Download as pdf or txt
You might also like
- Bacon Haccp PlanDocument9 pagesBacon Haccp Planmkmikmi50% (2)
- Project Report On Extracting Silica From Rice Husk AshDocument7 pagesProject Report On Extracting Silica From Rice Husk AshEIRI Board of Consultants and Publishers100% (2)
- HACCP & Hygiene in Honey ProductionDocument103 pagesHACCP & Hygiene in Honey ProductionTudoseVladNo ratings yet
- Learning Activity Sheets Grade 9 - Tle-Agricrop Production Quarter 4 - Las 1Document11 pagesLearning Activity Sheets Grade 9 - Tle-Agricrop Production Quarter 4 - Las 1GENEBEI FAITH SAJOLAN93% (14)
- Cocoa Products and Chocolate PDFDocument55 pagesCocoa Products and Chocolate PDFdorinutza280No ratings yet
- E HaccpDocument120 pagesE HaccpKiran GadmaleNo ratings yet
- TI Plantacare 2000 UPDocument2 pagesTI Plantacare 2000 UPeggy mushadiNo ratings yet
- Epa Method - 245 - Determination of Mercury in WaterDocument18 pagesEpa Method - 245 - Determination of Mercury in Waterகுமார் எஸ்No ratings yet
- Cxs 152e CodexDocument3 pagesCxs 152e CodexGisela Prima PaskhalienNo ratings yet
- © Sandesh PaudelDocument18 pages© Sandesh PaudelSunsari TechnicalNo ratings yet
- Figure 2: Hydrolysis of Sucrose (Averill & Eldredge, 2013)Document5 pagesFigure 2: Hydrolysis of Sucrose (Averill & Eldredge, 2013)Hafiidz MalekNo ratings yet
- Advanced Dairy Science and TechnologyFrom EverandAdvanced Dairy Science and TechnologyTrevor BritzNo ratings yet
- Lely Dairy Equipment 2014 - en PDFDocument92 pagesLely Dairy Equipment 2014 - en PDFelizasunderNo ratings yet
- 2h Code of Practice For The Processing and Packaging of Honey PDFDocument30 pages2h Code of Practice For The Processing and Packaging of Honey PDFHABTAMUNo ratings yet
- Tempeh Noodle SaladDocument1 pageTempeh Noodle Saladhceisufew chwyegoyrNo ratings yet
- Chemistry CaffeineDocument7 pagesChemistry CaffeineTaher ElBarbaryNo ratings yet
- Pegasus en Lauter TunDocument13 pagesPegasus en Lauter TunVũ Văn PhúNo ratings yet
- Saeco Exprelia HD8854 - User Manual ENDocument76 pagesSaeco Exprelia HD8854 - User Manual ENCosmin DoneaNo ratings yet
- Allergen Chart 3Document1 pageAllergen Chart 3Cresophy ShresthaNo ratings yet
- Material Engleza CatinaDocument262 pagesMaterial Engleza CatinaIulia AlexandraNo ratings yet
- Codex Standard Named Vegetable OilsDocument15 pagesCodex Standard Named Vegetable Oilsdj8No ratings yet
- Principii Și Cerințe Ale Legislației Alimentare: Legislatia EUDocument103 pagesPrincipii Și Cerințe Ale Legislației Alimentare: Legislatia EUBoaghi EugeniaNo ratings yet
- Jerome 2019 - Process Analytical Technology For Bakery IndustryDocument21 pagesJerome 2019 - Process Analytical Technology For Bakery IndustryMario DavilaNo ratings yet
- HACCP - Dry-Cure Meat PDFDocument7 pagesHACCP - Dry-Cure Meat PDFIrisNo ratings yet
- Compotul de VisineDocument23 pagesCompotul de VisineMarkoSaiian100% (1)
- Detection and Enumeration of Salmonella and Pseudomonas AeruginosaDocument10 pagesDetection and Enumeration of Salmonella and Pseudomonas AeruginosagiuseppegnrNo ratings yet
- Power Requirements For Mixing in A BioreactorDocument6 pagesPower Requirements For Mixing in A BioreactorJawadNo ratings yet
- Processing of MilkDocument36 pagesProcessing of MilkSam ScariaNo ratings yet
- Australia Dairy Products Risk ProfilesDocument226 pagesAustralia Dairy Products Risk ProfilesDavidNo ratings yet
- Review On Hazard Analysis and Critical Control PoiDocument17 pagesReview On Hazard Analysis and Critical Control PoiMutiaraniNo ratings yet
- CODEX STAN A-11 (A) - 1975: Codex Standard For Yoghurt (Yogurt) and Sweetened Yoghurt (Sweetened Yogurt)Document2 pagesCODEX STAN A-11 (A) - 1975: Codex Standard For Yoghurt (Yogurt) and Sweetened Yoghurt (Sweetened Yogurt)Ayoub OUBAHANo ratings yet
- Guidelines For Assuring Quality of Medical Microbiological MediaDocument21 pagesGuidelines For Assuring Quality of Medical Microbiological MediaShougata BoseNo ratings yet
- Valoarea Eneergetica A Unor Bauturi Racoritoare CarbogazoaseDocument7 pagesValoarea Eneergetica A Unor Bauturi Racoritoare CarbogazoaseAnonymous HKuYF6kNo ratings yet
- Noi LocDocument8 pagesNoi LocHoa XaNo ratings yet
- Functional Food CatgoriesDocument13 pagesFunctional Food Catgoriesraja singamNo ratings yet
- Method Brochure enDocument6 pagesMethod Brochure eng3lu06No ratings yet
- FoSTaC Milk and Milk Product Advance ManufacturingDocument100 pagesFoSTaC Milk and Milk Product Advance ManufacturingHarsh PatelNo ratings yet
- Amylase AG XXL September 2003 Technical Present. CStu-1Document18 pagesAmylase AG XXL September 2003 Technical Present. CStu-1Diego Matias RamonNo ratings yet
- CXP 057eDocument33 pagesCXP 057eArunee KongpengNo ratings yet
- UHT Milkaseptic PackagingDocument44 pagesUHT Milkaseptic PackagingĐivềphía Mặt TrờiNo ratings yet
- Meets BC Regulatory Requirements: Sample Food Safety PlanDocument9 pagesMeets BC Regulatory Requirements: Sample Food Safety PlanPSANo ratings yet
- Guide To Standard 1 2 1 - Labelling and Other Information Requirements - FinalDocument53 pagesGuide To Standard 1 2 1 - Labelling and Other Information Requirements - FinalWahidNo ratings yet
- Physico-Chemical Properties of TeffDocument129 pagesPhysico-Chemical Properties of TeffDanaNo ratings yet
- FSSC 22000Document75 pagesFSSC 22000Marianela NuñezNo ratings yet
- Premix and NoodleDocument8 pagesPremix and Noodleltxt100% (1)
- HACCP in Fast FoodDocument2 pagesHACCP in Fast FoodAjitesh Singh50% (2)
- Microencapsulated Vegetable Oil PowderDocument20 pagesMicroencapsulated Vegetable Oil PowderSachinNo ratings yet
- Milk PasteurizationDocument2 pagesMilk PasteurizationbhuniakanishkaNo ratings yet
- SQF Code Ed8Retail1212017Document70 pagesSQF Code Ed8Retail1212017Edson Jair Alvarez VargasNo ratings yet
- BAKING SCIENCE v1.0Document7 pagesBAKING SCIENCE v1.0Ed MolinaNo ratings yet
- B2909 Jams 2008Document68 pagesB2909 Jams 2008nunoNo ratings yet
- Dairy Chapter 1 PDFDocument76 pagesDairy Chapter 1 PDFSteven LiberatoNo ratings yet
- Halal CertificationDocument12 pagesHalal CertificationNur Athirah Muhamad SobriNo ratings yet
- Technology of CheesemakingFrom EverandTechnology of CheesemakingBarry A. LawNo ratings yet
- Study of MayonnaiseDocument8 pagesStudy of MayonnaiseRawool Anuja JaywantNo ratings yet
- GuideDocument10 pagesGuidedevsantosNo ratings yet
- Scope of Food Processing and Technology: Guided byDocument20 pagesScope of Food Processing and Technology: Guided byyogesh kumarNo ratings yet
- BSBMGT517 Performance Task 1,2,3Document10 pagesBSBMGT517 Performance Task 1,2,3parasmani jhaNo ratings yet
- Laboratory-4 Sahagun BDocument6 pagesLaboratory-4 Sahagun BMarc Bench SahagunNo ratings yet
- Good Manufacturing Practices in Manufacturing of Human FoodsDocument4 pagesGood Manufacturing Practices in Manufacturing of Human FoodsJohn Henry WellsNo ratings yet
- Science PortfolioDocument20 pagesScience PortfolioAkshitaNo ratings yet
- CBSE Class 7th Science Value Based Questions Chapter 1 Nutrition in Plants PDF DownloadDocument11 pagesCBSE Class 7th Science Value Based Questions Chapter 1 Nutrition in Plants PDF Downloadpravin161079No ratings yet
- Chapter 3Document76 pagesChapter 3Eumar FabruadaNo ratings yet
- Final 2Document72 pagesFinal 2Nguyễn ThuNo ratings yet
- Bio-Enhancers: A Potential Tool To Improve Soil Fertility and Plant Health in Organic Production of Horticultural CropsDocument19 pagesBio-Enhancers: A Potential Tool To Improve Soil Fertility and Plant Health in Organic Production of Horticultural CropsAzizrahman AbubakarNo ratings yet
- Hydrochloric AcidDocument9 pagesHydrochloric Acidvaradjoshi41No ratings yet
- Achievers Junior Secondary Agric 8Document132 pagesAchievers Junior Secondary Agric 8Ngosa Davies KundaNo ratings yet
- Module of Ag Eco 1Document85 pagesModule of Ag Eco 1Kim2x TamparongNo ratings yet
- Chapter I - Fe 2101 - Group 3Document7 pagesChapter I - Fe 2101 - Group 3Khaaaylie DRNo ratings yet
- Rice Starch-Based Biodegradable Films Properties EnhancementDocument32 pagesRice Starch-Based Biodegradable Films Properties EnhancementThanhTung NguyenNo ratings yet
- Impacts of Storage Conditions On PhysicochemicalDocument6 pagesImpacts of Storage Conditions On PhysicochemicalmouhoubiNo ratings yet
- Seven Environmental Principles and Philippine Environmental LawsDocument8 pagesSeven Environmental Principles and Philippine Environmental LawsDuran, Jamaica Marie O.No ratings yet
- PoonamDocument22 pagesPoonamFarhan ShaikhNo ratings yet
- Chemistry of Milk PowderDocument46 pagesChemistry of Milk PowderSiddiQue Usman SanawanNo ratings yet
- A Review Study On Different Types of Food Preservatives and Their Harmful Effect On HealthDocument4 pagesA Review Study On Different Types of Food Preservatives and Their Harmful Effect On HealthResearch ParkNo ratings yet
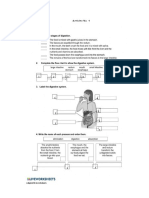
- Activity No. 1: Adapted LiveworksheetsDocument3 pagesActivity No. 1: Adapted LiveworksheetsBelinda I. IsugaNo ratings yet
- Jurnal 3Document10 pagesJurnal 3B1Riansyah FakhiratunnisaNo ratings yet
- Food Scavenger HuntDocument2 pagesFood Scavenger Huntapi-237586441No ratings yet
- Chemistry Project On Study of Effect of Potassium Bisulphite As Food Pre Servative Under Various ConditionsDocument20 pagesChemistry Project On Study of Effect of Potassium Bisulphite As Food Pre Servative Under Various Conditionssumair hejibNo ratings yet
- Extraction of Phenolic Compounds From Virgin Olive Oil by Deep Eutectic Solvents PDFDocument8 pagesExtraction of Phenolic Compounds From Virgin Olive Oil by Deep Eutectic Solvents PDFjiiNo ratings yet
- s.2 Biology Notes NutritionDocument41 pagess.2 Biology Notes Nutritionomoregiestephanie9No ratings yet
- Community Service Project: On "Organic Farming"Document29 pagesCommunity Service Project: On "Organic Farming"dasari manikantaNo ratings yet
- Cereal Grains NotesDocument6 pagesCereal Grains Notesjellyn.lai.owoNo ratings yet
- AppendixC - Nutrient Chart PDFDocument7 pagesAppendixC - Nutrient Chart PDFMaria Christina LagartejaNo ratings yet
- Physics Project: Name:Utkarsh Pratap SinghDocument10 pagesPhysics Project: Name:Utkarsh Pratap Singhutkarsh thakurNo ratings yet
- Biofertilizer Technology ManualDocument39 pagesBiofertilizer Technology ManualneharockNo ratings yet
- Vitamins ReviewerDocument3 pagesVitamins RevieweroperanacireNo ratings yet
- Asakawa and Matsushita 1979Document6 pagesAsakawa and Matsushita 1979Amelia Arum RamadhaniNo ratings yet