Download as pdf or txt
You might also like
- MC-training Design For Fire Volunteers, Members of Fire Brigades and Fire Safety PractionersDocument5 pagesMC-training Design For Fire Volunteers, Members of Fire Brigades and Fire Safety PractionersMacabebe Fire Station100% (1)
- Strut-and-Tie Modeling of Reinforced Concrete Deep PDFDocument41 pagesStrut-and-Tie Modeling of Reinforced Concrete Deep PDFkellydelgado41No ratings yet
- Lateral Torsional Buckling of Cellular Steel Beams: April 2012Document16 pagesLateral Torsional Buckling of Cellular Steel Beams: April 2012clam2014No ratings yet
- 3DFEMParametricAnalysisofStiffenedSteelLinersinHydroelectricPressureTunnels Rev4Document15 pages3DFEMParametricAnalysisofStiffenedSteelLinersinHydroelectricPressureTunnels Rev4Adelmo FilhoNo ratings yet
- Prediction of Available Rotation Capacity and Ductility of Wide-Flange Beams2Document18 pagesPrediction of Available Rotation Capacity and Ductility of Wide-Flange Beams2stefanaNo ratings yet
- Numerical Study of Mono-Strand Anchorage Mechanism Under Service LoadDocument18 pagesNumerical Study of Mono-Strand Anchorage Mechanism Under Service LoadKarin Soldatelli BorsatoNo ratings yet
- Helical Pile JournalDocument11 pagesHelical Pile JournalJohnprasannaNo ratings yet
- Modelling of Tension-Stiffening in Bending RC Elements Based On Equivalent Stiffness of The RebarDocument21 pagesModelling of Tension-Stiffening in Bending RC Elements Based On Equivalent Stiffness of The RebarIgor BarcelosNo ratings yet
- Modelling of Tension-Stiffening in Bending RC Elements Based On Equivalent Stiffness of The RebarDocument21 pagesModelling of Tension-Stiffening in Bending RC Elements Based On Equivalent Stiffness of The RebarIgor BarcelosNo ratings yet
- Strength Evaluation For Cap Plate On The Node Connection in Circular Steel Tube Diagrid SystemDocument9 pagesStrength Evaluation For Cap Plate On The Node Connection in Circular Steel Tube Diagrid SystemRaihan MufidaNo ratings yet
- Buildings 12 02092Document49 pagesBuildings 12 02092SUMAN CIVILNo ratings yet
- Processes: Static Behaviors and Applications of Buckling Monitoring Members With Rigid EndsDocument22 pagesProcesses: Static Behaviors and Applications of Buckling Monitoring Members With Rigid EndsNanak BatraNo ratings yet
- Artigo 6Document9 pagesArtigo 6Edmilson LimaNo ratings yet
- 1 s2.0 S0141029623001505 MainDocument16 pages1 s2.0 S0141029623001505 Main181803054No ratings yet
- Seismic Performance of Damped-Outrigger System Incorporating Buckling-Restrained BracesDocument12 pagesSeismic Performance of Damped-Outrigger System Incorporating Buckling-Restrained BracesAbhishekNo ratings yet
- CompositeMegaColumns Full Report PDFDocument275 pagesCompositeMegaColumns Full Report PDFWasin WaiyasusriNo ratings yet
- Design Model For Bolted Moment End Plate ConnectioDocument54 pagesDesign Model For Bolted Moment End Plate Connectioสุทธิพงษ์ สีกองเสนNo ratings yet
- ACSR Thermal Mechanical White PaperDocument9 pagesACSR Thermal Mechanical White PaperleonardonaiteNo ratings yet
- Analytical Model On Beam Elongation WithDocument8 pagesAnalytical Model On Beam Elongation WithkoreshNo ratings yet
- Anonlinearhigherorder PartIDocument22 pagesAnonlinearhigherorder PartIBryan MoreiraNo ratings yet
- Applied SciencesDocument16 pagesApplied SciencesTriet TruongNo ratings yet
- Cusson & Paultre (1994) - RefrensiDocument23 pagesCusson & Paultre (1994) - RefrensiFerdinand Jaya PutraNo ratings yet
- Paper SMIRT16 Bellows1641 PDFDocument7 pagesPaper SMIRT16 Bellows1641 PDFsouravNo ratings yet
- SPE/IADC 67818 Tortuosity Versus Micro-Tortuosity - Why Little Things Mean A LotDocument12 pagesSPE/IADC 67818 Tortuosity Versus Micro-Tortuosity - Why Little Things Mean A LotsnnsnnsnnNo ratings yet
- Flexural Behaviour of Hollow Reinforced Concrete T-BeamsDocument12 pagesFlexural Behaviour of Hollow Reinforced Concrete T-Beamsnagham tariqNo ratings yet
- Manuscript Nonlinear Modeling PreprintDocument58 pagesManuscript Nonlinear Modeling PreprintMarwa HamzaNo ratings yet
- Behaviour of A Gusset Plate Connection Under ComprDocument15 pagesBehaviour of A Gusset Plate Connection Under ComprPatricio PardoNo ratings yet
- Lázaro Plata 2020 J. Phys. Conf. Ser. 1587 012034Document8 pagesLázaro Plata 2020 J. Phys. Conf. Ser. 1587 012034fernandoNo ratings yet
- Investigation of The Friction Effect at Pin Joints For The Five-Point Double-Toggle Clamping Mechanisms of Injection Molding MachinesDocument16 pagesInvestigation of The Friction Effect at Pin Joints For The Five-Point Double-Toggle Clamping Mechanisms of Injection Molding MachinesDuy VõNo ratings yet
- Bearing DesignDocument6 pagesBearing DesignFrancisco TorresNo ratings yet
- Local and Global Instabilities of Rolled T-Section Columns Under Axial CompressionDocument42 pagesLocal and Global Instabilities of Rolled T-Section Columns Under Axial CompressionDavyNo ratings yet
- Tension-Stiffening Model Based On Test Data of RC Beams: January 2010Document6 pagesTension-Stiffening Model Based On Test Data of RC Beams: January 2010jorge mathaeusNo ratings yet
- In Uence of Type of Loading (Tension or Bending) On Cracking Behaviour of Reinforced Concrete Elements. Experimental StudyDocument26 pagesIn Uence of Type of Loading (Tension or Bending) On Cracking Behaviour of Reinforced Concrete Elements. Experimental Studydmt7nzztcmNo ratings yet
- Vibration Based Damage Detection in Beam Structures With Multiple Cracks Modal Curvature Vs Modal Flexibility MethodsDocument22 pagesVibration Based Damage Detection in Beam Structures With Multiple Cracks Modal Curvature Vs Modal Flexibility MethodsSérgio CustódioNo ratings yet
- Multi-Model ReliabilityDocument32 pagesMulti-Model Reliabilitynabin nitNo ratings yet
- Radial Metal SealDocument16 pagesRadial Metal Sealansysuser2023No ratings yet
- Evaluation of Existing Strut-and-Tie Methods and Recommended ImprovementsDocument47 pagesEvaluation of Existing Strut-and-Tie Methods and Recommended ImprovementsFreddy GonzalesNo ratings yet
- A Mechanical Model For Failures in Shear of Members Without Transverse Reinforcement Based On Development of A Critical Shear CrackDocument17 pagesA Mechanical Model For Failures in Shear of Members Without Transverse Reinforcement Based On Development of A Critical Shear CrackrafaelnmbarrosNo ratings yet
- (PHILLIPI) Use of Mechanical Couplers in Concrete ColumnsDocument11 pages(PHILLIPI) Use of Mechanical Couplers in Concrete Columnshal9000_mark1No ratings yet
- Acid Eep Beam Crack Are A 122017Document28 pagesAcid Eep Beam Crack Are A 122017Mihaja RAZAFIMBELONo ratings yet
- A High-Precision Method For Calculating The Pressure Drop Across Wire Mesh FiltersDocument9 pagesA High-Precision Method For Calculating The Pressure Drop Across Wire Mesh FiltersLuis Joel Ramos RamosNo ratings yet
- Calculation of Working Pressure For Cylindrical Vessel Under External PressureDocument7 pagesCalculation of Working Pressure For Cylindrical Vessel Under External Pressuremiftahul hidayahNo ratings yet
- AT BS PS 2018 VisualizationofShearCracksusingDICDocument7 pagesAT BS PS 2018 VisualizationofShearCracksusingDICraimundo.ojeda.12No ratings yet
- Direct Strength Method To The Design of Castellated Steel BeamDocument16 pagesDirect Strength Method To The Design of Castellated Steel BeamAdnan NajemNo ratings yet
- Glass PropertiesDocument54 pagesGlass PropertiesZain AliNo ratings yet
- CompositeMegaColumns Full ReportDocument275 pagesCompositeMegaColumns Full ReportRonakShah100% (1)
- Reinforced Concrete Curved Beams in Literature: IOP Conference Series: Materials Science and EngineeringDocument11 pagesReinforced Concrete Curved Beams in Literature: IOP Conference Series: Materials Science and EngineeringDam HoangNo ratings yet
- Structural Concrete - 2021 - Nogales - Rotation and Moment Redistribution Capacity of Fiber Reinforced Concrete BeamsDocument20 pagesStructural Concrete - 2021 - Nogales - Rotation and Moment Redistribution Capacity of Fiber Reinforced Concrete BeamsHaytham BouzidNo ratings yet
- Strut-and-Tie Model For Strength Assessment of Pile Caps: June 2016Document25 pagesStrut-and-Tie Model For Strength Assessment of Pile Caps: June 2016Prashant JhaNo ratings yet
- Burdekin - Assesment of DefectsDocument14 pagesBurdekin - Assesment of DefectsFlavio BarrionuevoNo ratings yet
- Coupled Axial-Torsional Dynamics in Rotary Drilling With State-Dependent Delay: Stability and ControlDocument17 pagesCoupled Axial-Torsional Dynamics in Rotary Drilling With State-Dependent Delay: Stability and ControlfcoespitiamasterNo ratings yet
- Numerical Investigation of Bend and Torus Flows, Part I Effect of Swirl Motion On Flow Structure in U-BendDocument14 pagesNumerical Investigation of Bend and Torus Flows, Part I Effect of Swirl Motion On Flow Structure in U-BendSami ur RehmanNo ratings yet
- 1 s2.0 S1350630722006033 MainDocument18 pages1 s2.0 S1350630722006033 Mainimanz5No ratings yet
- SI 2015 For LUPINDocument23 pagesSI 2015 For LUPINr_saniosNo ratings yet
- Predicting Buckling For Medical Device-Catheter Interaction During ImplantDocument3 pagesPredicting Buckling For Medical Device-Catheter Interaction During Implantklomps_jrNo ratings yet
- Loosening Behavior of Ripped Nuts Based On The FastenerDocument9 pagesLoosening Behavior of Ripped Nuts Based On The FastenerengenhariainovajdNo ratings yet
- Twin Screw Extruders Optimization: MATERIALE PLASTICE December 2009Document6 pagesTwin Screw Extruders Optimization: MATERIALE PLASTICE December 2009Uneeb NoorNo ratings yet
- Energies 13 05302Document33 pagesEnergies 13 05302Nilesh ChatterjeeNo ratings yet
- 1 s2.0 S0263823122010709 MainDocument16 pages1 s2.0 S0263823122010709 MainSerban IacobNo ratings yet
- Estimation of Fracture Toughness KIC From Charpy Impact Test Data in T-Welded Connections Repaired by Grinding and Wet WeldingDocument10 pagesEstimation of Fracture Toughness KIC From Charpy Impact Test Data in T-Welded Connections Repaired by Grinding and Wet WeldingGayan0511No ratings yet
- Bizimana Anastase&Ntiruvamunda Donatha Final ThesisDocument75 pagesBizimana Anastase&Ntiruvamunda Donatha Final Thesisngaston2020No ratings yet
- Del Rosario V ShellDocument2 pagesDel Rosario V Shellaratanjalaine0% (1)
- Theory and Models of Consumer BehaviorDocument28 pagesTheory and Models of Consumer BehaviorNK ShresthaNo ratings yet
- Manoj Bhargava: From Billionaire Monk To Ground-Breaking Change MakerDocument5 pagesManoj Bhargava: From Billionaire Monk To Ground-Breaking Change MakerAdilAdNo ratings yet
- Reading PracticeDocument1 pageReading Practicejemimahluyando8No ratings yet
- Nurses Bill of RightsDocument1 pageNurses Bill of RightsFlauros Ryu Jabien100% (1)
- Chapter 20-52-00, 201 Chapter 20-53-00, 201: Table 601. Tools/Equipment and Recommended MaterialsDocument1 pageChapter 20-52-00, 201 Chapter 20-53-00, 201: Table 601. Tools/Equipment and Recommended Materialsianmcnultywork83No ratings yet
- Thinkpad P52 Platform Specifications: Lenovo November 2019Document1 pageThinkpad P52 Platform Specifications: Lenovo November 2019Devinia KaryaNo ratings yet
- Pestle GWPDocument3 pagesPestle GWPShaznay GoNo ratings yet
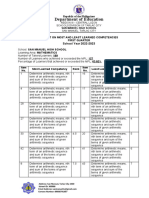
- Most and LEast LEarned Competencies 2022 2023 NUNAGDocument3 pagesMost and LEast LEarned Competencies 2022 2023 NUNAGJONATHAN NUNAGNo ratings yet
- Vocabulary and Picture Prompts For Language Teaching Book 2 PDFDocument72 pagesVocabulary and Picture Prompts For Language Teaching Book 2 PDFmartinan100% (1)
- UGC NTA NET History December 2019 Previous Paper Questions: ExamraceDocument2 pagesUGC NTA NET History December 2019 Previous Paper Questions: ExamracesantonaNo ratings yet
- Ajit ResumeDocument3 pagesAjit ResumeSreeluNo ratings yet
- Exclusive Offer - Join Brazzers Only 1$ Today ! (Promo) : EX CL UsiveDocument9 pagesExclusive Offer - Join Brazzers Only 1$ Today ! (Promo) : EX CL UsiveSaulo BentoNo ratings yet
- Arup Mauritius BrochureDocument8 pagesArup Mauritius BrochureKhalil HosaneeNo ratings yet
- Ethical Considerations When Conducting ResearchDocument3 pagesEthical Considerations When Conducting ResearchRegine A. UmbaadNo ratings yet
- 5e - Ley Lines & Nexuses 1.0Document21 pages5e - Ley Lines & Nexuses 1.0Russo BrOficialNo ratings yet
- Introduction To LTEDocument15 pagesIntroduction To LTEAhmad Salam AbdoulrasoolNo ratings yet
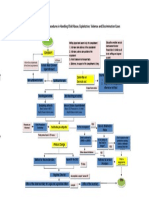
- Rules and Procedures in Handling Child Abuse CasesDocument1 pageRules and Procedures in Handling Child Abuse CasesJoyce Carreon50% (2)
- 2017 Carryall 500-550 (ERIC and EX-40 EFI)Document442 pages2017 Carryall 500-550 (ERIC and EX-40 EFI)bartolomealmacenNo ratings yet
- Alls Well That Ends WellDocument31 pagesAlls Well That Ends WellGAREN100% (2)
- The Future Progressive and WillDocument6 pagesThe Future Progressive and WillDelia CatrinaNo ratings yet
- Icmr Thesis GrantDocument6 pagesIcmr Thesis Grantkvpyqegld100% (1)
- 17.HB158 Welding Manual301 V30713Document38 pages17.HB158 Welding Manual301 V30713James DickinsonNo ratings yet
- Steegmuller - Flaubert and Madame Bovary - A Double Portrait-Houghton Mifflin Harcourt (1977)Document378 pagesSteegmuller - Flaubert and Madame Bovary - A Double Portrait-Houghton Mifflin Harcourt (1977)Jorge Uribe100% (2)
- Visual Representation of Metaphor SF ApproachDocument17 pagesVisual Representation of Metaphor SF ApproachramNo ratings yet
- Literature Review of Water Level SensorDocument4 pagesLiterature Review of Water Level Sensorc5mr3mxf100% (1)
- Internet Skills and The Digital DivideDocument19 pagesInternet Skills and The Digital DivideΒικτωρας ΣταυρινοπουλοςNo ratings yet
- Kishan CET Round1Document8 pagesKishan CET Round1VivekNo ratings yet