Download as pdf or txt
You might also like
- Changes in ISO 5817-2023Document15 pagesChanges in ISO 5817-2023Amit Jana75% (4)
- 100 MZR Multi-PlexDocument8 pages100 MZR Multi-PlexHarry CortezNo ratings yet
- Picnic Table Converts BenchesDocument17 pagesPicnic Table Converts BenchesBruno AbreuNo ratings yet
- thermal evaporation 1زززDocument2 pagesthermal evaporation 1زززahmed hargaNo ratings yet
- UntitledDocument64 pagesUntitledPedro TeixeiraNo ratings yet
- Icrosystems Ngineering: Dr.-Ing. Ronny GerbachDocument24 pagesIcrosystems Ngineering: Dr.-Ing. Ronny GerbachRahul ReddyNo ratings yet
- Dat ProceduresDocument8 pagesDat ProceduresTruong DucQuangNo ratings yet
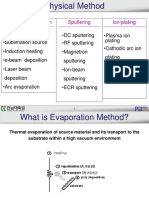
- Thermal Evaporation Sputtering Ion-PlatingDocument34 pagesThermal Evaporation Sputtering Ion-PlatingRupesh KannanNo ratings yet
- Surface Engineering of Nanomaterials: Lecture 12: Physical Vapour Deposition (PVD)Document19 pagesSurface Engineering of Nanomaterials: Lecture 12: Physical Vapour Deposition (PVD)hrana287No ratings yet
- 2017 Thin Film GrowthDocument70 pages2017 Thin Film GrowthPankaj Kumar100% (1)
- Recubrimiento y DeposiciónDocument42 pagesRecubrimiento y DeposiciónEstebanNo ratings yet
- EM-Unit III NotesDocument28 pagesEM-Unit III NotesSIDDHARTH TATHAGATNo ratings yet
- Nanoscale Coating-PVDDocument60 pagesNanoscale Coating-PVDAli ErarslanNo ratings yet
- Winsem2020-21 Mee4005 TH Vl2020210501802 Reference Material I 18-May-2021 l35-g1 Tg1-W-Thermal and Electron Beam PVDDocument29 pagesWinsem2020-21 Mee4005 TH Vl2020210501802 Reference Material I 18-May-2021 l35-g1 Tg1-W-Thermal and Electron Beam PVDRishav RayNo ratings yet
- PVD CVD WNP PDFDocument71 pagesPVD CVD WNP PDFApresiasi teknik 2018No ratings yet
- Novel Techniques For Preparation of Thin Self Supporting Platinum Targets Using Evaporation TechniquesDocument2 pagesNovel Techniques For Preparation of Thin Self Supporting Platinum Targets Using Evaporation TechniquesVarinderjit SinghNo ratings yet
- 01 - Overview of Advanced CeramicsDocument19 pages01 - Overview of Advanced CeramicsMd. Rafiqul IslamNo ratings yet
- Physical Vapor DepositionDocument30 pagesPhysical Vapor DepositionUgur SenNo ratings yet
- Dr. Kim Rensing's Presentation SlidesDocument50 pagesDr. Kim Rensing's Presentation SlidesauliahalidarNo ratings yet
- Heat Removal: NPTEL Online Course On Analysis and Modelling of WeldingDocument20 pagesHeat Removal: NPTEL Online Course On Analysis and Modelling of Weldinganish tNo ratings yet
- Deposition (Thermal. Ebeam)Document30 pagesDeposition (Thermal. Ebeam)Innovision PandaNo ratings yet
- Excellent Lead Free Paper From AgilentDocument49 pagesExcellent Lead Free Paper From Agilentsmtdrkd100% (1)
- Cryodesn 2 ADocument44 pagesCryodesn 2 ASrinivasan KasthurirenganNo ratings yet
- 5-Coating Tech3Document23 pages5-Coating Tech3watersoul.nNo ratings yet
- Part 2 - STR Materials - Thermal Reactors (Saroja Saibaba)Document25 pagesPart 2 - STR Materials - Thermal Reactors (Saroja Saibaba)Arnav ChakrabortyNo ratings yet
- MI Tube Skin Thermocouple AssembliesDocument6 pagesMI Tube Skin Thermocouple AssembliesAlonso MooriNo ratings yet
- Plasma Spheroidization of Ceramic Particles PDFDocument5 pagesPlasma Spheroidization of Ceramic Particles PDFfishvalNo ratings yet
- Advanced Packaging Materials For Power SemiconductorsDocument15 pagesAdvanced Packaging Materials For Power SemiconductorsBokyNo ratings yet
- Transport Properties of Silver Selenide Thin Films From 100 To 300 KDocument5 pagesTransport Properties of Silver Selenide Thin Films From 100 To 300 KSiddhesh Umesh MestryNo ratings yet
- Cooling Systems For Blast FurnaceDocument45 pagesCooling Systems For Blast FurnacecaapasaNo ratings yet
- Elimination or Minimization of Oscillation MarksDocument27 pagesElimination or Minimization of Oscillation MarksmehdihaNo ratings yet
- Tech 12 (New)Document43 pagesTech 12 (New)Sumeet SharmaNo ratings yet
- Liquid Bath. in Any Process, The Surface of The Substrate Must Have An ElectricallyDocument10 pagesLiquid Bath. in Any Process, The Surface of The Substrate Must Have An ElectricallyHAshashNo ratings yet
- Modern Engineering Materials: Unit - VDocument11 pagesModern Engineering Materials: Unit - VThaya GanapathyNo ratings yet
- Spectrometers in Iron FoundriesDocument4 pagesSpectrometers in Iron FoundriesAyoub LaouinateNo ratings yet
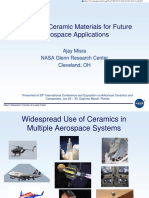
- Advanced Ceramic Materials For Future Aerospace ApplicationsDocument23 pagesAdvanced Ceramic Materials For Future Aerospace ApplicationsLeo LonardelliNo ratings yet
- Introduction To Sputtering, Targets and Utilization PDFDocument4 pagesIntroduction To Sputtering, Targets and Utilization PDFanon_876950641No ratings yet
- Liebherr Material Handling Machine LH 26 Ec Litronic Operators Manual en PDFDocument22 pagesLiebherr Material Handling Machine LH 26 Ec Litronic Operators Manual en PDFrebeccapayne260788fbz100% (43)
- Drilling Defects ProcessArticleDocument5 pagesDrilling Defects ProcessArticleAnkit VishwakarmaNo ratings yet
- (2014) (Longtin Et Al) Sensors For Harsh Enviroments by Direct Write Thermal SprayDocument4 pages(2014) (Longtin Et Al) Sensors For Harsh Enviroments by Direct Write Thermal SprayRenkuReNo ratings yet
- Universities Nuclear Technology Forum Univ. of Salford, Manchester 14 - 16 April 2010Document12 pagesUniversities Nuclear Technology Forum Univ. of Salford, Manchester 14 - 16 April 2010rizgarmella2No ratings yet
- 01 - Overview of Advanced CeramicsDocument18 pages01 - Overview of Advanced CeramicsJanibul Haque PritomNo ratings yet
- Crystal Defects, Growth and EpitaxyDocument51 pagesCrystal Defects, Growth and EpitaxymaikosNo ratings yet
- (8 2) Film Preparation PVDDocument25 pages(8 2) Film Preparation PVDkenyaengNo ratings yet
- 2014-SKYWORKS-Bonding Methods and - PackagingDocument6 pages2014-SKYWORKS-Bonding Methods and - Packagingketab_doostNo ratings yet
- Module 2 II Thin Film Deposition Techniques NEWDocument34 pagesModule 2 II Thin Film Deposition Techniques NEWSanjana SNo ratings yet
- Charecterization of Silver Particles Used For Low Temp Joining TechnDocument5 pagesCharecterization of Silver Particles Used For Low Temp Joining TechnTecnoserv Ingenieros S.A:No ratings yet
- Classification of CeramicsDocument18 pagesClassification of CeramicsWasi Uddin AhmedNo ratings yet
- Experimental Techniques in PhysicsDocument41 pagesExperimental Techniques in PhysicsTejinder SinghNo ratings yet
- Principle of Thin Film DepositionDocument41 pagesPrinciple of Thin Film DepositionAyesha SiddikaNo ratings yet
- After-Glow Luminescence of Srzro Prepared by Plasma SprayingDocument5 pagesAfter-Glow Luminescence of Srzro Prepared by Plasma SprayingSebastian LopezNo ratings yet
- Stallybrass2004 - Ferritic Fe-Al-Ni-Cr AlloysDocument6 pagesStallybrass2004 - Ferritic Fe-Al-Ni-Cr AlloysuristerinNo ratings yet
- 1997 Goldby AIP 气体凝聚源用于团簇的制造和沉积Document9 pages1997 Goldby AIP 气体凝聚源用于团簇的制造和沉积1592162022No ratings yet
- Refractories: Khinyaram Kakar MNIT JaipurDocument22 pagesRefractories: Khinyaram Kakar MNIT JaipurTaha KhanNo ratings yet
- Chapter 9 Thin Film Deposition: 7. Introduction To Sputtering and DC PlasmaDocument41 pagesChapter 9 Thin Film Deposition: 7. Introduction To Sputtering and DC PlasmaRaj TokasNo ratings yet
- J Ceramint 2016 03 163Document10 pagesJ Ceramint 2016 03 163Rudolf Krause RiffoNo ratings yet
- Nature and Properties of MaterialsDocument22 pagesNature and Properties of MaterialsAvi AlokNo ratings yet
- Observation of An Anode Spot Shell at The High-Current Vacuum ArcDocument4 pagesObservation of An Anode Spot Shell at The High-Current Vacuum Arcahmedmagdy161992No ratings yet
- Study of Corrosion Behavior of A 22% CR Duplex Stainless Steel: in Uence of Nano-Sized Chromium Nitrides and Exposure TemperatureDocument10 pagesStudy of Corrosion Behavior of A 22% CR Duplex Stainless Steel: in Uence of Nano-Sized Chromium Nitrides and Exposure TemperatureYasmin Micheline Alves da SilvaNo ratings yet
- Brief Introduction To Coating Technology For Electron Microscopy - Learn & Share - Leica Microsystems PDFDocument12 pagesBrief Introduction To Coating Technology For Electron Microscopy - Learn & Share - Leica Microsystems PDFwora123potNo ratings yet
- Crystal GrowthDocument20 pagesCrystal GrowthAniket SujayNo ratings yet
- Selenium cells: The construction, care and use of selenium cells with special reference to the Fritts cellFrom EverandSelenium cells: The construction, care and use of selenium cells with special reference to the Fritts cellNo ratings yet
- J AND YL Brochure 2023Document21 pagesJ AND YL Brochure 2023joeuneloveNo ratings yet
- Tds Midnight Black Web 202205Document1 pageTds Midnight Black Web 202205LuuThiThuyDuongNo ratings yet
- Renzacci Dry Cleaning DivisionDocument22 pagesRenzacci Dry Cleaning DivisionOlga DazaNo ratings yet
- Q1L5Health - Keeping Homes, Schools and Communities Healthy ThroughDocument19 pagesQ1L5Health - Keeping Homes, Schools and Communities Healthy ThroughAira Geramie ReyesNo ratings yet
- Science Grade 1Document5 pagesScience Grade 1lidianaNo ratings yet
- Temporary Suspension of Export Ferrous ScrapDocument2 pagesTemporary Suspension of Export Ferrous Scrapbinu320No ratings yet
- VETA Selected Applicants 2022Document141 pagesVETA Selected Applicants 2022Emanuel John BangoNo ratings yet
- Process and Material SpecificationDocument17 pagesProcess and Material SpecificationAlexandru Valentin FăgetNo ratings yet
- Fleet Truck BrochureDocument8 pagesFleet Truck BrochureAaronNo ratings yet
- Sulphur Recovery Unit: Operational Issues & TroubleshootingDocument10 pagesSulphur Recovery Unit: Operational Issues & TroubleshootingAbhishek VermaNo ratings yet
- Use of Uoropolymer Permanent Release Coatings For Molded Polyurethane Foam ProductionDocument9 pagesUse of Uoropolymer Permanent Release Coatings For Molded Polyurethane Foam ProductionkingswordscNo ratings yet
- HuronDocument3 pagesHuronRishi Hisariya100% (1)
- M3 Sill Outer (Front Section)Document120 pagesM3 Sill Outer (Front Section)Đông NguyễnNo ratings yet
- Skybull 600MDocument64 pagesSkybull 600MPedro Massao NagaiNo ratings yet
- Is 875 1 1987Document43 pagesIs 875 1 1987George SharonNo ratings yet
- Astm A479-A479m-11Document8 pagesAstm A479-A479m-11krkmurthyNo ratings yet
- Laws of Production-Law of Variable ProportionDocument15 pagesLaws of Production-Law of Variable Proportionprabhatrc4235No ratings yet
- Mandi Gobindgarh Steel Industries DirectoryDocument151 pagesMandi Gobindgarh Steel Industries DirectorymohitNo ratings yet
- Bicycle ProjectDocument4 pagesBicycle Projectgaming channelNo ratings yet
- Astm F467MDocument9 pagesAstm F467Mhouk sukNo ratings yet
- Comm Off - Repairs and Painting To Pump House and Back Side ToiletsDocument32 pagesComm Off - Repairs and Painting To Pump House and Back Side ToiletsthesmileynoobNo ratings yet
- Excel Inventory-FileDocument27 pagesExcel Inventory-FileJevon Lorenzo AdvinculaNo ratings yet
- Valmet Calender Roll Cover CODocument2 pagesValmet Calender Roll Cover COAmmar MalikNo ratings yet
- Fcaw SSDocument5 pagesFcaw SSAhmad ShaheenNo ratings yet
- Endress-Hauser Flowfit W CPA250 enDocument3 pagesEndress-Hauser Flowfit W CPA250 enSyazaNo ratings yet
- MAKAUT Manufacturing Processes SyllabusDocument2 pagesMAKAUT Manufacturing Processes SyllabusRTET Plagiarism CheckNo ratings yet
- WR01Document4 pagesWR01Engineering WorkshopNo ratings yet