Download as pdf or txt
You might also like
- JSS & JSG Guide PDFDocument186 pagesJSS & JSG Guide PDFfunson12350% (2)
- NEBOSH IGC 3 ReportDocument49 pagesNEBOSH IGC 3 ReportAjay Hazarika78% (89)
- Service Manual Contents Notice: For Use in Service Manual Form SB4099E SB4112E00 Sep. 2003Document21 pagesService Manual Contents Notice: For Use in Service Manual Form SB4099E SB4112E00 Sep. 2003Дима СелютинNo ratings yet
- Zx330 Workshop w1hh e 01 PDFDocument752 pagesZx330 Workshop w1hh e 01 PDFAnonymous ByaV1f100% (4)
- What Is q345 Steel 191127200204 PDFDocument15 pagesWhat Is q345 Steel 191127200204 PDFDESIGNNo ratings yet
- Data Sheet VDM Alloy 690Document12 pagesData Sheet VDM Alloy 690Cassio Lopes BrazNo ratings yet
- Data Sheet VDM Alloy 22 PDFDocument13 pagesData Sheet VDM Alloy 22 PDFAlberto LazzarettiNo ratings yet
- VDM Alloy K-500: Nicorros AlDocument11 pagesVDM Alloy K-500: Nicorros AlIon PopescuNo ratings yet
- High TemperatureCharacteristicsofStainlessSteel 9004Document14 pagesHigh TemperatureCharacteristicsofStainlessSteel 9004SukhDeolNo ratings yet
- VDM Alloy 625Document14 pagesVDM Alloy 625Mukesh kumarNo ratings yet
- Data Sheet VDM Alloy 617 B Rev01Document12 pagesData Sheet VDM Alloy 617 B Rev01gigi gigioNo ratings yet
- Data Sheet VDM Alloy 80 ADocument8 pagesData Sheet VDM Alloy 80 Agigi gigioNo ratings yet
- VDM Nickel 200 VDM Nickel 201Document14 pagesVDM Nickel 200 VDM Nickel 201ivanoliveira3261No ratings yet
- Data Sheet VDM Alloy 59Document16 pagesData Sheet VDM Alloy 59Iniyan Thiruselvam Navaladi KarthikeyanNo ratings yet
- Creep and Creep-Rupture Behaviour Bainitic 2 1/4 Cr-1 Mo SteelDocument21 pagesCreep and Creep-Rupture Behaviour Bainitic 2 1/4 Cr-1 Mo SteelStephen JonesNo ratings yet
- Alloy 825Document5 pagesAlloy 825Richart ChaiyakmaneeNo ratings yet
- Datasheet-Sandvik-2rk65hv-En-V2020-12-10 07 - 47 Version 1Document3 pagesDatasheet-Sandvik-2rk65hv-En-V2020-12-10 07 - 47 Version 1tatiana alvarezNo ratings yet
- CLC 17-12-2L: A 2%mo Containing 18 CR - 10 Ni Austenitic Stainless Steel (316L Grade)Document4 pagesCLC 17-12-2L: A 2%mo Containing 18 CR - 10 Ni Austenitic Stainless Steel (316L Grade)PeterWayNo ratings yet
- Spec44140 CablesDocument2 pagesSpec44140 CablesCarlos LozanoNo ratings yet
- Sandvik Saf 2205Document4 pagesSandvik Saf 2205Matias Garcia LabrañaNo ratings yet
- Butterfly Valve DatasheetDocument2 pagesButterfly Valve DatasheetKanthan DevanNo ratings yet
- 2wt Arita Ci Bfly VLV Uni Flanged MalaysiaDocument2 pages2wt Arita Ci Bfly VLV Uni Flanged MalaysiaannaomarNo ratings yet
- Type 06383: Safety ValvesDocument2 pagesType 06383: Safety ValvesJoan ReigNo ratings yet
- CLC 17-13-3LN: A Nitrogen Containing 18Cr-10Ni-2Mo Austenitic Stainless Steel (316LN Grade)Document4 pagesCLC 17-13-3LN: A Nitrogen Containing 18Cr-10Ni-2Mo Austenitic Stainless Steel (316LN Grade)PeterWayNo ratings yet
- RVMV-K 1628712506Document2 pagesRVMV-K 1628712506Alex Moreno AnabalónNo ratings yet
- Pipe and Fitting ConceptDocument3 pagesPipe and Fitting Conceptramadan rashadNo ratings yet
- TML Cable - Type A For Process Water, Type B Drinking Water: Caledonian High Temperature CablesDocument3 pagesTML Cable - Type A For Process Water, Type B Drinking Water: Caledonian High Temperature CablesMario SaukolyNo ratings yet
- Cable Gland: Type VBL 453 FlameproofDocument2 pagesCable Gland: Type VBL 453 FlameproofLucas ElliottNo ratings yet
- Firetuf FTP 120 - Fire Resistant Armoured Power Cable: ConstructionDocument2 pagesFiretuf FTP 120 - Fire Resistant Armoured Power Cable: ConstructionAngga SenjayaNo ratings yet
- 1) 1C LSZHDocument44 pages1) 1C LSZHvicko2828No ratings yet
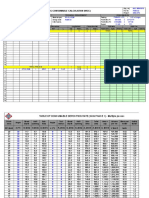
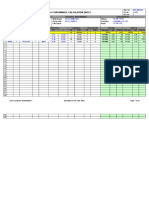
- Welding Consumable Calculation (WCC) : Doc. No Project Client Project Details Technical Requirement ConsumablesDocument8 pagesWelding Consumable Calculation (WCC) : Doc. No Project Client Project Details Technical Requirement Consumableskeymal9195No ratings yet
- Haynes 625 Alloy: Principal FeaturesDocument23 pagesHaynes 625 Alloy: Principal FeaturesKevin GalihNo ratings yet
- Demes - C2 Spec Data SheetsDocument4 pagesDemes - C2 Spec Data Sheetsbaurzhan.kunkuzhayevNo ratings yet
- Sodeco Butterfly Pneumatic ValvesDocument19 pagesSodeco Butterfly Pneumatic ValvesCojuhari SergiuNo ratings yet
- OGi Cell 400 2400 US0123Document2 pagesOGi Cell 400 2400 US0123Nguyễn Anh DanhNo ratings yet
- CLC 17-13-5LN: A 317LN Modified Mo 4% Austenitic Stainless Steel (317LNM)Document4 pagesCLC 17-13-5LN: A 317LN Modified Mo 4% Austenitic Stainless Steel (317LNM)PeterWayNo ratings yet
- Termistor - Measurements Specialties - 44907Document3 pagesTermistor - Measurements Specialties - 44907Augusto RadaelliNo ratings yet
- Industeel: A 22Cr DuplexDocument8 pagesIndusteel: A 22Cr DuplexJoaoNo ratings yet
- R2T Hose Data Sheet PDFDocument1 pageR2T Hose Data Sheet PDFNagarjunSHNo ratings yet
- Ficha Tecnica Bota de Trifurcacion CatalogoDocument4 pagesFicha Tecnica Bota de Trifurcacion CatalogoRosmery Solis QuispeNo ratings yet
- 1) 1C LSZHDocument4 pages1) 1C LSZHvicko2828No ratings yet
- CLC 18-10L: General Purpose 18Cr-10Ni Austenitic Stainless Steel (304L Grade)Document4 pagesCLC 18-10L: General Purpose 18Cr-10Ni Austenitic Stainless Steel (304L Grade)PeterWayNo ratings yet
- Control-Valve-Handbook-En-3661206 Pages 141-150Document10 pagesControl-Valve-Handbook-En-3661206 Pages 141-150trevNo ratings yet
- WELDING CableDocument2 pagesWELDING CableRezeki SimamoraNo ratings yet
- Veriflex Intercon 1.8-3kV Cable - 1Document2 pagesVeriflex Intercon 1.8-3kV Cable - 1anastasia abengoaNo ratings yet
- Nyy - Iec PDFDocument5 pagesNyy - Iec PDFbenryNo ratings yet
- KabelmetaDocument1 pageKabelmetaLinda Soraya SeptianaNo ratings yet
- Welding Consumable Calculation (WCC) : Doc. No P.O No Project Project Details Technical Requirement ConsumablesDocument7 pagesWelding Consumable Calculation (WCC) : Doc. No P.O No Project Project Details Technical Requirement Consumableskeymal9195No ratings yet
- FT Sifer 950iDocument2 pagesFT Sifer 950iAshik M RasheedNo ratings yet
- BAE PVS Cell Engl 2012 12 PDFDocument2 pagesBAE PVS Cell Engl 2012 12 PDFCARLOS ANDRES SARMIENTO CUEVASNo ratings yet
- Permanent Strand Anchor System: Main StandardsDocument7 pagesPermanent Strand Anchor System: Main StandardsGopu RNo ratings yet
- Catalogo Baterias CCB-OPzVDocument13 pagesCatalogo Baterias CCB-OPzVluis albornozNo ratings yet
- Test 2 1342Document1 pageTest 2 1342AndreaNovoaNo ratings yet
- Type VBL 153 IndustrialDocument2 pagesType VBL 153 Industrialpouya alizadehNo ratings yet
- Bostrig SC UnarmoredDocument3 pagesBostrig SC UnarmoredEnrique MartínezNo ratings yet
- VBG12121-300PSI Grooved-End Butterfly ValveDocument2 pagesVBG12121-300PSI Grooved-End Butterfly ValveErickNo ratings yet
- Welding Consumable Calculation (WCC) : Doc. No P.O No Rev. No Project Details Technical Requirement ConsumablesDocument10 pagesWelding Consumable Calculation (WCC) : Doc. No P.O No Rev. No Project Details Technical Requirement ConsumablesAhmad KamilNo ratings yet
- Southwire Spec46702Document3 pagesSouthwire Spec46702Mike WazowskyNo ratings yet
- Welding Consumable Calculation (WCC) : Doc. No P.O No Rev. No Project Details Technical Requirement ConsumablesDocument10 pagesWelding Consumable Calculation (WCC) : Doc. No P.O No Rev. No Project Details Technical Requirement ConsumablesAhmad KamilNo ratings yet
- EWAD-C-SS - SL Product Flyer - ECPEN15-428 - 1 - Product Catalogues - EnglishDocument2 pagesEWAD-C-SS - SL Product Flyer - ECPEN15-428 - 1 - Product Catalogues - EnglishMohamed AyoubNo ratings yet
- 1-C AL 15kV 220 NLEPR 133 Percent SIMpull PVC MV-105.specDocument2 pages1-C AL 15kV 220 NLEPR 133 Percent SIMpull PVC MV-105.specFrancisco Zanin FernandesNo ratings yet
- Welding Consumable Calculation (WCC) : Doc. No P.O No Rev. No Project Details Technical Requirement ConsumablesDocument10 pagesWelding Consumable Calculation (WCC) : Doc. No P.O No Rev. No Project Details Technical Requirement ConsumablesAhmad KamilNo ratings yet
- Microwave Devices, Circuits and Subsystems for Communications EngineeringFrom EverandMicrowave Devices, Circuits and Subsystems for Communications EngineeringRating: 4 out of 5 stars4/5 (1)
- Hobart Handler 210 ManualDocument56 pagesHobart Handler 210 Manualdon_paauwNo ratings yet
- Metallographic Investigation On The Cladding FailureDocument18 pagesMetallographic Investigation On The Cladding FailureAndres_Pastor1987No ratings yet
- LHF250 LHF400 LHF630 LHF800Document40 pagesLHF250 LHF400 LHF630 LHF800Anonymous 4AdVJqVbNo ratings yet
- Indaten and Arcorox: Self-Protecting Steels With Raw AestheticDocument44 pagesIndaten and Arcorox: Self-Protecting Steels With Raw AestheticJOAO ELOINo ratings yet
- TSM Tank JackingDocument2 pagesTSM Tank JackingLuis LugoNo ratings yet
- SBT ST - STRUCTURAL DRAWINGS - CompleteDocument15 pagesSBT ST - STRUCTURAL DRAWINGS - CompleteGEREMY SANTIAGONo ratings yet
- TUGAS-02 - Metlas - Harianto (1906432566) PDFDocument6 pagesTUGAS-02 - Metlas - Harianto (1906432566) PDFHari AntoNo ratings yet
- How To Reinforce Concrete Slab On Ground To Control Cracking - For Construction ProsDocument16 pagesHow To Reinforce Concrete Slab On Ground To Control Cracking - For Construction ProsCyril Jean-BaptisteNo ratings yet
- Welding Consumable Control Procedure: Document No: Qa/Qc-XxxDocument10 pagesWelding Consumable Control Procedure: Document No: Qa/Qc-XxxSaddam BhattiNo ratings yet
- Module 5, PDFDocument287 pagesModule 5, PDFPethurajNo ratings yet
- (Elearnica) - Hardfacing Technologies For Improvement of Wear Characteristics of Hot WorkDocument13 pages(Elearnica) - Hardfacing Technologies For Improvement of Wear Characteristics of Hot WorkelmiraNo ratings yet
- CV1013 - SteelDocument103 pagesCV1013 - SteelAsh KongNo ratings yet
- BSI Standards For Welding InspectorDocument7 pagesBSI Standards For Welding InspectorAnonymous 1LrwaaONo ratings yet
- 23 Application and Control of Pre-HeatDocument18 pages23 Application and Control of Pre-HeatAdhanom G.No ratings yet
- simSMAW Q3 - 9Document10 pagessimSMAW Q3 - 9GirbanOdeJialun67% (6)
- An Overview On The Use of Titanium in The Aerospace IndustryDocument12 pagesAn Overview On The Use of Titanium in The Aerospace IndustryCamilo CorralesNo ratings yet
- Astm A420 A420m 22Document4 pagesAstm A420 A420m 22nghuuthang72No ratings yet
- TCI PWHT Procedure For Bottom Crown (Electric) Rev. 01 - 08.07.2018Document7 pagesTCI PWHT Procedure For Bottom Crown (Electric) Rev. 01 - 08.07.2018abedo danklawyNo ratings yet
- Welding Residual StressDocument10 pagesWelding Residual Stressaap1No ratings yet
- Lattice Structures LMDDocument4 pagesLattice Structures LMDmarcosNo ratings yet
- 132kv ProgressDocument5 pages132kv Progressbee398No ratings yet
- Built For The Job: Invertec 135S - 150S - 170SDocument2 pagesBuilt For The Job: Invertec 135S - 150S - 170SBernadette MorrisNo ratings yet
- Material 1.2379 - X153CrMoV12Document1 pageMaterial 1.2379 - X153CrMoV12johnnydoe90No ratings yet
- Characterization of Bond Line Discontinuities in A High-Mn TWIP Steel Pipe Welded by HF-ERW PDFDocument8 pagesCharacterization of Bond Line Discontinuities in A High-Mn TWIP Steel Pipe Welded by HF-ERW PDFSinan ChenNo ratings yet
- Ferrite Testing: Accurate Measurement of Stainless SteelsDocument2 pagesFerrite Testing: Accurate Measurement of Stainless SteelsalphadingNo ratings yet