
Lec. 13 14 15 16 Manual Part Programming, Formats. Code and Cycles - SINUMERIK System 810 M
Lec. 13 14 15 16 Manual Part Programming, Formats. Code and Cycles - SINUMERIK System 810 M
You might also like
- G - Code M - CodeDocument3 pagesG - Code M - CodeblashkogNo ratings yet
- Fanuc Ot CNC Program Manual Gcodetraining 588Document104 pagesFanuc Ot CNC Program Manual Gcodetraining 588hiepkhachbk2010824350% (2)
- CNC Programming Tutorials Examples G M Codes G M Programming Tutorial ExampleDocument340 pagesCNC Programming Tutorials Examples G M Codes G M Programming Tutorial ExampleYassin Belkacem100% (3)
- UbD Curriculum Plan For CeramicsDocument3 pagesUbD Curriculum Plan For CeramicsMichele McNickleNo ratings yet
- Lec. 17 18 Manual Part Programming, Formats. Code and Cycles - SINUMERIK System 810 TDocument23 pagesLec. 17 18 Manual Part Programming, Formats. Code and Cycles - SINUMERIK System 810 TiammedhaofcNo ratings yet
- VMC ProgrammingDocument22 pagesVMC ProgrammingDynamic bhagwanNo ratings yet
- CNC Programming WRKB Lathe Sample LockedDocument51 pagesCNC Programming WRKB Lathe Sample Lockedkree_bigdaddy100% (1)
- CNC ProgDocument38 pagesCNC ProgPoornima JoshiNo ratings yet
- CAM Lab MtechDocument33 pagesCAM Lab MtechrkNo ratings yet
- CNC Programming and OperationDocument80 pagesCNC Programming and OperationMohammed Habeeb100% (1)
- Canned Cycles Programming ExampleDocument9 pagesCanned Cycles Programming ExampleLeonardo Eladio Vergara GuillenNo ratings yet
- Sect 18 MacrosDocument64 pagesSect 18 MacrosChaker Ben MariemNo ratings yet
- Important Points With Regard To CNC Part Programming: CNC Parts Programs Cam Lab (Version Dated.23.03.2017)Document23 pagesImportant Points With Regard To CNC Part Programming: CNC Parts Programs Cam Lab (Version Dated.23.03.2017)CharyNo ratings yet
- Programming MillDocument81 pagesProgramming MillEddy ZalieNo ratings yet
- Module 2 Part 1Document147 pagesModule 2 Part 1FRANCIS THOMASNo ratings yet
- Lathe NotesDocument48 pagesLathe NotesMOUSIN PASHANo ratings yet
- CNC Shop ManualDocument15 pagesCNC Shop Manualmsuhani011No ratings yet
- CNC Programming BasicsDocument53 pagesCNC Programming Basicspramod ChouguleNo ratings yet
- CNC ProgrammingDocument48 pagesCNC Programminglakshmichandranath889No ratings yet
- CNC-Lab Mechanical ManualDocument21 pagesCNC-Lab Mechanical ManualHaresh RaisinghaniNo ratings yet
- Cim Lab Viva TipsDocument5 pagesCim Lab Viva Tipsshivaling battarkiNo ratings yet
- 6 Semester: Student ProfileDocument19 pages6 Semester: Student Profilealokkumar707977No ratings yet
- Group 24 (Solar Mobile ChargingDocument22 pagesGroup 24 (Solar Mobile ChargingBanothu RameshNo ratings yet
- Unit - 8: CNC ProgrammingDocument21 pagesUnit - 8: CNC ProgrammingVarshaNo ratings yet
- Turning: Chapter ObjectivesDocument78 pagesTurning: Chapter ObjectivesDany EscobarNo ratings yet
- Programming Fanuc OtDocument13 pagesProgramming Fanuc OtsaminziNo ratings yet
- Sinumerik G63 Tapping With Floating TapholderDocument27 pagesSinumerik G63 Tapping With Floating Tapholderسليمان مصريNo ratings yet
- Milling ProgramDocument20 pagesMilling ProgramSudeep Kumar SinghNo ratings yet
- Experiment 6 - CNC Programing-MillingDocument9 pagesExperiment 6 - CNC Programing-MillingG. Dancer GhNo ratings yet
- Basic CNC Programming MillingDocument95 pagesBasic CNC Programming MillingСергей Ивлюшкин100% (3)
- My CNCDocument5 pagesMy CNCzoranteicNo ratings yet
- 928TCDocument111 pages928TCJuan David DiazNo ratings yet
- G Codes PDFDocument1 pageG Codes PDFSR-71 BLACKBIRDNo ratings yet
- Lec. 09 10 11 12 Fixed Cycles or Canned CyclesDocument11 pagesLec. 09 10 11 12 Fixed Cycles or Canned CyclesiammedhaofcNo ratings yet
- EN - Complete Sinumerik Operate Milling - v26Document690 pagesEN - Complete Sinumerik Operate Milling - v26Hieu Nguyen100% (1)
- Appendix A - G and M Codes: This Part Program Is Used With The Ballbar TestDocument40 pagesAppendix A - G and M Codes: This Part Program Is Used With The Ballbar TestIvan Hren100% (1)
- Example of CNC Programming: What Must Be Done To Ona CNC Vertical Milling MachineDocument14 pagesExample of CNC Programming: What Must Be Done To Ona CNC Vertical Milling MachinePatel NikhilNo ratings yet
- Sinumerik 808D Gcode Ref Guide F-SFSDocument4 pagesSinumerik 808D Gcode Ref Guide F-SFSPranit KarneNo ratings yet
- 00 A CNC Lab Manual NIT APDocument4 pages00 A CNC Lab Manual NIT APDevesh RehanNo ratings yet
- G M Codes All CNCDocument24 pagesG M Codes All CNCParveen Kumar50% (2)
- FanucDocument10 pagesFanucgigofive66No ratings yet
- Ipt CodesDocument6 pagesIpt CodesAbdul QyyoomNo ratings yet
- CNC Programming 1Document26 pagesCNC Programming 1mohamed alsalhyNo ratings yet
- Manual FanucDocument104 pagesManual FanucTauasi TauasisNo ratings yet
- CADCAM CNC Unit-3.1Document54 pagesCADCAM CNC Unit-3.1kiranchennoju2004No ratings yet
- Module 4Document59 pagesModule 4Musadiq Ahmed100% (1)
- G-Code - Wikipedia, The Free EncyclopediaDocument6 pagesG-Code - Wikipedia, The Free EncyclopediajoydeepNo ratings yet
- CAM Lab Manual PDFDocument110 pagesCAM Lab Manual PDFyuvaraj4509No ratings yet
- Hydraulic G Code ListDocument7 pagesHydraulic G Code Listnestor gssNo ratings yet
- Cad Cam End Sem VDDocument90 pagesCad Cam End Sem VDDerik NelsonNo ratings yet
- 00 EAGLE FANUC OiDocument60 pages00 EAGLE FANUC OiFranciscoDanielRamirezFloresNo ratings yet
- MSC Lecture 6Document28 pagesMSC Lecture 6Chán Chênh VênhNo ratings yet
- CNC Programming "Milling": Module ObjectivesDocument37 pagesCNC Programming "Milling": Module Objectiveshasan alsarrafNo ratings yet
- EXP 2A 2B 2c.changedDocument9 pagesEXP 2A 2B 2c.changedPradeepvenugopalNo ratings yet
- Betriebs-Anleitung: Programming HintsDocument44 pagesBetriebs-Anleitung: Programming HintsAmir Hodzic100% (1)
- CNC Part Program & DrawingDocument21 pagesCNC Part Program & DrawingHairedinNo ratings yet
- Fuzzy Control Systems Design and Analysis: A Linear Matrix Inequality ApproachFrom EverandFuzzy Control Systems Design and Analysis: A Linear Matrix Inequality ApproachNo ratings yet
- Free Knitting Pattern Lion Brand Wool-Ease Chunky Saturday Morning HoodieDocument5 pagesFree Knitting Pattern Lion Brand Wool-Ease Chunky Saturday Morning HoodieMatteo OrciariNo ratings yet
- Zip Zip EnglishDocument4 pagesZip Zip EnglishBup Be Bac50% (2)
- White 1425 Sewing Machine Instruction ManualDocument62 pagesWhite 1425 Sewing Machine Instruction ManualiliiexpugnansNo ratings yet
- Knit Top Down PulloverDocument3 pagesKnit Top Down PulloverEnrita DianNo ratings yet
- Unit 8 PDFDocument43 pagesUnit 8 PDFAnurag RanaNo ratings yet
- Octopus Squish - Free Crochet Pattern On Moogly!Document1 pageOctopus Squish - Free Crochet Pattern On Moogly!ailinNo ratings yet
- Perro Bulldog PuppyDocument16 pagesPerro Bulldog PuppyGreslim Alarcón100% (3)
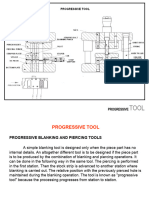
- 21 Progressive ToolDocument5 pages21 Progressive ToolrajuNo ratings yet
- Design and Analysis of Indexing Type of Drill JigDocument6 pagesDesign and Analysis of Indexing Type of Drill JigInternational Organization of Scientific Research (IOSR)No ratings yet
- Mod 5 W.answer KeyDocument2 pagesMod 5 W.answer KeyEdelyn CunananNo ratings yet
- Experiment No.-1 AIM: - Introduction of Tools, Electrical Materials, Symbols and Devices EtcDocument8 pagesExperiment No.-1 AIM: - Introduction of Tools, Electrical Materials, Symbols and Devices EtcZubair KhattakNo ratings yet
- Interior Painting WoodworksDocument7 pagesInterior Painting WoodworksanaNo ratings yet
- Punch Needle EmbroideryDocument4 pagesPunch Needle EmbroiderysamsonadebogaNo ratings yet
- Development of Philippine EmbroideryDocument23 pagesDevelopment of Philippine EmbroideryJericho Sanchez VillegasNo ratings yet
- Loch Ness Knit Poncho in Premier Yarns Everyday Plaid Downloadable PDF 2Document2 pagesLoch Ness Knit Poncho in Premier Yarns Everyday Plaid Downloadable PDF 2Lucija CrljenkoNo ratings yet
- Sling Bag CrochetDocument3 pagesSling Bag CrochetKate AsuncionNo ratings yet
- 655N00434 435 436 Fuser Screw and Nut Repair Kits V3Document5 pages655N00434 435 436 Fuser Screw and Nut Repair Kits V3mauricio Silva AmaralNo ratings yet
- Cpar q2 1st Summative TestDocument2 pagesCpar q2 1st Summative Testteresita barrioNo ratings yet
- Vernalequinoxshawl LankakomeroDocument7 pagesVernalequinoxshawl Lankakomeropinkymolinda100% (3)
- Cobra Mill ManualDocument29 pagesCobra Mill ManualCarlos Bernal GarciaNo ratings yet
- Analysing A Photographer - Man RayDocument1 pageAnalysing A Photographer - Man Rayapi-563918643No ratings yet
- Laporan Perdokumen NepenDocument22 pagesLaporan Perdokumen NepenAgus TriyonoNo ratings yet
- Deciduous Lace ShawlDocument5 pagesDeciduous Lace ShawlLinh Kurt100% (3)
- Papercraft Terralings Flower Cups DewmuffinsDocument2 pagesPapercraft Terralings Flower Cups DewmuffinsZaenudin MasNo ratings yet
- DTH Tubex Specification Sheet EnglishDocument1 pageDTH Tubex Specification Sheet EnglishkrishkpeNo ratings yet
- 014 ToolSteelDocument36 pages014 ToolSteelramptechNo ratings yet
- Alokananda Beret v2Document4 pagesAlokananda Beret v2REEM MNo ratings yet
- Collet Chuck Catalog 2007 PDFDocument28 pagesCollet Chuck Catalog 2007 PDFAlexandru Marius-catalinNo ratings yet
- Baby Bunnies Barnevognskde enDocument10 pagesBaby Bunnies Barnevognskde enMCbotelhoNo ratings yet






















































































Download as pdf or txt
You might also like
- G - Code M - CodeDocument3 pagesG - Code M - CodeblashkogNo ratings yet
- Fanuc Ot CNC Program Manual Gcodetraining 588Document104 pagesFanuc Ot CNC Program Manual Gcodetraining 588hiepkhachbk2010824350% (2)
- CNC Programming Tutorials Examples G M Codes G M Programming Tutorial ExampleDocument340 pagesCNC Programming Tutorials Examples G M Codes G M Programming Tutorial ExampleYassin Belkacem100% (3)
- UbD Curriculum Plan For CeramicsDocument3 pagesUbD Curriculum Plan For CeramicsMichele McNickleNo ratings yet
- Lec. 17 18 Manual Part Programming, Formats. Code and Cycles - SINUMERIK System 810 TDocument23 pagesLec. 17 18 Manual Part Programming, Formats. Code and Cycles - SINUMERIK System 810 TiammedhaofcNo ratings yet
- VMC ProgrammingDocument22 pagesVMC ProgrammingDynamic bhagwanNo ratings yet
- CNC Programming WRKB Lathe Sample LockedDocument51 pagesCNC Programming WRKB Lathe Sample Lockedkree_bigdaddy100% (1)
- CNC ProgDocument38 pagesCNC ProgPoornima JoshiNo ratings yet
- CAM Lab MtechDocument33 pagesCAM Lab MtechrkNo ratings yet
- CNC Programming and OperationDocument80 pagesCNC Programming and OperationMohammed Habeeb100% (1)
- Canned Cycles Programming ExampleDocument9 pagesCanned Cycles Programming ExampleLeonardo Eladio Vergara GuillenNo ratings yet
- Sect 18 MacrosDocument64 pagesSect 18 MacrosChaker Ben MariemNo ratings yet
- Important Points With Regard To CNC Part Programming: CNC Parts Programs Cam Lab (Version Dated.23.03.2017)Document23 pagesImportant Points With Regard To CNC Part Programming: CNC Parts Programs Cam Lab (Version Dated.23.03.2017)CharyNo ratings yet
- Programming MillDocument81 pagesProgramming MillEddy ZalieNo ratings yet
- Module 2 Part 1Document147 pagesModule 2 Part 1FRANCIS THOMASNo ratings yet
- Lathe NotesDocument48 pagesLathe NotesMOUSIN PASHANo ratings yet
- CNC Shop ManualDocument15 pagesCNC Shop Manualmsuhani011No ratings yet
- CNC Programming BasicsDocument53 pagesCNC Programming Basicspramod ChouguleNo ratings yet
- CNC ProgrammingDocument48 pagesCNC Programminglakshmichandranath889No ratings yet
- CNC-Lab Mechanical ManualDocument21 pagesCNC-Lab Mechanical ManualHaresh RaisinghaniNo ratings yet
- Cim Lab Viva TipsDocument5 pagesCim Lab Viva Tipsshivaling battarkiNo ratings yet
- 6 Semester: Student ProfileDocument19 pages6 Semester: Student Profilealokkumar707977No ratings yet
- Group 24 (Solar Mobile ChargingDocument22 pagesGroup 24 (Solar Mobile ChargingBanothu RameshNo ratings yet
- Unit - 8: CNC ProgrammingDocument21 pagesUnit - 8: CNC ProgrammingVarshaNo ratings yet
- Turning: Chapter ObjectivesDocument78 pagesTurning: Chapter ObjectivesDany EscobarNo ratings yet
- Programming Fanuc OtDocument13 pagesProgramming Fanuc OtsaminziNo ratings yet
- Sinumerik G63 Tapping With Floating TapholderDocument27 pagesSinumerik G63 Tapping With Floating Tapholderسليمان مصريNo ratings yet
- Milling ProgramDocument20 pagesMilling ProgramSudeep Kumar SinghNo ratings yet
- Experiment 6 - CNC Programing-MillingDocument9 pagesExperiment 6 - CNC Programing-MillingG. Dancer GhNo ratings yet
- Basic CNC Programming MillingDocument95 pagesBasic CNC Programming MillingСергей Ивлюшкин100% (3)
- My CNCDocument5 pagesMy CNCzoranteicNo ratings yet
- 928TCDocument111 pages928TCJuan David DiazNo ratings yet
- G Codes PDFDocument1 pageG Codes PDFSR-71 BLACKBIRDNo ratings yet
- Lec. 09 10 11 12 Fixed Cycles or Canned CyclesDocument11 pagesLec. 09 10 11 12 Fixed Cycles or Canned CyclesiammedhaofcNo ratings yet
- EN - Complete Sinumerik Operate Milling - v26Document690 pagesEN - Complete Sinumerik Operate Milling - v26Hieu Nguyen100% (1)
- Appendix A - G and M Codes: This Part Program Is Used With The Ballbar TestDocument40 pagesAppendix A - G and M Codes: This Part Program Is Used With The Ballbar TestIvan Hren100% (1)
- Example of CNC Programming: What Must Be Done To Ona CNC Vertical Milling MachineDocument14 pagesExample of CNC Programming: What Must Be Done To Ona CNC Vertical Milling MachinePatel NikhilNo ratings yet
- Sinumerik 808D Gcode Ref Guide F-SFSDocument4 pagesSinumerik 808D Gcode Ref Guide F-SFSPranit KarneNo ratings yet
- 00 A CNC Lab Manual NIT APDocument4 pages00 A CNC Lab Manual NIT APDevesh RehanNo ratings yet
- G M Codes All CNCDocument24 pagesG M Codes All CNCParveen Kumar50% (2)
- FanucDocument10 pagesFanucgigofive66No ratings yet
- Ipt CodesDocument6 pagesIpt CodesAbdul QyyoomNo ratings yet
- CNC Programming 1Document26 pagesCNC Programming 1mohamed alsalhyNo ratings yet
- Manual FanucDocument104 pagesManual FanucTauasi TauasisNo ratings yet
- CADCAM CNC Unit-3.1Document54 pagesCADCAM CNC Unit-3.1kiranchennoju2004No ratings yet
- Module 4Document59 pagesModule 4Musadiq Ahmed100% (1)
- G-Code - Wikipedia, The Free EncyclopediaDocument6 pagesG-Code - Wikipedia, The Free EncyclopediajoydeepNo ratings yet
- CAM Lab Manual PDFDocument110 pagesCAM Lab Manual PDFyuvaraj4509No ratings yet
- Hydraulic G Code ListDocument7 pagesHydraulic G Code Listnestor gssNo ratings yet
- Cad Cam End Sem VDDocument90 pagesCad Cam End Sem VDDerik NelsonNo ratings yet
- 00 EAGLE FANUC OiDocument60 pages00 EAGLE FANUC OiFranciscoDanielRamirezFloresNo ratings yet
- MSC Lecture 6Document28 pagesMSC Lecture 6Chán Chênh VênhNo ratings yet
- CNC Programming "Milling": Module ObjectivesDocument37 pagesCNC Programming "Milling": Module Objectiveshasan alsarrafNo ratings yet
- EXP 2A 2B 2c.changedDocument9 pagesEXP 2A 2B 2c.changedPradeepvenugopalNo ratings yet
- Betriebs-Anleitung: Programming HintsDocument44 pagesBetriebs-Anleitung: Programming HintsAmir Hodzic100% (1)
- CNC Part Program & DrawingDocument21 pagesCNC Part Program & DrawingHairedinNo ratings yet
- Fuzzy Control Systems Design and Analysis: A Linear Matrix Inequality ApproachFrom EverandFuzzy Control Systems Design and Analysis: A Linear Matrix Inequality ApproachNo ratings yet
- Free Knitting Pattern Lion Brand Wool-Ease Chunky Saturday Morning HoodieDocument5 pagesFree Knitting Pattern Lion Brand Wool-Ease Chunky Saturday Morning HoodieMatteo OrciariNo ratings yet
- Zip Zip EnglishDocument4 pagesZip Zip EnglishBup Be Bac50% (2)
- White 1425 Sewing Machine Instruction ManualDocument62 pagesWhite 1425 Sewing Machine Instruction ManualiliiexpugnansNo ratings yet
- Knit Top Down PulloverDocument3 pagesKnit Top Down PulloverEnrita DianNo ratings yet
- Unit 8 PDFDocument43 pagesUnit 8 PDFAnurag RanaNo ratings yet
- Octopus Squish - Free Crochet Pattern On Moogly!Document1 pageOctopus Squish - Free Crochet Pattern On Moogly!ailinNo ratings yet
- Perro Bulldog PuppyDocument16 pagesPerro Bulldog PuppyGreslim Alarcón100% (3)
- 21 Progressive ToolDocument5 pages21 Progressive ToolrajuNo ratings yet
- Design and Analysis of Indexing Type of Drill JigDocument6 pagesDesign and Analysis of Indexing Type of Drill JigInternational Organization of Scientific Research (IOSR)No ratings yet
- Mod 5 W.answer KeyDocument2 pagesMod 5 W.answer KeyEdelyn CunananNo ratings yet
- Experiment No.-1 AIM: - Introduction of Tools, Electrical Materials, Symbols and Devices EtcDocument8 pagesExperiment No.-1 AIM: - Introduction of Tools, Electrical Materials, Symbols and Devices EtcZubair KhattakNo ratings yet
- Interior Painting WoodworksDocument7 pagesInterior Painting WoodworksanaNo ratings yet
- Punch Needle EmbroideryDocument4 pagesPunch Needle EmbroiderysamsonadebogaNo ratings yet
- Development of Philippine EmbroideryDocument23 pagesDevelopment of Philippine EmbroideryJericho Sanchez VillegasNo ratings yet
- Loch Ness Knit Poncho in Premier Yarns Everyday Plaid Downloadable PDF 2Document2 pagesLoch Ness Knit Poncho in Premier Yarns Everyday Plaid Downloadable PDF 2Lucija CrljenkoNo ratings yet
- Sling Bag CrochetDocument3 pagesSling Bag CrochetKate AsuncionNo ratings yet
- 655N00434 435 436 Fuser Screw and Nut Repair Kits V3Document5 pages655N00434 435 436 Fuser Screw and Nut Repair Kits V3mauricio Silva AmaralNo ratings yet
- Cpar q2 1st Summative TestDocument2 pagesCpar q2 1st Summative Testteresita barrioNo ratings yet
- Vernalequinoxshawl LankakomeroDocument7 pagesVernalequinoxshawl Lankakomeropinkymolinda100% (3)
- Cobra Mill ManualDocument29 pagesCobra Mill ManualCarlos Bernal GarciaNo ratings yet
- Analysing A Photographer - Man RayDocument1 pageAnalysing A Photographer - Man Rayapi-563918643No ratings yet
- Laporan Perdokumen NepenDocument22 pagesLaporan Perdokumen NepenAgus TriyonoNo ratings yet
- Deciduous Lace ShawlDocument5 pagesDeciduous Lace ShawlLinh Kurt100% (3)
- Papercraft Terralings Flower Cups DewmuffinsDocument2 pagesPapercraft Terralings Flower Cups DewmuffinsZaenudin MasNo ratings yet
- DTH Tubex Specification Sheet EnglishDocument1 pageDTH Tubex Specification Sheet EnglishkrishkpeNo ratings yet
- 014 ToolSteelDocument36 pages014 ToolSteelramptechNo ratings yet
- Alokananda Beret v2Document4 pagesAlokananda Beret v2REEM MNo ratings yet
- Collet Chuck Catalog 2007 PDFDocument28 pagesCollet Chuck Catalog 2007 PDFAlexandru Marius-catalinNo ratings yet
- Baby Bunnies Barnevognskde enDocument10 pagesBaby Bunnies Barnevognskde enMCbotelhoNo ratings yet