Download as pdf or txt
You might also like
- Construction Drawing Checklist: Title BlocksDocument3 pagesConstruction Drawing Checklist: Title BlocksLiam SuterNo ratings yet
- DAY 1 PM Structural - Building Technology and Building UtilitiesDocument26 pagesDAY 1 PM Structural - Building Technology and Building UtilitiesGabby Gabson100% (2)
- I-FD-3010.0F-1223-940-IE3-081 - Technical Specification - Hydraulic System - Especificações Técnicas HidráulicasDocument23 pagesI-FD-3010.0F-1223-940-IE3-081 - Technical Specification - Hydraulic System - Especificações Técnicas HidráulicasDiego NogueiraNo ratings yet
- Index of Revisions Description And/Or Revised Sheets: ENG-E&P / Ieuep-Ii / IecoDocument2 pagesIndex of Revisions Description And/Or Revised Sheets: ENG-E&P / Ieuep-Ii / IecoMatheus Pires PereiraNo ratings yet
- Index of Revisions Description And/Or Revised Sheets: ENG-E&P / Ieuep-Ii / IecoDocument2 pagesIndex of Revisions Description And/Or Revised Sheets: ENG-E&P / Ieuep-Ii / IecoMatheus Pires PereiraNo ratings yet
- Index of Revisions Description And/Or Revised Sheets: ENG-E&P / Ieuep-Ii / IecoDocument2 pagesIndex of Revisions Description And/Or Revised Sheets: ENG-E&P / Ieuep-Ii / IecoMatheus Pires PereiraNo ratings yet
- I-FD-3010.0F-1223-940-IE3-080 - Base Do DesignDocument44 pagesI-FD-3010.0F-1223-940-IE3-080 - Base Do DesignDiego NogueiraNo ratings yet
- Index of Revisions Description And/Or Revised Sheets: ENG-E&P / Ieuep-Ii / IecoDocument43 pagesIndex of Revisions Description And/Or Revised Sheets: ENG-E&P / Ieuep-Ii / IecoMatheus Pires PereiraNo ratings yet
- Index of Revisions Description And/Or Revised Sheets: B As Built / Approved by Adf-P74-Tbq-0030 - ADocument3 pagesIndex of Revisions Description And/Or Revised Sheets: B As Built / Approved by Adf-P74-Tbq-0030 - AMatheus Pires PereiraNo ratings yet
- I MA 3010.0J 1223 940 IE3 675 - 0 Installation, Operating & Maintenance Manual EOSDocument17 pagesI MA 3010.0J 1223 940 IE3 675 - 0 Installation, Operating & Maintenance Manual EOSDiego NogueiraNo ratings yet
- I-De-3010.0j-1223-940-Ie3-231 - 0 - Emergency Offloading System - GaDocument4 pagesI-De-3010.0j-1223-940-Ie3-231 - 0 - Emergency Offloading System - GaDiego NogueiraNo ratings yet
- Certified Tranter: Data SheetDocument5 pagesCertified Tranter: Data SheetRobles DreschNo ratings yet
- Index of Revisions Rev. Description And/Or Revised Sheets: ProcedureDocument7 pagesIndex of Revisions Rev. Description And/Or Revised Sheets: ProcedureThiagoNo ratings yet
- This Document Shall Be Used Only For Reference: Engenharia Ieept/IepsaDocument5 pagesThis Document Shall Be Used Only For Reference: Engenharia Ieept/IepsaRodrigoNo ratings yet
- H P F L A R e (K - F X - 0 4 3 0 0 1)Document16 pagesH P F L A R e (K - F X - 0 4 3 0 0 1)tariqNo ratings yet
- This Document Shall Be Used Only For Reference: Engenharia Ieept/IepsaDocument5 pagesThis Document Shall Be Used Only For Reference: Engenharia Ieept/IepsaRodrigoNo ratings yet
- Guara B.V.: Combined Heat Exchanger Hpu and After Coller Data Sheet (Diesel ENGINE) P-UH-B-UB-5420501A/B-01Document4 pagesGuara B.V.: Combined Heat Exchanger Hpu and After Coller Data Sheet (Diesel ENGINE) P-UH-B-UB-5420501A/B-01Adilson MirandaNo ratings yet
- Tupi B.V.: Hull Piping SpecificationDocument112 pagesTupi B.V.: Hull Piping SpecificationLucas MachadoNo ratings yet
- Hse Management PDF FreeDocument272 pagesHse Management PDF Freetrirat phonloedNo ratings yet
- This Document Is Valid Only For Budgetary / Estimating Purpose by Company For FeedDocument5 pagesThis Document Is Valid Only For Budgetary / Estimating Purpose by Company For FeedRodrigoNo ratings yet
- Flare Jide9Document17 pagesFlare Jide9samuel100% (3)
- Documment Number (Rev.) Comments: Project: PETROBRAS 78 (P-78)Document4 pagesDocumment Number (Rev.) Comments: Project: PETROBRAS 78 (P-78)Sumit MishraNo ratings yet
- This Document Shall Be Used Only For Reference: Engenharia Ieept/IepsaDocument5 pagesThis Document Shall Be Used Only For Reference: Engenharia Ieept/IepsaRodrigoNo ratings yet
- This Document Shall Be Used Only For ReferenceDocument5 pagesThis Document Shall Be Used Only For ReferenceRodrigoNo ratings yet
- 2812-FQ-303-R1 Code-2-ItpDocument55 pages2812-FQ-303-R1 Code-2-ItpAvishek GuptaNo ratings yet
- Tupi B.V.: Revision Index Rev. Description And/Or Revised SheetsDocument4 pagesTupi B.V.: Revision Index Rev. Description And/Or Revised SheetsAdilson MirandaNo ratings yet
- Et 200Document104 pagesEt 200nossasenhorinha2023No ratings yet
- M12 - Data Sheet - Regulating Dampers: Index of Revisions Rev. Description And/Or Revised SheetsDocument2 pagesM12 - Data Sheet - Regulating Dampers: Index of Revisions Rev. Description And/Or Revised SheetsReno MeatShopNo ratings yet
- Procedure: Ieis - Instruction Execution and Welding Inspection - Base Equipment PART I / EL-37492 / BASE SG-1223001 - M10Document6 pagesProcedure: Ieis - Instruction Execution and Welding Inspection - Base Equipment PART I / EL-37492 / BASE SG-1223001 - M10Gustavo HeltNo ratings yet
- ITT-1808-FABCON-IR-009 Rev.0Document6 pagesITT-1808-FABCON-IR-009 Rev.0Brain AliveNo ratings yet
- M12 - Data Sheet - Fans: Index of Revisions Rev. Description And/Or Revised SheetsDocument4 pagesM12 - Data Sheet - Fans: Index of Revisions Rev. Description And/Or Revised SheetsReno MeatShopNo ratings yet
- M12 - Data Sheet - Non Return Dampers: Index of Revisions Rev. Description And/Or Revised SheetsDocument2 pagesM12 - Data Sheet - Non Return Dampers: Index of Revisions Rev. Description And/Or Revised SheetsReno MeatShopNo ratings yet
- 2.11.1 Blowers Data Sheet Including Performance CurveDocument4 pages2.11.1 Blowers Data Sheet Including Performance Curvemayukhguha1988No ratings yet
- Revision Index Description and / or Revised Sheets: Technical SpecificationDocument34 pagesRevision Index Description and / or Revised Sheets: Technical SpecificationOrlando PWRNo ratings yet
- Valvula Piloto 1 inDocument4 pagesValvula Piloto 1 inDurvis Joel Romero LopezNo ratings yet
- 2410-FQ-303-R1 Code-2-ItpDocument55 pages2410-FQ-303-R1 Code-2-ItpAvishek GuptaNo ratings yet
- F2815 50005716-100 X0 MRB Rotary Table NL0133994Document221 pagesF2815 50005716-100 X0 MRB Rotary Table NL0133994Muhammad UsmanNo ratings yet
- 4 302205 PSP01 PS01 MEC03 00012 OU100054559 R0 ApDocument6 pages4 302205 PSP01 PS01 MEC03 00012 OU100054559 R0 ApLeonardo Hunt LNo ratings yet
- 12 302205 PSP01 PS01 MTC01 14052 EN OU100051138 R1 ApDocument6 pages12 302205 PSP01 PS01 MTC01 14052 EN OU100051138 R1 ApLeonardo Hunt LNo ratings yet
- 12 302205 PSP01 PS01 MTC01 14052 ES OU100051138 R1 ApDocument6 pages12 302205 PSP01 PS01 MTC01 14052 ES OU100051138 R1 ApLeonardo Hunt LNo ratings yet
- Index of Revisions Rev. Description And/Or Revised Sheets: I-PR-3010.94-1400-910-JHB-046Document13 pagesIndex of Revisions Rev. Description And/Or Revised Sheets: I-PR-3010.94-1400-910-JHB-046ThiagoNo ratings yet
- I-Et-3010 63-1300-140-TKP-001 - F PDFDocument37 pagesI-Et-3010 63-1300-140-TKP-001 - F PDFOrlando PWRNo ratings yet
- ITT - Sample of ITPDocument3 pagesITT - Sample of ITPajiNo ratings yet
- Burner Capacity Curves For Incinerator Package (X-5202) : Petroleum Development Oman Document NumberDocument4 pagesBurner Capacity Curves For Incinerator Package (X-5202) : Petroleum Development Oman Document NumberMuhammad IrfanNo ratings yet
- Entry List - Cifra Industrial Services 5.1.22-4.30.23 Rev.1Document2 pagesEntry List - Cifra Industrial Services 5.1.22-4.30.23 Rev.1Ryuzo GotoNo ratings yet
- Nodo Energético Planta Ilo (Nepi Project) : NEPI-T-UTE-ENS-00320Document2 pagesNodo Energético Planta Ilo (Nepi Project) : NEPI-T-UTE-ENS-00320Aldo Quispe HuarachiNo ratings yet
- This Document Shall Be Used Only For Reference: Engenharia Ieept/IepsaDocument5 pagesThis Document Shall Be Used Only For Reference: Engenharia Ieept/IepsaRodrigoNo ratings yet
- Urhoud: DATE 5-Oct-'00 Sheet 1 of 10 Y. Tazawa H. Miura KN YoshidaDocument10 pagesUrhoud: DATE 5-Oct-'00 Sheet 1 of 10 Y. Tazawa H. Miura KN YoshidahapinefeNo ratings yet
- I Et 3010.0F 1200 956 PPC 006 - ADocument83 pagesI Et 3010.0F 1200 956 PPC 006 - Aalam0266No ratings yet
- Urhoud: Specification FOR Integrated Control SystemDocument39 pagesUrhoud: Specification FOR Integrated Control SystemhapinefeNo ratings yet
- Epl 1617 PDFDocument461 pagesEpl 1617 PDFetuk2100% (1)
- Gom STP Ins Pid 01013 1Document30 pagesGom STP Ins Pid 01013 1Nikhil PatilNo ratings yet
- Ir3080ar5505 HpuDocument454 pagesIr3080ar5505 HpuCsr GamboaNo ratings yet
- Instrument Process Datasheet Analysers Section 100: Technologies TechnologiesDocument3 pagesInstrument Process Datasheet Analysers Section 100: Technologies TechnologiesMohamedNo ratings yet
- Inspection Report: ITT-1808 Fabcon Industrial Services FZ LLCDocument6 pagesInspection Report: ITT-1808 Fabcon Industrial Services FZ LLCBrain AliveNo ratings yet
- Foam Hose Reel Testing ProcedureDocument26 pagesFoam Hose Reel Testing ProcedureVijil JohnrajNo ratings yet
- This Document Shall Be Used Only For ReferenceDocument5 pagesThis Document Shall Be Used Only For ReferenceRodrigoNo ratings yet
- MGP1 Pomj0s0047 H06 0001 - 002Document13 pagesMGP1 Pomj0s0047 H06 0001 - 002Massimo FumarolaNo ratings yet
- Revision Index Description and / or Revised Sheets: Aker Kvaerner Process SystemsDocument2 pagesRevision Index Description and / or Revised Sheets: Aker Kvaerner Process SystemsAdilson MirandaNo ratings yet
- Revision Index Description and / or Revised Sheets: Technical Specification Un - Rio / Atp - Ro 1 of 73 75Document255 pagesRevision Index Description and / or Revised Sheets: Technical Specification Un - Rio / Atp - Ro 1 of 73 75neivaprojetosNo ratings yet
- Engineering Service Revenues World Summary: Market Values & Financials by CountryFrom EverandEngineering Service Revenues World Summary: Market Values & Financials by CountryNo ratings yet
- Osh Induction Program in Enhancing Safety Awareness Amongst Fabrication Workers in Brooke Dockyard, Kuching, SarawakFrom EverandOsh Induction Program in Enhancing Safety Awareness Amongst Fabrication Workers in Brooke Dockyard, Kuching, SarawakRating: 5 out of 5 stars5/5 (1)
- PMK RT Briefing To Contractors 18 May 2023Document35 pagesPMK RT Briefing To Contractors 18 May 2023mhsNo ratings yet
- S 5 HandoutDocument122 pagesS 5 HandoutReaidNo ratings yet
- BmaDocument7 pagesBmaKATE MAY ANZALDONo ratings yet
- Is.13415.1992 Protective Barriers in and Around BuildingsDocument8 pagesIs.13415.1992 Protective Barriers in and Around Buildingsprakash mokhaNo ratings yet
- Unit (2) Construction TechnologyDocument31 pagesUnit (2) Construction TechnologyNyein Chan Aung100% (1)
- ข้อกำหนด prestressDocument3 pagesข้อกำหนด prestressDrakeNo ratings yet
- 37 Gfc-P2c3-Tu02-Crp-Dr-Btn-73108-03-ADocument1 page37 Gfc-P2c3-Tu02-Crp-Dr-Btn-73108-03-ASUBHASH KUMARNo ratings yet
- BP TGH PF TR B 0020a - 022 e 1002b - by Crane 200te (BPP Puller)Document36 pagesBP TGH PF TR B 0020a - 022 e 1002b - by Crane 200te (BPP Puller)Abdul Majid ZNo ratings yet
- A318/A319/A320/A321: Service BulletinDocument81 pagesA318/A319/A320/A321: Service BulletinPradeep K sNo ratings yet
- Block 06 Bhatwari - ResourceRate - MachineDocument3 pagesBlock 06 Bhatwari - ResourceRate - MachineManojNo ratings yet
- Long Span Roof StructureDocument7 pagesLong Span Roof StructureDarwin Robain67% (3)
- Tap Project: Acs02 & Acs03: Piping Works FlowchartDocument1 pageTap Project: Acs02 & Acs03: Piping Works FlowchartAli HajirassoulihaNo ratings yet
- Bridge Method by JSJ 2019Document74 pagesBridge Method by JSJ 2019John vincent SalazarNo ratings yet
- Admixtures: Hollow Blocks ManufacturingDocument14 pagesAdmixtures: Hollow Blocks ManufacturingGerald De OcampoNo ratings yet
- Hydraulic Elevator Installation Checklist: Schindler 330ADocument4 pagesHydraulic Elevator Installation Checklist: Schindler 330AMMMOH200No ratings yet
- METHODOLOGY DrainageDocument2 pagesMETHODOLOGY Drainagejef100% (1)
- Contract LetterDocument2 pagesContract LetterIndra Nath MishraNo ratings yet
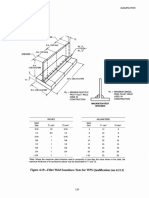
- Figure 4.19-Fillet Weld Soundness Tests For WPS Qualification (See 4.11.2)Document1 pageFigure 4.19-Fillet Weld Soundness Tests For WPS Qualification (See 4.11.2)Ibrahim shaikNo ratings yet
- Reconciliation - TilesDocument8 pagesReconciliation - TilesEngNo ratings yet
- Deactive HeetDocument6 pagesDeactive Heetheet.thetendersNo ratings yet
- Engine Oil Service Report - 2023Document5 pagesEngine Oil Service Report - 2023Murugesh SalemNo ratings yet
- 13 MR MV Jatkar Construction - FreeCantileverBridges - JatkarDocument75 pages13 MR MV Jatkar Construction - FreeCantileverBridges - JatkarKedar100% (1)
- Water Absorption Limits On AggregatesDocument2 pagesWater Absorption Limits On Aggregatesshahrilzainul77No ratings yet
- GSR (ROAD) 2015Document74 pagesGSR (ROAD) 2015Gautam RaiNo ratings yet
- Hydra IvrclDocument2 pagesHydra IvrclDhaneswar SwainNo ratings yet
- PDF Curriculum Vitae Masud Rana MunnaDocument6 pagesPDF Curriculum Vitae Masud Rana MunnaShayan AbagnaleNo ratings yet
- Bulking of Sand Means Increase in ItDocument6 pagesBulking of Sand Means Increase in ItDENCONo ratings yet
- Kampung Melayu PresentationDocument27 pagesKampung Melayu PresentationYudono AdiNo ratings yet