Download as docx, pdf, or txt
You might also like
- Standing Against The Crash - Stocks That Have Power To Outperform in Falling Markets Ebook WWW - Ruchirgupta.co - inDocument62 pagesStanding Against The Crash - Stocks That Have Power To Outperform in Falling Markets Ebook WWW - Ruchirgupta.co - inAfsal Mohamed Kani 0040% (1)
- Project Report On Jindal Steel & Power Ltd.Document38 pagesProject Report On Jindal Steel & Power Ltd.Gaurav Tripathi75% (8)
- Production & Material Management of Tata SteelDocument12 pagesProduction & Material Management of Tata Steelsurvish100% (14)
- LEAN SERVICE: A Practical Guide for SME Owner / ManagersFrom EverandLEAN SERVICE: A Practical Guide for SME Owner / ManagersRating: 3 out of 5 stars3/5 (2)
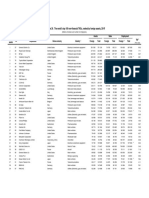
- Web Table 29. The World'S Top 100 Non-Financial TNCS, Ranked by Foreign Assets, 2010Document3 pagesWeb Table 29. The World'S Top 100 Non-Financial TNCS, Ranked by Foreign Assets, 2010Ramona Palaghianu0% (1)
- TQM Session 1Document13 pagesTQM Session 1subhana22110No ratings yet
- Value Chain Track Case Study 2 - LogisticsDocument4 pagesValue Chain Track Case Study 2 - Logisticsbobby axelrodNo ratings yet
- Value Chain Track Case Study 3 - AutomotiveDocument4 pagesValue Chain Track Case Study 3 - Automotivebobby axelrodNo ratings yet
- Tata Steel VibhuDocument49 pagesTata Steel VibhuVibhu GoyalNo ratings yet
- Tata Steel Sustainability Repor 2015Document98 pagesTata Steel Sustainability Repor 2015AkanshaNo ratings yet
- Environment Protection Efforts Made by Tata SteelDocument4 pagesEnvironment Protection Efforts Made by Tata SteelAbhimit KumarNo ratings yet
- Tata Steel LTDDocument15 pagesTata Steel LTDShardulNo ratings yet
- Company ProfileDocument16 pagesCompany ProfileAyisha Ammu86% (7)
- Study On Training & Development at Jindal Saw LTD by NonameDocument63 pagesStudy On Training & Development at Jindal Saw LTD by NonameAbhi Ag100% (1)
- A Project Report OnDocument73 pagesA Project Report OnskdbjfNo ratings yet
- A Study On Financial Analysis of Diamond Engineering 2Document51 pagesA Study On Financial Analysis of Diamond Engineering 2Priya VijayaNo ratings yet
- Tata Steel Corporate Strategy Group5Document47 pagesTata Steel Corporate Strategy Group5Upasana Baliyar Singh100% (2)
- The Kind of Service Provided by Us Benefits Our Customers in The Following WaysDocument4 pagesThe Kind of Service Provided by Us Benefits Our Customers in The Following WaysMehul GodkarNo ratings yet
- Mis ProjectDocument18 pagesMis ProjectArvind Pratap Singh0% (1)
- 19 Shaheen ProfileDocument14 pages19 Shaheen Profilexeemac100% (1)
- Inventory Tata SteelDocument9 pagesInventory Tata SteelJaspreet SinghNo ratings yet
- Tata SteelDocument6 pagesTata SteelSaurav ThakurNo ratings yet
- Qatar Steel BrochureDocument56 pagesQatar Steel BrochureMicheal B HaizenNo ratings yet
- BSL ReportDocument80 pagesBSL Reportbhatia_nikhil100% (1)
- Sarthak Metals Ltd.Document21 pagesSarthak Metals Ltd.saggttjsNo ratings yet
- "Human Resource Management": Summer Training Project Report OnDocument37 pages"Human Resource Management": Summer Training Project Report OnRavi SharmaNo ratings yet
- Section 1: 1 - PageDocument62 pagesSection 1: 1 - PageNoman QureshiNo ratings yet
- KaizenDocument21 pagesKaizenluv18100% (2)
- Caterpillar CAT By: Haileab T. Mussies T. Teklezgi NDocument54 pagesCaterpillar CAT By: Haileab T. Mussies T. Teklezgi NHaileabmarketingNo ratings yet
- Tata TubesDocument28 pagesTata TubesRahul AgarwalNo ratings yet
- Group 7 - SHRM ProjectDocument24 pagesGroup 7 - SHRM ProjectDaksh AnejaNo ratings yet
- Muhammad Ali Jinnah UniversityDocument23 pagesMuhammad Ali Jinnah UniversityAsraAkramNo ratings yet
- Inventory ManagementDocument30 pagesInventory Managementavnishchauhan8_46499100% (1)
- Supply Chain Management AssignmentDocument11 pagesSupply Chain Management AssignmentYashvardhanNo ratings yet
- A Project Report On Employee Satisfaction2Document74 pagesA Project Report On Employee Satisfaction2Akshay MehtaNo ratings yet
- Sanki Kigyo Group of CompaniesDocument24 pagesSanki Kigyo Group of CompaniesAfiq FuadNo ratings yet
- A Project Report On Employee Satisfaction 2Document74 pagesA Project Report On Employee Satisfaction 2arnishabahlNo ratings yet
- Project Report ON Tata Iron and Steel Company LimitedDocument23 pagesProject Report ON Tata Iron and Steel Company LimitedNameNo ratings yet
- Our VisionDocument9 pagesOur VisionJabirPerumperemelNo ratings yet
- Strategic Management Project On Tata SteelDocument18 pagesStrategic Management Project On Tata SteelRonak GosaliaNo ratings yet
- Vizag SteelDocument37 pagesVizag SteelPrashantGupta100% (1)
- Qatar Steel BrochureDocument25 pagesQatar Steel Brochuresam_roy124No ratings yet
- Shri Vile Parle Kelavani Mandal's Narsee Monjee College of Commerce & Economics (Autonomous)Document8 pagesShri Vile Parle Kelavani Mandal's Narsee Monjee College of Commerce & Economics (Autonomous)Rishit SanghviNo ratings yet
- Initial Report: Company IntroductionDocument5 pagesInitial Report: Company IntroductionPrasanna KumarNo ratings yet
- Pennar Case StudyDocument3 pagesPennar Case Studypawanumarji1No ratings yet
- Indira Gandhi National Open Univeristy School of Management StudiesDocument14 pagesIndira Gandhi National Open Univeristy School of Management StudiesAdv Sunil JoshiNo ratings yet
- Quality MetalcraftDocument8 pagesQuality MetalcraftAmeer AliNo ratings yet
- Internship ReportDocument6 pagesInternship ReportNikunj AgrawalNo ratings yet
- SCIO FINAL PROJECTDocument21 pagesSCIO FINAL PROJECTayeshatasawar12No ratings yet
- IntroductionDocument8 pagesIntroductionthanosmishraNo ratings yet
- Sterlite Industries: Presented by Thanseef Thushara VeenaDocument19 pagesSterlite Industries: Presented by Thanseef Thushara VeenaVeena ViswanathanNo ratings yet
- Case Study: Industry: Steel Company: AmrelisteelsDocument15 pagesCase Study: Industry: Steel Company: AmrelisteelswaleedNo ratings yet
- Tour Report BSRMDocument57 pagesTour Report BSRMGakiya SultanaNo ratings yet
- Surya Roshni LimitedDocument39 pagesSurya Roshni Limitednaveen_gwl80% (5)
- Company ProfileDocument8 pagesCompany ProfileAdnanNo ratings yet
- 2011 Samsung Engineering SR Eng1Document44 pages2011 Samsung Engineering SR Eng1Sangeet BhandariNo ratings yet
- Industrial Report Akshay SirDocument25 pagesIndustrial Report Akshay SirAditya SharmaNo ratings yet
- Welders and NDT WorkshopDocument9 pagesWelders and NDT WorkshopNicholasKalumNo ratings yet
- Usha MartinDocument61 pagesUsha MartinHarsh Vijay67% (3)
- A Study of the Supply Chain and Financial Parameters of a Small Manufacturing BusinessFrom EverandA Study of the Supply Chain and Financial Parameters of a Small Manufacturing BusinessNo ratings yet
- Leveraging on India: Best Practices Related to Manufacturing, Engineering, and ItFrom EverandLeveraging on India: Best Practices Related to Manufacturing, Engineering, and ItNo ratings yet
- A Study of the Supply Chain and Financial Parameters of a Small BusinessFrom EverandA Study of the Supply Chain and Financial Parameters of a Small BusinessNo ratings yet
- Lab Sem 1Document20 pagesLab Sem 1priyacharan5454No ratings yet
- Model PractialDocument10 pagesModel Practialpriyacharan5454No ratings yet
- Bal-I (1-15) - FinalDocument65 pagesBal-I (1-15) - Finalpriyacharan5454No ratings yet
- Atlas CycleDocument8 pagesAtlas Cyclepriyacharan5454No ratings yet
- Sun Bal SheetDocument3 pagesSun Bal Sheetpriyacharan5454No ratings yet
- FM Assessment 2000Document11 pagesFM Assessment 2000priyacharan5454No ratings yet
- 720722206038-S Priya DharshiniDocument12 pages720722206038-S Priya Dharshinipriyacharan5454No ratings yet
- Summer Internship ReportDocument44 pagesSummer Internship Reportpriyacharan5454No ratings yet
- Dabur LTD FinanceDocument29 pagesDabur LTD Financepriyacharan5454No ratings yet
- Internal Component Front Page TemplateDocument1 pageInternal Component Front Page Templatepriyacharan5454No ratings yet
- Final Yr Project Sample 4Document18 pagesFinal Yr Project Sample 4priyacharan5454No ratings yet
- Summer Internship ReportDocument49 pagesSummer Internship Reportpriyacharan5454No ratings yet
- Final Yr Project Sample 5Document7 pagesFinal Yr Project Sample 5priyacharan5454No ratings yet
- Final Yr Project Sample 3Document14 pagesFinal Yr Project Sample 3priyacharan5454No ratings yet
- Final Yr Project Sample 2Document10 pagesFinal Yr Project Sample 2priyacharan5454No ratings yet
- Railway GCC 2022Document124 pagesRailway GCC 2022Durgesh Pandey (Durgesh)No ratings yet
- ExercisesDocument25 pagesExercisesViveka NethminiNo ratings yet
- Zone 3FDocument82 pagesZone 3FSandeep DhimanNo ratings yet
- Abstract To Tata Motors LimitedDocument4 pagesAbstract To Tata Motors LimitedSubham Arya, 11No ratings yet
- Spreader Bar Lifters For 20 and 40 Foot Iso Containers (Ak24/25A00-00A-Pa)Document1 pageSpreader Bar Lifters For 20 and 40 Foot Iso Containers (Ak24/25A00-00A-Pa)Dhanraj VasanthNo ratings yet
- 09 Quiz 1 ARGDocument1 page09 Quiz 1 ARGAestheticcc VibesNo ratings yet
- Cooperative Organization and Practical Applications (COOP 20073)Document2 pagesCooperative Organization and Practical Applications (COOP 20073)ErianneNo ratings yet
- Value Stream Mapping Project TemplateDocument64 pagesValue Stream Mapping Project TemplatemohammedNo ratings yet
- Order Number: RDF03311378: Tax InvoiceDocument1 pageOrder Number: RDF03311378: Tax InvoiceAnkit pattnaikNo ratings yet
- The Impact of Transportation On Agricultural Production in A Developing Country: A Case of Kolanut Production in NigeriaDocument10 pagesThe Impact of Transportation On Agricultural Production in A Developing Country: A Case of Kolanut Production in NigeriaDhiraj Kumar.No ratings yet
- Ant Financial's Rural Finance Practice-PENG BoDocument14 pagesAnt Financial's Rural Finance Practice-PENG BoArzenovsk MizuNo ratings yet
- A Complete Course in CanningDocument262 pagesA Complete Course in CanningBillNo ratings yet
- Lean Construction - A Guide For Financial ManagersDocument27 pagesLean Construction - A Guide For Financial Managersprasmyth6897No ratings yet
- POPS Plan 2020-2022Document79 pagesPOPS Plan 2020-2022Josephine Templa-JamolodNo ratings yet
- Cost & Mgt. Acct - I, Lecture Note - Chapter 5 & 6Document14 pagesCost & Mgt. Acct - I, Lecture Note - Chapter 5 & 6ተዋህዶ 23 - Tewahedo 23No ratings yet
- JVL Annual Report 2011 12, Varanasi.Document107 pagesJVL Annual Report 2011 12, Varanasi.Gopika BankaNo ratings yet
- Midterm 1+ 2 (T NG H P)Document13 pagesMidterm 1+ 2 (T NG H P)Shen NPTDNo ratings yet
- Tractors 2005Document1 pageTractors 2005АлександрNo ratings yet
- FTS 5 KeyDocument1 pageFTS 5 KeyTbdbtnyNo ratings yet
- Final Musina Dti Prefeasibility Presentation 25 June 2014Document35 pagesFinal Musina Dti Prefeasibility Presentation 25 June 2014Saneliso KhumaloNo ratings yet
- Chapter Exercises - Value Added Tax: VAT Exempt TransactionsDocument2 pagesChapter Exercises - Value Added Tax: VAT Exempt TransactionsBea ChristineNo ratings yet
- Ticket 4929639575Document3 pagesTicket 4929639575amitNo ratings yet
- Challenges Faced by Expat CEOs With Indian Work CultureDocument5 pagesChallenges Faced by Expat CEOs With Indian Work CultureTUMMALAPENTA BHUVAN SAI KARTHIKNo ratings yet
- Business Strategy Case Presentation (Case - Cultural Challenges of Integration: Value Creation and Daiichi Sankyo'S Indian Acquisition)Document15 pagesBusiness Strategy Case Presentation (Case - Cultural Challenges of Integration: Value Creation and Daiichi Sankyo'S Indian Acquisition)DivyyaPandeyNo ratings yet
- Use of Blockchain To Solve Select Issues of Indian Farmers: Articles You May Be Interested inDocument10 pagesUse of Blockchain To Solve Select Issues of Indian Farmers: Articles You May Be Interested inSumukha G CNo ratings yet
- Sandfits Foundries Private LimitedDocument7 pagesSandfits Foundries Private Limitedvignesh seenirajNo ratings yet
- Feasibility Report Pure OilsDocument5 pagesFeasibility Report Pure Oilsshubham jagtapNo ratings yet
- KOTYARK OrdersDocument2 pagesKOTYARK OrdersHow ToNo ratings yet