDFDocument40 pagesDD Ebook Deco Treatment PDFFare NienteNo ratings yet
- Lecture 1 Nano Macro BuehlerDocument66 pagesLecture 1 Nano Macro BuehlerVarun RavikumarNo ratings yet
- Section: De-Salting of Heavy Crude Oil (HCO) by Water Washing and Centrifugal SeparationDocument34 pagesSection: De-Salting of Heavy Crude Oil (HCO) by Water Washing and Centrifugal Separationحارث اكرمNo ratings yet
- Chapter 4: Imperfections in The Atomic and Ionic ArrangementsDocument20 pagesChapter 4: Imperfections in The Atomic and Ionic ArrangementsMarcos JoseNo ratings yet
- Chemical EnergerticsDocument24 pagesChemical EnergerticsAnotidaishe ChakanetsaNo ratings yet
- Au in C - HutchingsDocument8 pagesAu in C - HutchingsLuis TolentinoNo ratings yet
- Safety Features of Acetylene Cylinders and Bundles - Ernest Khoo - Web VersDocument38 pagesSafety Features of Acetylene Cylinders and Bundles - Ernest Khoo - Web VersLisa FosterNo ratings yet
- Caption Project Report (Embosis) 3Document40 pagesCaption Project Report (Embosis) 3vaibhav SangarNo ratings yet
- Stainless Steel Mill Products SpecificationsDocument51 pagesStainless Steel Mill Products SpecificationsMichael GaydosNo ratings yet
- IPS PressVESTDocument64 pagesIPS PressVESTToma IoanaNo ratings yet
- ANSI (ST) - III Manufacturing-I 05052020Document57 pagesANSI (ST) - III Manufacturing-I 05052020marcio_limaNo ratings yet
- Thermal Insulation Properties StyreneDocument13 pagesThermal Insulation Properties StyreneNicolás Caballero BlancoNo ratings yet
- Capacitor MKPDocument29 pagesCapacitor MKPMartina KNo ratings yet
- Memo 097.7 - 122719 - Item 451 Tunnel ShotcreteDocument9 pagesMemo 097.7 - 122719 - Item 451 Tunnel ShotcreteBai Alleha MusaNo ratings yet
- Tests For Workability of Concrete at Construction Site and Its ValuesDocument3 pagesTests For Workability of Concrete at Construction Site and Its ValuesAvinash LalNo ratings yet
- Steels in Additive Manufacturing: A Review of Their Microstructure and PropertiesDocument54 pagesSteels in Additive Manufacturing: A Review of Their Microstructure and PropertiesAdéliaSouzaNo ratings yet
- sl2019 685Document3 pagessl2019 685avm4343No ratings yet
- Green Passbook Spent Solvent PDFDocument2 pagesGreen Passbook Spent Solvent PDFnikhilbhorNo ratings yet
- Rammed Earth ReviewDocument118 pagesRammed Earth ReviewnoricumNo ratings yet
- Material Master 1632007Document328 pagesMaterial Master 1632007Kishore KumarNo ratings yet
- Astm A500 1978Document8 pagesAstm A500 1978Boby ThomasNo ratings yet
- 2.3. Structural System PlanningDocument8 pages2.3. Structural System PlanningGian SanchezNo ratings yet
- MSDS-080039-1 MGG NKPL-2 HP9Document4 pagesMSDS-080039-1 MGG NKPL-2 HP9Galih SargitaNo ratings yet
- Environmental Technology & Innovation: Chuanhai Zhao Dajun ZhaoDocument10 pagesEnvironmental Technology & Innovation: Chuanhai Zhao Dajun ZhaoFawzia HassanNo ratings yet