Download as pdf or txt
You might also like
- Fund Loan Form PDFDocument3 pagesFund Loan Form PDFsarge18100% (1)
- Issues in Pakistan EconomyDocument4 pagesIssues in Pakistan EconomyMuhammad Waqas100% (3)
- High Speed Machining PresentationDocument36 pagesHigh Speed Machining Presentationsav33No ratings yet
- Chapter 1Document68 pagesChapter 1gashawletaNo ratings yet
- L7 - Material Removal Process (Single and Multi Point Cutting Tools)Document14 pagesL7 - Material Removal Process (Single and Multi Point Cutting Tools)Aditya AdityaNo ratings yet
- Lecture 8 Slides and Notes (554 KB)Document46 pagesLecture 8 Slides and Notes (554 KB)Nativity MabasaNo ratings yet
- Manufacturing Engineering II Lecture OneDocument41 pagesManufacturing Engineering II Lecture OneEyu KalebNo ratings yet
- Prediction of CNC Machining Parameters For Teak Wood by Using SVM Method 1Document5 pagesPrediction of CNC Machining Parameters For Teak Wood by Using SVM Method 1OleksQNo ratings yet
- M3 - MFG Science and Tooling - Theory of Metal Cutting-4Document172 pagesM3 - MFG Science and Tooling - Theory of Metal Cutting-4Grishma BalgiNo ratings yet
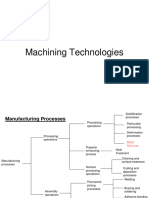
- Machining TechnologiesDocument37 pagesMachining TechnologiesDawood AbdullahNo ratings yet
- Sheet Production TechnologyDocument23 pagesSheet Production TechnologyOmar AlyNo ratings yet
- IPE 141 - Manufacturing Prcoesses - I - MachiningDocument71 pagesIPE 141 - Manufacturing Prcoesses - I - MachiningsaziasultanatonuNo ratings yet
- Turning Vs Milling ReadingDocument6 pagesTurning Vs Milling ReadingEnri JaénNo ratings yet
- 5 1510045603 - 07-11-2017 PDFDocument9 pages5 1510045603 - 07-11-2017 PDFAnonymous lPvvgiQjRNo ratings yet
- IENG 475 Lecture 05Document27 pagesIENG 475 Lecture 05John VincentNo ratings yet
- PP & Ce-Unit 2 (Notes) - Part ADocument51 pagesPP & Ce-Unit 2 (Notes) - Part ASYLVIA ANITANo ratings yet
- Unit 2Document35 pagesUnit 2Damotharan Sathesh KumarNo ratings yet
- 1 - Metal CuttingDocument262 pages1 - Metal CuttingHima Cicily E HNo ratings yet
- Jigs and FixturesDocument6 pagesJigs and FixturesRaufNo ratings yet
- Basic Machining Processes ReportDocument11 pagesBasic Machining Processes Reportedgarinox.davidNo ratings yet
- 2017 June DadmalDocument9 pages2017 June Dadmaljalojan402No ratings yet
- MCMT Assgn 456Document12 pagesMCMT Assgn 456Virinchi BoddunaNo ratings yet
- JETIR2208512Document3 pagesJETIR2208512Akarsh ShuklaNo ratings yet
- Module 2 - Machining Processes and Machine Tools - Fall 2022Document203 pagesModule 2 - Machining Processes and Machine Tools - Fall 2022chemical labNo ratings yet
- 1-Theory of Metal Cutting PDFDocument144 pages1-Theory of Metal Cutting PDFNithinArvindNo ratings yet
- Machining Parameters in Turning ProcessDocument78 pagesMachining Parameters in Turning Processnastaeenbaig1100% (1)
- Descriptions of Tools in InmatproDocument6 pagesDescriptions of Tools in InmatproArabella PASAHOLNo ratings yet
- 3 Machining ProcessDocument21 pages3 Machining ProcessIrfan DanialNo ratings yet
- VDT3023 - Past Year QuestionDocument12 pagesVDT3023 - Past Year QuestionFarah ReginaNo ratings yet
- Turning Aerospace IndustryDocument12 pagesTurning Aerospace Industryawaism471No ratings yet
- Machine Picture / Diagram Function and Application Machine OperationDocument6 pagesMachine Picture / Diagram Function and Application Machine OperationArabella PASAHOLNo ratings yet
- Beautiful On The Inside: Higher Quality Internal GearsDocument4 pagesBeautiful On The Inside: Higher Quality Internal GearsAnonymous kHYFVEONo ratings yet
- Jigs Proposal Milestone 3Document17 pagesJigs Proposal Milestone 3Nur Syakila100% (1)
- Basic Machining Processes ReportDocument11 pagesBasic Machining Processes Reportedgarinox.davidNo ratings yet
- Chapter 21-Theory of Metal MachiningDocument50 pagesChapter 21-Theory of Metal MachiningFaizanNo ratings yet
- Report MillingDocument5 pagesReport MillingHarith AzrinNo ratings yet
- Implementation and Development of Multi-Purpose Mechanical MachineDocument6 pagesImplementation and Development of Multi-Purpose Mechanical MachineAnonymous IK1nsqBqSNo ratings yet
- Milling OperationDocument22 pagesMilling Operationnuraini ab rahimNo ratings yet
- 1 - Writeup On Science of Metal Cutting With Dynamometer-1Document29 pages1 - Writeup On Science of Metal Cutting With Dynamometer-1HARSH KUMAR MEENANo ratings yet
- Theory of Metal Cutting-Module 1Document116 pagesTheory of Metal Cutting-Module 1rejeesh_rajendranNo ratings yet
- CNC 2Document17 pagesCNC 2madaviaadityaNo ratings yet
- Mold Machining Methods, Part 1Document22 pagesMold Machining Methods, Part 1Edenilson FadekNo ratings yet
- 33 - Computer Aided Process PlanningDocument49 pages33 - Computer Aided Process PlanningPRAKASH CHANTIBABU DIDLA PRAKASH CHANTIBABU DIDLANo ratings yet
- Turning Process, Defects, EquipmentDocument7 pagesTurning Process, Defects, Equipmentvinaybaba100% (1)
- Die and ToolsDocument152 pagesDie and ToolsMarcos100% (1)
- Gear Manufacturing ProcessesDocument60 pagesGear Manufacturing ProcessesPrabhath Jyøthülâ PJNo ratings yet
- MRR and Surface Roughness in Turning Operation On CNC Lathe Machine For Mild SteelDocument9 pagesMRR and Surface Roughness in Turning Operation On CNC Lathe Machine For Mild SteelsureshkumarNo ratings yet
- Irjet V6i835Document6 pagesIrjet V6i835Rahul KumarNo ratings yet
- Manufacturing Processes: Assist. Prof.:R. H. GardiDocument23 pagesManufacturing Processes: Assist. Prof.:R. H. Gardikosratomer74No ratings yet
- Buku Tindak Lanjut PSBDocument82 pagesBuku Tindak Lanjut PSBEko Fitri YantoNo ratings yet
- Unit 1 - Manufacturing ConceptDocument15 pagesUnit 1 - Manufacturing ConceptIamzura AbdullahNo ratings yet
- Study & Analysis of Multi-Function Drill PressDocument2 pagesStudy & Analysis of Multi-Function Drill PressDhruvNo ratings yet
- Machining Process - IDocument30 pagesMachining Process - INajshhsNo ratings yet
- Manufacturing Process Assignment 1Document10 pagesManufacturing Process Assignment 1abhishek chibNo ratings yet
- Ama WB NX PDFDocument36 pagesAma WB NX PDFirinaNo ratings yet
- Manufacturing Engineering II Chapter 1.1Document23 pagesManufacturing Engineering II Chapter 1.1Layike Alemayehu100% (1)
- REFURBISHMENT OF THE TOOL AND CUTTER CYLINDRICAL GRINDERS MACHINESDocument35 pagesREFURBISHMENT OF THE TOOL AND CUTTER CYLINDRICAL GRINDERS MACHINESEgbon RachaelNo ratings yet
- Part 1 - Sec I-Traditional Machining ProcessesDocument46 pagesPart 1 - Sec I-Traditional Machining ProcessesAtalelew ZeruNo ratings yet
- Reconfigurable Machine Tool: CNC Machine For Milling, Grinding and PolishingDocument7 pagesReconfigurable Machine Tool: CNC Machine For Milling, Grinding and PolishingArif NurhasanNo ratings yet
- 1.1the Concept of Machine Tools (Topic 1.1)Document30 pages1.1the Concept of Machine Tools (Topic 1.1)Shabani Fadhili100% (1)
- Lecture 1 - Overview of Machining ProcessesDocument15 pagesLecture 1 - Overview of Machining ProcessesAINAMANI AMOSNo ratings yet
- Grinding Overview: Machinist Grinder Interview Questions and AnswersFrom EverandGrinding Overview: Machinist Grinder Interview Questions and AnswersNo ratings yet
- Mesr 2003Document14 pagesMesr 2003SureshkumaryadavNo ratings yet
- Indicates That It Is Significant and Will Reject The Null Hypothesis and Accept The Alternative Hypothesis Since It Is Lower Than 0.05Document4 pagesIndicates That It Is Significant and Will Reject The Null Hypothesis and Accept The Alternative Hypothesis Since It Is Lower Than 0.05Leilalyn NicolasNo ratings yet
- Recapitulation Sheet: 3 Cost of Diversion Sub Estimate III Cost of Dismantling Sub Estimate IVDocument5 pagesRecapitulation Sheet: 3 Cost of Diversion Sub Estimate III Cost of Dismantling Sub Estimate IVtusharNo ratings yet
- IP Project On Hotel ManagementDocument31 pagesIP Project On Hotel ManagementSourabh AgarwalNo ratings yet
- Chapter 1: Introduction: To International EconomicsDocument77 pagesChapter 1: Introduction: To International EconomicsNgọcAnhNguyễnNo ratings yet
- How To Fill-Out The AtdDocument1 pageHow To Fill-Out The AtdMa Barbara T AustriaNo ratings yet
- AMM ScholarshipApplication03Dec2021Document3 pagesAMM ScholarshipApplication03Dec2021P .sabarinathanNo ratings yet
- BHMH2002 Introduction To Economics (S1, 2021) Take Home Test - Question PaperDocument3 pagesBHMH2002 Introduction To Economics (S1, 2021) Take Home Test - Question PaperlamchihoiNo ratings yet
- Nubirox 302 in High Gloss Solvent Based Alkyd DTM (Formula AC 19630F)Document3 pagesNubirox 302 in High Gloss Solvent Based Alkyd DTM (Formula AC 19630F)MONEMNo ratings yet
- CH 5Document103 pagesCH 5asmaNo ratings yet
- M1 Scalping Course: ForexDocument21 pagesM1 Scalping Course: ForexMirza SungkarNo ratings yet
- RESEARCH 2 AutoRecoveredDocument19 pagesRESEARCH 2 AutoRecoveredladagkristineNo ratings yet
- Global Interstate SystemDocument17 pagesGlobal Interstate SystemPearl TanNo ratings yet
- Get Machiavelli The Art of Teaching People What To Fear 1st Edition Patrick Boucheron PDF Full ChapterDocument24 pagesGet Machiavelli The Art of Teaching People What To Fear 1st Edition Patrick Boucheron PDF Full Chapterbackeparli100% (8)
- Nabl 400Document1,010 pagesNabl 400Suresh kNo ratings yet
- Saatvik QAP-72 Cell Full CellDocument4 pagesSaatvik QAP-72 Cell Full Cellvenkatraman JNo ratings yet
- Sample Questions On CVP AnalysisDocument19 pagesSample Questions On CVP AnalysisThomas Ansah100% (1)
- 2022 State of The City AddressDocument7 pages2022 State of The City AddressinforumdocsNo ratings yet
- Activity Based CostingDocument22 pagesActivity Based CostingMahabub Alam100% (2)
- OSLeak Repair Clamp FlysheetDocument2 pagesOSLeak Repair Clamp FlysheetTT0% (1)
- Taxation 101 Basic Principles in Philippine Taxation by JR Lopez GonzalesDocument8 pagesTaxation 101 Basic Principles in Philippine Taxation by JR Lopez Gonzalesjrgon_zales92% (25)
- Whats The Matter With Europe - NYT Opinion - Paul KrugmanDocument7 pagesWhats The Matter With Europe - NYT Opinion - Paul Krugmanlynn.qijudyNo ratings yet
- CONTENT1Document4 pagesCONTENT1bhaskar sarmaNo ratings yet
- 2016 AccountingDocument16 pages2016 AccountingAlison JcNo ratings yet
- Hatecke RB 400 - Specification 2Document12 pagesHatecke RB 400 - Specification 2Taner AkciğerNo ratings yet
- Genesis' Trial Balance Reflected The FollowingDocument1 pageGenesis' Trial Balance Reflected The FollowingQueen ValleNo ratings yet
- A Message To The Global South Che Guevara S View On The NEP andDocument19 pagesA Message To The Global South Che Guevara S View On The NEP andHordago El SaltoNo ratings yet
- Ardi Said, IGN Anom Maruto, Sri Andayani, Program Studi Administrasi Bisnis-Universitas 17 Agustus 1945 SurabayaDocument17 pagesArdi Said, IGN Anom Maruto, Sri Andayani, Program Studi Administrasi Bisnis-Universitas 17 Agustus 1945 SurabayaNaning Panggrahito Lagilagi D'bieterzNo ratings yet