Download as pdf or txt
You might also like
- RS CNC Mechanical Manual Assembly-1Document117 pagesRS CNC Mechanical Manual Assembly-1Pedro MartinhoNo ratings yet
- HMT RM65 Radial DrillDocument2 pagesHMT RM65 Radial Drillsomnath213No ratings yet
- General Cutting InsertDocument15 pagesGeneral Cutting Insertvipul mishra100% (1)
- Aurelian Vlase Tehnologia Constructiilor de Masini PDFDocument509 pagesAurelian Vlase Tehnologia Constructiilor de Masini PDFCristea Bogdan100% (5)
- VITA MillingDocument8 pagesVITA MillingGeorgi AnaNo ratings yet
- 202007-Us-Tm-Gardner Solid Round Tools Technical GuideDocument64 pages202007-Us-Tm-Gardner Solid Round Tools Technical GuideDonaldNo ratings yet
- Milling-Parameters Tooling BlockDocument22 pagesMilling-Parameters Tooling BlockJan VaandragerNo ratings yet
- Milling 101Document14 pagesMilling 101Lê PhướcNo ratings yet
- 429 U Tung AluMillDocument12 pages429 U Tung AluMillDANIEL MANRIQUEZ FAVILANo ratings yet
- AlimasterDocument12 pagesAlimastert.meynoldsNo ratings yet
- Recommendations For Cutting MFCDocument8 pagesRecommendations For Cutting MFCAriel LemaNo ratings yet
- Unit 5 - TurningDocument67 pagesUnit 5 - TurningLLeeMK6079100% (1)
- CNC Buying Guide V1.3-202104Document18 pagesCNC Buying Guide V1.3-202104suso73No ratings yet
- Main CatalogDocument151 pagesMain CatalogНикита МельниковNo ratings yet
- Turn 10 Sept 2008Document66 pagesTurn 10 Sept 2008PeterLoNo ratings yet
- Pramet 2016.2 - en PDFDocument26 pagesPramet 2016.2 - en PDFManish MoghaNo ratings yet
- Lben-M0401 02 NS Ca 160218 SDocument16 pagesLben-M0401 02 NS Ca 160218 SMandela KibiritiNo ratings yet
- CNC Bits Buying Guide: CNC Milling Bit Storage TrayDocument22 pagesCNC Bits Buying Guide: CNC Milling Bit Storage TrayDiego Bustos CervantesNo ratings yet
- 1.5 NeuroDocument8 pages1.5 Neurop1kNo ratings yet
- Blade GrindingDocument33 pagesBlade GrindingbujarnNo ratings yet
- V-Turn 410-1000Document1 pageV-Turn 410-1000Frederik HenderwanzaNo ratings yet
- Feeder To Improve The Performance of A Ground Nut ShellerDocument22 pagesFeeder To Improve The Performance of A Ground Nut ShellerpitufitoNo ratings yet
- XEBEC Technical Crosshole-BrushDocument4 pagesXEBEC Technical Crosshole-BrushferNo ratings yet
- Lathe 150826222523 Lva1 App6892Document75 pagesLathe 150826222523 Lva1 App6892jbcNo ratings yet
- Resharpening of The Twist Drill BitsDocument5 pagesResharpening of The Twist Drill BitsJuanGómezNo ratings yet
- ISCAR. Turning and Threading ToolsDocument466 pagesISCAR. Turning and Threading ToolsJuan Carlos Encalada100% (2)
- DJJ10033-chapter 4.2Document54 pagesDJJ10033-chapter 4.2Abbas SeuNo ratings yet
- Tool 2: Ball Nosed: Part OperationDocument2 pagesTool 2: Ball Nosed: Part OperationvalericaNo ratings yet
- Ultimate Clearance: Face Milling Cutter With 8 Cutting Edge Insert ForDocument12 pagesUltimate Clearance: Face Milling Cutter With 8 Cutting Edge Insert ForVinicius Sabrina PedroNo ratings yet
- ตัวแทนจำหน่าย Tungaloy cuttingtiol domrecDocument16 pagesตัวแทนจำหน่าย Tungaloy cuttingtiol domrecPTSC Channel Official Tooling and MetrologyNo ratings yet
- Gracey's CurettesDocument29 pagesGracey's CurettesEma RaduNo ratings yet
- Mill4 11Document12 pagesMill4 11shjefkeNo ratings yet
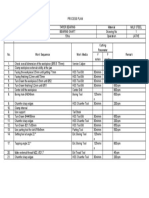
- Process Plan Project Name Material Part Name Drawing No Duration Operation Cutting Parameter Remark V M/min F Mm/revDocument1 pageProcess Plan Project Name Material Part Name Drawing No Duration Operation Cutting Parameter Remark V M/min F Mm/revhudarusliNo ratings yet
- Unit 5Document106 pagesUnit 5Sudharshan IyengarNo ratings yet
- Maija Broschuere ENwebDocument8 pagesMaija Broschuere ENwebLuis Edo TorrezNo ratings yet
- 509 - Drill Force MeisterDocument16 pages509 - Drill Force MeisterVinicius Sabrina PedroNo ratings yet
- BCP Technical ConstructionDocument22 pagesBCP Technical ConstructionKarthik KarthikNo ratings yet
- CNC Bits Buying Guide: C08 C15 SS17 SF17 SB17Document9 pagesCNC Bits Buying Guide: C08 C15 SS17 SF17 SB17Sandro AlcantaraNo ratings yet
- D Ch-4 LatheDocument81 pagesD Ch-4 LatheNimish JoshiNo ratings yet
- Catalogo Lista Codici Protesi-Fissa-Ot-Bridge 2022 ENG MOD D375SP Rev 08 Del 11-02-2022 VERSIONE WEB CompressedDocument20 pagesCatalogo Lista Codici Protesi-Fissa-Ot-Bridge 2022 ENG MOD D375SP Rev 08 Del 11-02-2022 VERSIONE WEB CompressedThanh Nhan DinhNo ratings yet
- Ch-6 Reaming, Boring, BroachingDocument58 pagesCh-6 Reaming, Boring, BroachingAnshul AgrawalNo ratings yet
- Ch-6 Reaming, Boring, BroachingDocument47 pagesCh-6 Reaming, Boring, BroachingAnkush AhirraoNo ratings yet
- Tool 1: Cilindro Frontala: Part OperationDocument2 pagesTool 1: Cilindro Frontala: Part OperationvalericaNo ratings yet
- Burr SetDocument1 pageBurr SetPartha Sarathi PradhanNo ratings yet
- 200-1 Rich MillDocument20 pages200-1 Rich MillReginaldo MatosNo ratings yet
- Milling Formulas and DefinitionsDocument9 pagesMilling Formulas and DefinitionsZohaib ShaikhNo ratings yet
- Engraving Tools Catalog: Quality Cutting Tools and Resharpening Service For The Engraving and Sign Making IndustriesDocument8 pagesEngraving Tools Catalog: Quality Cutting Tools and Resharpening Service For The Engraving and Sign Making IndustriesCristian FuentesNo ratings yet
- B169e VF2WB EnglishDocument4 pagesB169e VF2WB EnglishAlexandre SouzaNo ratings yet
- Fraise Uncle Phil DescriptionDocument4 pagesFraise Uncle Phil DescriptionchevallierludovicNo ratings yet
- Milling CutterDocument39 pagesMilling Cuttersamurai7_77No ratings yet
- Technology Ii: Industrial EngineeringDocument18 pagesTechnology Ii: Industrial EngineeringSergio Daniel Humberto Acosta SantosNo ratings yet
- 3.2 Hole Making Selection and Application - DrillingDocument61 pages3.2 Hole Making Selection and Application - DrillingBaljeet SinghNo ratings yet
- Unit - 3 FittingDocument33 pagesUnit - 3 Fitting20BCS4054 MADHAVAN V100% (1)
- Fraesen eDocument172 pagesFraesen eMarin Ionut-EduardNo ratings yet
- 409 - Broca TDSDocument24 pages409 - Broca TDSVinicius Sabrina PedroNo ratings yet
- ManufacturingDocument15 pagesManufacturingAkun SayaNo ratings yet
- Tungaloy - Cutting Tools PDFDocument1,252 pagesTungaloy - Cutting Tools PDFazb00178No ratings yet
- MT Lab Manual r21Document49 pagesMT Lab Manual r21vtsks2005No ratings yet
- Design of 360 Degree Flexible Drilling Machine IJERTV8IS010084Document3 pagesDesign of 360 Degree Flexible Drilling Machine IJERTV8IS010084Yash chouhanNo ratings yet
- Sds Inlay Wax Medium EuDocument7 pagesSds Inlay Wax Medium EusousourimeNo ratings yet
- CER Document Tool Table SW 5 1 2 SW 5 1 3 enDocument2 pagesCER Document Tool Table SW 5 1 2 SW 5 1 3 ensousourimeNo ratings yet
- VITA 10460 VITA CAD CAM-Materials-UNIVERSAL V03 Screen MLDocument2 pagesVITA 10460 VITA CAD CAM-Materials-UNIVERSAL V03 Screen MLsousourimeNo ratings yet
- Medicina 59 02135Document18 pagesMedicina 59 02135sousourimeNo ratings yet
- SDS Inlay Wax MEDIUM EUDocument7 pagesSDS Inlay Wax MEDIUM EUsousourimeNo ratings yet
- Deep Margin Elevation State of The Art and FutureDocument5 pagesDeep Margin Elevation State of The Art and FuturesousourimeNo ratings yet
- SDS Inlay Wax HARD EUDocument7 pagesSDS Inlay Wax HARD EUsousourimeNo ratings yet
- JIDA EndodonticsArticleDocument10 pagesJIDA EndodonticsArticlesousourimeNo ratings yet
- Company Profile Digest (En) - 090421Document8 pagesCompany Profile Digest (En) - 090421sousourimeNo ratings yet
- NEW Technical ManualDocument82 pagesNEW Technical ManualsousourimeNo ratings yet
- CADCAM Block Portfolio For CERECDocument2 pagesCADCAM Block Portfolio For CERECsousourimeNo ratings yet
- History Book (En) - 092721Document24 pagesHistory Book (En) - 092721sousourimeNo ratings yet
- Dental Photography (PDFDrive)Document52 pagesDental Photography (PDFDrive)sousourimeNo ratings yet
- PRVWSRCDocument58 pagesPRVWSRCsousourimeNo ratings yet
- LFL G-Aenial Flo X enDocument2 pagesLFL G-Aenial Flo X ensousourimeNo ratings yet
- REF Scientific Sheet G Premio BOND Independent StudiesDocument3 pagesREF Scientific Sheet G Premio BOND Independent StudiessousourimeNo ratings yet
- MAN Injection Moulding Technique Clinical Guide enDocument32 pagesMAN Injection Moulding Technique Clinical Guide ensousourimeNo ratings yet
- Solutions, Not ExcusesDocument62 pagesSolutions, Not Excusesjserna_22No ratings yet
- All ElementsDocument392 pagesAll ElementsWilliam Bataluna100% (2)
- Assignment Questions: Unit I Subjective QuestionsDocument2 pagesAssignment Questions: Unit I Subjective QuestionsKalai ArasanNo ratings yet
- Tugas Bahasa Inggris Teknik Untuk Observasi Ke Bengkel 2014 Bahasa InggrisDocument9 pagesTugas Bahasa Inggris Teknik Untuk Observasi Ke Bengkel 2014 Bahasa InggrisMuhammad BarilNo ratings yet
- CNC IntroductionDocument24 pagesCNC IntroductionaravindanNo ratings yet
- Ucmp PPTDocument258 pagesUcmp PPTAraveetiCSReddyNo ratings yet
- Corus SHS Welding GuideDocument42 pagesCorus SHS Welding GuideThomas FritzNo ratings yet
- Technology of Machine Tools: Cutting Fluids-Types and ApplicationsDocument38 pagesTechnology of Machine Tools: Cutting Fluids-Types and ApplicationsAnibal DazaNo ratings yet
- Manufacturing ProcessesDocument2 pagesManufacturing ProcessespmagrawalNo ratings yet
- MANUAL BrusilicaDocument56 pagesMANUAL BrusilicaAjdinNo ratings yet
- 2 Specimen PreparationDocument5 pages2 Specimen PreparationjanakNo ratings yet
- MDSP DatabankDocument24 pagesMDSP DatabankShapir Binyamin100% (1)
- POLAR - Cutting in PracticeDocument24 pagesPOLAR - Cutting in PracticePetrtmNo ratings yet
- Cylindrical Grinding MachineDocument15 pagesCylindrical Grinding MachinerajanNo ratings yet
- Technology of Machine Tools: Diamond, Ceramic, and Cermet Cutting ToolsDocument44 pagesTechnology of Machine Tools: Diamond, Ceramic, and Cermet Cutting ToolsAnibal DazaNo ratings yet
- SOP-Piping Fabrication & InstallationDocument27 pagesSOP-Piping Fabrication & InstallationImtiaz Nusrat100% (6)
- Vocabulary Lesson 3 & 4Document7 pagesVocabulary Lesson 3 & 4David Staser ToralNo ratings yet
- 2018 - 10 - Assistant Engineer (Mechanical) - Fnalanswerkey - Withquestion PDFDocument18 pages2018 - 10 - Assistant Engineer (Mechanical) - Fnalanswerkey - Withquestion PDFvjtiitNo ratings yet
- Study On The Grinding of P/M High Speed Steel ASP60: Pei-Lum Tso, Chien-Chih LuDocument12 pagesStudy On The Grinding of P/M High Speed Steel ASP60: Pei-Lum Tso, Chien-Chih Luhp2114bNo ratings yet
- Machining MechAnalysis CHPT 1Document98 pagesMachining MechAnalysis CHPT 1Brahim MouchaneNo ratings yet
- PDFDocument13 pagesPDFShlok PatelNo ratings yet
- Sinowon Metallographic Specimen Preparation MachineDocument22 pagesSinowon Metallographic Specimen Preparation MachineJohnny DaiNo ratings yet
- Shipbuilding Technology 4th Semester SyllabusDocument30 pagesShipbuilding Technology 4th Semester SyllabusDiploma in Engineering Shipbuilding TechnologyNo ratings yet
- 15 Technical Catalog Casting Steel eDocument52 pages15 Technical Catalog Casting Steel elbo330% (1)
- ANCA FXLinear Brochure 2021Document20 pagesANCA FXLinear Brochure 2021Rodrigo Frasseto MicheliniNo ratings yet
- Sae FlangesDocument116 pagesSae Flangesprpatil111743No ratings yet
- SR1013 Service Manual 10-20Document40 pagesSR1013 Service Manual 10-20Francisco PestañoNo ratings yet
- Study Questions-Manuf. Proc.Document5 pagesStudy Questions-Manuf. Proc.Barış GünaydınNo ratings yet