
1980 - Koen - Reducing Maintenance Costs of
1980 - Koen - Reducing Maintenance Costs of
You might also like
- Republican Challenge Against Mail Ballot LawDocument18 pagesRepublican Challenge Against Mail Ballot LawJessica HillNo ratings yet
- 02 - CONFERO Service Manuals PDFDocument1,719 pages02 - CONFERO Service Manuals PDFLamro TambaNo ratings yet
- The Elements of Boat Strength: For Builders, Designers, and OwnersFrom EverandThe Elements of Boat Strength: For Builders, Designers, and OwnersRating: 5 out of 5 stars5/5 (8)
- Structural FastenersDocument60 pagesStructural FastenersMark Williams100% (2)
- VEGA - Indonesia PresentationDocument62 pagesVEGA - Indonesia PresentationSteve WanNo ratings yet
- Vega LinersDocument80 pagesVega LinersAnonymous knICax100% (2)
- Classroom Observation ToolDocument1 pageClassroom Observation ToolRyan Edem100% (2)
- Conga - The Worlds First 42 Foot Diameter 28 MW Gearless Sag Mill - AbbDocument15 pagesConga - The Worlds First 42 Foot Diameter 28 MW Gearless Sag Mill - AbbJUAN ATALAYANo ratings yet
- #8. Starkey, Senchenko, - Reeves - Pre-Crushing of SAG Feed - Friend or FoeDocument10 pages#8. Starkey, Senchenko, - Reeves - Pre-Crushing of SAG Feed - Friend or FoeManolo Sallo ValenzuelaNo ratings yet
- 6-Stephen Morrell Global Trends in Ore HardnessDocument25 pages6-Stephen Morrell Global Trends in Ore HardnessJUAN DIEGO FALCON CHURANo ratings yet
- MSF 618-619 591Document4 pagesMSF 618-619 591Barak VinklerNo ratings yet
- Gas Metal Arc Welding Used On Mainline 80 Ksi Pipeline in CanadaDocument19 pagesGas Metal Arc Welding Used On Mainline 80 Ksi Pipeline in CanadaAlex CunoNo ratings yet
- Laboratory Evaluation of PDC Drill Bits Under High-Speed and High-Wear ConditionsDocument6 pagesLaboratory Evaluation of PDC Drill Bits Under High-Speed and High-Wear ConditionspendexxNo ratings yet
- Integrated M2M Optimization Toromocho Operation MCP Perú-2Document29 pagesIntegrated M2M Optimization Toromocho Operation MCP Perú-2achint GoelNo ratings yet
- Areview of Cane Knifing PDFDocument3 pagesAreview of Cane Knifing PDFamarnath jagirdarNo ratings yet
- HVAC ComparisonDocument283 pagesHVAC Comparisonmilindskulkarni2005@yahoo.co.in100% (1)
- Effect of Bga Reballing IpcDocument42 pagesEffect of Bga Reballing IpcJozefNo ratings yet
- Advanced Materials For Land Based Gas TurbineDocument26 pagesAdvanced Materials For Land Based Gas TurbineEnary SalernoNo ratings yet
- EZG Series Slurry Pump: Excellence Pump Industry Co., LTDDocument6 pagesEZG Series Slurry Pump: Excellence Pump Industry Co., LTDCristobal BernalNo ratings yet
- Dhir 1988Document11 pagesDhir 1988AhmadrazatahirNo ratings yet
- Achievement of High Energy Efficiency in Grinding, Sanjeeva Latchireddi.Document14 pagesAchievement of High Energy Efficiency in Grinding, Sanjeeva Latchireddi.Irving Dirzo CarrilloNo ratings yet
- Pre Qualification KitDocument108 pagesPre Qualification KitjovindhaNo ratings yet
- Company Profile-EMIRATESDocument6 pagesCompany Profile-EMIRATESrashid isaarNo ratings yet
- Dual Chamfered CutterDocument16 pagesDual Chamfered CutterAzri HamimNo ratings yet
- 017 Getting The Drift With Magnum SRDocument2 pages017 Getting The Drift With Magnum SRKenny CasillaNo ratings yet
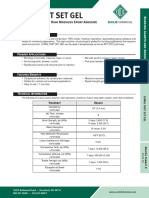
- Dural Fast Epoxy Gel EuclidDocument3 pagesDural Fast Epoxy Gel Euclidpayaso1973No ratings yet
- HPGR PolysiusDocument7 pagesHPGR PolysiusEver Mestas BejarNo ratings yet
- 05molded Rod Guide Solution To Minimize Tubing Leak Problems in SRP WellsDocument13 pages05molded Rod Guide Solution To Minimize Tubing Leak Problems in SRP WellsHerry SuhartomoNo ratings yet
- Superalloys 2001 57 70Document14 pagesSuperalloys 2001 57 70htdk312No ratings yet
- Casting LectureDocument168 pagesCasting LectureAnonymous rTWwAM0100% (1)
- Pre-Finishing Mill Modernization On The Sterling Steel Rod MillDocument12 pagesPre-Finishing Mill Modernization On The Sterling Steel Rod MillKhang 4444No ratings yet
- Analysis of Various Bricks by Manual Brick Making MachineDocument7 pagesAnalysis of Various Bricks by Manual Brick Making Machineandres rivasNo ratings yet
- #54. Faulkner, Lozovoy, Kumar-Lee-Increased Throughput From Liner Design Initiatives in The Akt-Thu-Thumbnailmbnail-Thumbnailogay 40 FT SAG MillDocument17 pages#54. Faulkner, Lozovoy, Kumar-Lee-Increased Throughput From Liner Design Initiatives in The Akt-Thu-Thumbnailmbnail-Thumbnailogay 40 FT SAG MillJuan Esteban Luque ZegarraNo ratings yet
- V004t10a009 96 GT 013Document8 pagesV004t10a009 96 GT 013Ali kamail sadeghianNo ratings yet
- GE Quality Requirements For Heavy Wind Mill CastingsDocument9 pagesGE Quality Requirements For Heavy Wind Mill CastingsMy Dad My WorldNo ratings yet
- CMP2015 - Assessing Vertimill Ultrafine Grinding PerformanceDocument7 pagesCMP2015 - Assessing Vertimill Ultrafine Grinding PerformancerodrigoNo ratings yet
- TC Type Tip Performance-SantarossaDocument16 pagesTC Type Tip Performance-SantarossaShashi BhushanNo ratings yet
- File 1488Document8 pagesFile 1488Hamed GeramiNo ratings yet
- SAG Mill Grinding Design Versus Geometallurgy PDFDocument7 pagesSAG Mill Grinding Design Versus Geometallurgy PDFTran Huynh NamNo ratings yet
- Stellite 6Document2 pagesStellite 6백승훈No ratings yet
- Parts List & Kits: Grundfos CR Service ManualDocument12 pagesParts List & Kits: Grundfos CR Service ManualCuenca ComunicaNo ratings yet
- AlterNrg Planta JaponDocument24 pagesAlterNrg Planta JaponCalvin Mitchell100% (1)
- Design Operation and Maintenance of CT PDFDocument24 pagesDesign Operation and Maintenance of CT PDFHamid Ariz50% (2)
- Application of The Minnovex Sag Power Index at Five Canadian PlantsDocument12 pagesApplication of The Minnovex Sag Power Index at Five Canadian PlantsAlexis Guzmán MéndezNo ratings yet
- Civil QualityDocument89 pagesCivil QualitymithileshNo ratings yet
- R1-Ff-Bhadra Dam-30mt Hoist - Under Sluice Gate - r1Document15 pagesR1-Ff-Bhadra Dam-30mt Hoist - Under Sluice Gate - r1ajwalNo ratings yet
- A High Speed Test Rig Capable of Running at 190,000rpm To Characterize Gas Foil Thrust BearingsDocument7 pagesA High Speed Test Rig Capable of Running at 190,000rpm To Characterize Gas Foil Thrust Bearingshouliukai2024No ratings yet
- 3 - 003 High Pressure Stripper Replacement AFA 19Document9 pages3 - 003 High Pressure Stripper Replacement AFA 1919karim88No ratings yet
- Cable-Glands: Excerpt From General Catalogue Ed.60Document29 pagesCable-Glands: Excerpt From General Catalogue Ed.60Владимир ОлейникNo ratings yet
- Steel Strength and Hot Dip Galvanising INGALSM3Document6 pagesSteel Strength and Hot Dip Galvanising INGALSM3nasif andriantoNo ratings yet
- Drag Bit Wear Model: A. Sinor, T.M. WarrenDocument9 pagesDrag Bit Wear Model: A. Sinor, T.M. WarrenPaula Mercedes Padilla AzainNo ratings yet
- Wu 2016Document8 pagesWu 2016Tushar SarkarNo ratings yet
- Osada Shinichi NAWTEC18 PDFDocument24 pagesOsada Shinichi NAWTEC18 PDFIulian GhitaNo ratings yet
- Wall Colmonoy - Properties of Hard Surfacing Alloy Colmonoy 88 - July 2019Document8 pagesWall Colmonoy - Properties of Hard Surfacing Alloy Colmonoy 88 - July 2019joseocsilvaNo ratings yet
- Ameriloc Shaft CouplingsDocument24 pagesAmeriloc Shaft Couplingsmarcelo castilloNo ratings yet
- Finishing Block Technologies For 1-And 2-Strand Rolling of Rebar and Wire RodDocument5 pagesFinishing Block Technologies For 1-And 2-Strand Rolling of Rebar and Wire RodTomba NicolaNo ratings yet
- SAG MillDocument12 pagesSAG MillAndy HollowayNo ratings yet
- AUMA Gearbox CatalogueDocument40 pagesAUMA Gearbox CataloguePrakash SundaramNo ratings yet
- Auma India Gearbox Catalogue - NewDocument40 pagesAuma India Gearbox Catalogue - NewsrdNo ratings yet
- PMG Construction Manual: This Manual Was Commissioned byDocument49 pagesPMG Construction Manual: This Manual Was Commissioned byDenis CoutureNo ratings yet
- Paper On Casthouse Refractories - Tata SteelDocument5 pagesPaper On Casthouse Refractories - Tata SteelSaumit PalNo ratings yet
- The Effects of Heat Treatment On The Tensile PropeDocument9 pagesThe Effects of Heat Treatment On The Tensile PropeMetin YilmazNo ratings yet
- 20057317Document11 pages20057317admidakbarNo ratings yet
- Reminder Card Booklet v13 Print FinalDocument8 pagesReminder Card Booklet v13 Print FinalMayur MulyeNo ratings yet
- Export Act 1963Document27 pagesExport Act 1963Anonymous OPix6Tyk5INo ratings yet
- Ido Portal Method Book - M (Eaux) TionDocument13 pagesIdo Portal Method Book - M (Eaux) TionzentropiaNo ratings yet
- Olego vs. RebuenoDocument3 pagesOlego vs. RebuenoCaitlin KintanarNo ratings yet
- CHM432 Fundamental Physical Chemistry: ThermodynamicsDocument97 pagesCHM432 Fundamental Physical Chemistry: ThermodynamicsPriscyyNo ratings yet
- Financing Model-Understanding Startup Studio Structures - by John Carbrey - FutureSight - MediumDocument12 pagesFinancing Model-Understanding Startup Studio Structures - by John Carbrey - FutureSight - MediummberensteinNo ratings yet
- FRERES DORIENTConstantinople 1054 or 1090Document15 pagesFRERES DORIENTConstantinople 1054 or 1090Er Might100% (5)
- GE OEC 9800 Operator Manual and SupplementDocument160 pagesGE OEC 9800 Operator Manual and SupplementC CraigNo ratings yet
- Exercises: Do You WantDocument1 pageExercises: Do You WantChan Myae Ko100% (1)
- 720U2301 Rev 07 - Minimate Pro Operator ManualDocument126 pages720U2301 Rev 07 - Minimate Pro Operator ManualCristobalKlingerNo ratings yet
- Janet Museveni School Reopening StatementDocument21 pagesJanet Museveni School Reopening StatementThe Independent MagazineNo ratings yet
- Gambaran Self-Compassion Dalam Relasi Berpacaran Pada Mahasiswa Fakultas Psikologi PadjadjaranDocument16 pagesGambaran Self-Compassion Dalam Relasi Berpacaran Pada Mahasiswa Fakultas Psikologi PadjadjaranNestyNo ratings yet
- Brand Management of PatanjaliDocument22 pagesBrand Management of PatanjaliDarshan GohilNo ratings yet
- Jakub Józef Orliński: Il Pomo D'Oro Maxim EmelyanychevDocument26 pagesJakub Józef Orliński: Il Pomo D'Oro Maxim EmelyanychevMarco Antônio RibasNo ratings yet
- Lists in Python: ObjectivesDocument10 pagesLists in Python: ObjectivesNguyễn LinhNo ratings yet
- US Open 2022 QuizDocument2 pagesUS Open 2022 QuizNelson D'SouzaNo ratings yet
- 7-Step Model For Ethical Decision MakingDocument14 pages7-Step Model For Ethical Decision MakingjermorenoNo ratings yet
- Business and Business EnvironmentDocument63 pagesBusiness and Business EnvironmentanFasNo ratings yet
- Taussig - An Australian HeroDocument24 pagesTaussig - An Australian HeroasabiyahNo ratings yet
- Actions - With AnswersDocument4 pagesActions - With AnswersAli S HaniNo ratings yet
- Convection and Conduction Heat TransferDocument406 pagesConvection and Conduction Heat Transfertfemilian100% (2)
- The Five Chapters by Jamie AndreasDocument2 pagesThe Five Chapters by Jamie AndreasYuki Arashi100% (2)
- Pedodontic Lect 20-21Document8 pagesPedodontic Lect 20-21كوثر علي عدنان حسينNo ratings yet
- The Philippine Marketing Environment: Bruto, Ivy Marijoyce Magtibay, Sarah Jane Guno, RhizaDocument26 pagesThe Philippine Marketing Environment: Bruto, Ivy Marijoyce Magtibay, Sarah Jane Guno, Rhizakenghie tv showNo ratings yet
- Rape of The LockDocument8 pagesRape of The LockKomal PurbeyNo ratings yet
- PMBOK Guide 5th Edition - NotesDocument50 pagesPMBOK Guide 5th Edition - NotesJoaoCOS100% (1)
- Wellness Campus Song LyricsDocument2 pagesWellness Campus Song LyricsIshmael NarioNo ratings yet























































































Download as pdf or txt
You might also like
- Republican Challenge Against Mail Ballot LawDocument18 pagesRepublican Challenge Against Mail Ballot LawJessica HillNo ratings yet
- 02 - CONFERO Service Manuals PDFDocument1,719 pages02 - CONFERO Service Manuals PDFLamro TambaNo ratings yet
- The Elements of Boat Strength: For Builders, Designers, and OwnersFrom EverandThe Elements of Boat Strength: For Builders, Designers, and OwnersRating: 5 out of 5 stars5/5 (8)
- Structural FastenersDocument60 pagesStructural FastenersMark Williams100% (2)
- VEGA - Indonesia PresentationDocument62 pagesVEGA - Indonesia PresentationSteve WanNo ratings yet
- Vega LinersDocument80 pagesVega LinersAnonymous knICax100% (2)
- Classroom Observation ToolDocument1 pageClassroom Observation ToolRyan Edem100% (2)
- Conga - The Worlds First 42 Foot Diameter 28 MW Gearless Sag Mill - AbbDocument15 pagesConga - The Worlds First 42 Foot Diameter 28 MW Gearless Sag Mill - AbbJUAN ATALAYANo ratings yet
- #8. Starkey, Senchenko, - Reeves - Pre-Crushing of SAG Feed - Friend or FoeDocument10 pages#8. Starkey, Senchenko, - Reeves - Pre-Crushing of SAG Feed - Friend or FoeManolo Sallo ValenzuelaNo ratings yet
- 6-Stephen Morrell Global Trends in Ore HardnessDocument25 pages6-Stephen Morrell Global Trends in Ore HardnessJUAN DIEGO FALCON CHURANo ratings yet
- MSF 618-619 591Document4 pagesMSF 618-619 591Barak VinklerNo ratings yet
- Gas Metal Arc Welding Used On Mainline 80 Ksi Pipeline in CanadaDocument19 pagesGas Metal Arc Welding Used On Mainline 80 Ksi Pipeline in CanadaAlex CunoNo ratings yet
- Laboratory Evaluation of PDC Drill Bits Under High-Speed and High-Wear ConditionsDocument6 pagesLaboratory Evaluation of PDC Drill Bits Under High-Speed and High-Wear ConditionspendexxNo ratings yet
- Integrated M2M Optimization Toromocho Operation MCP Perú-2Document29 pagesIntegrated M2M Optimization Toromocho Operation MCP Perú-2achint GoelNo ratings yet
- Areview of Cane Knifing PDFDocument3 pagesAreview of Cane Knifing PDFamarnath jagirdarNo ratings yet
- HVAC ComparisonDocument283 pagesHVAC Comparisonmilindskulkarni2005@yahoo.co.in100% (1)
- Effect of Bga Reballing IpcDocument42 pagesEffect of Bga Reballing IpcJozefNo ratings yet
- Advanced Materials For Land Based Gas TurbineDocument26 pagesAdvanced Materials For Land Based Gas TurbineEnary SalernoNo ratings yet
- EZG Series Slurry Pump: Excellence Pump Industry Co., LTDDocument6 pagesEZG Series Slurry Pump: Excellence Pump Industry Co., LTDCristobal BernalNo ratings yet
- Dhir 1988Document11 pagesDhir 1988AhmadrazatahirNo ratings yet
- Achievement of High Energy Efficiency in Grinding, Sanjeeva Latchireddi.Document14 pagesAchievement of High Energy Efficiency in Grinding, Sanjeeva Latchireddi.Irving Dirzo CarrilloNo ratings yet
- Pre Qualification KitDocument108 pagesPre Qualification KitjovindhaNo ratings yet
- Company Profile-EMIRATESDocument6 pagesCompany Profile-EMIRATESrashid isaarNo ratings yet
- Dual Chamfered CutterDocument16 pagesDual Chamfered CutterAzri HamimNo ratings yet
- 017 Getting The Drift With Magnum SRDocument2 pages017 Getting The Drift With Magnum SRKenny CasillaNo ratings yet
- Dural Fast Epoxy Gel EuclidDocument3 pagesDural Fast Epoxy Gel Euclidpayaso1973No ratings yet
- HPGR PolysiusDocument7 pagesHPGR PolysiusEver Mestas BejarNo ratings yet
- 05molded Rod Guide Solution To Minimize Tubing Leak Problems in SRP WellsDocument13 pages05molded Rod Guide Solution To Minimize Tubing Leak Problems in SRP WellsHerry SuhartomoNo ratings yet
- Superalloys 2001 57 70Document14 pagesSuperalloys 2001 57 70htdk312No ratings yet
- Casting LectureDocument168 pagesCasting LectureAnonymous rTWwAM0100% (1)
- Pre-Finishing Mill Modernization On The Sterling Steel Rod MillDocument12 pagesPre-Finishing Mill Modernization On The Sterling Steel Rod MillKhang 4444No ratings yet
- Analysis of Various Bricks by Manual Brick Making MachineDocument7 pagesAnalysis of Various Bricks by Manual Brick Making Machineandres rivasNo ratings yet
- #54. Faulkner, Lozovoy, Kumar-Lee-Increased Throughput From Liner Design Initiatives in The Akt-Thu-Thumbnailmbnail-Thumbnailogay 40 FT SAG MillDocument17 pages#54. Faulkner, Lozovoy, Kumar-Lee-Increased Throughput From Liner Design Initiatives in The Akt-Thu-Thumbnailmbnail-Thumbnailogay 40 FT SAG MillJuan Esteban Luque ZegarraNo ratings yet
- V004t10a009 96 GT 013Document8 pagesV004t10a009 96 GT 013Ali kamail sadeghianNo ratings yet
- GE Quality Requirements For Heavy Wind Mill CastingsDocument9 pagesGE Quality Requirements For Heavy Wind Mill CastingsMy Dad My WorldNo ratings yet
- CMP2015 - Assessing Vertimill Ultrafine Grinding PerformanceDocument7 pagesCMP2015 - Assessing Vertimill Ultrafine Grinding PerformancerodrigoNo ratings yet
- TC Type Tip Performance-SantarossaDocument16 pagesTC Type Tip Performance-SantarossaShashi BhushanNo ratings yet
- File 1488Document8 pagesFile 1488Hamed GeramiNo ratings yet
- SAG Mill Grinding Design Versus Geometallurgy PDFDocument7 pagesSAG Mill Grinding Design Versus Geometallurgy PDFTran Huynh NamNo ratings yet
- Stellite 6Document2 pagesStellite 6백승훈No ratings yet
- Parts List & Kits: Grundfos CR Service ManualDocument12 pagesParts List & Kits: Grundfos CR Service ManualCuenca ComunicaNo ratings yet
- AlterNrg Planta JaponDocument24 pagesAlterNrg Planta JaponCalvin Mitchell100% (1)
- Design Operation and Maintenance of CT PDFDocument24 pagesDesign Operation and Maintenance of CT PDFHamid Ariz50% (2)
- Application of The Minnovex Sag Power Index at Five Canadian PlantsDocument12 pagesApplication of The Minnovex Sag Power Index at Five Canadian PlantsAlexis Guzmán MéndezNo ratings yet
- Civil QualityDocument89 pagesCivil QualitymithileshNo ratings yet
- R1-Ff-Bhadra Dam-30mt Hoist - Under Sluice Gate - r1Document15 pagesR1-Ff-Bhadra Dam-30mt Hoist - Under Sluice Gate - r1ajwalNo ratings yet
- A High Speed Test Rig Capable of Running at 190,000rpm To Characterize Gas Foil Thrust BearingsDocument7 pagesA High Speed Test Rig Capable of Running at 190,000rpm To Characterize Gas Foil Thrust Bearingshouliukai2024No ratings yet
- 3 - 003 High Pressure Stripper Replacement AFA 19Document9 pages3 - 003 High Pressure Stripper Replacement AFA 1919karim88No ratings yet
- Cable-Glands: Excerpt From General Catalogue Ed.60Document29 pagesCable-Glands: Excerpt From General Catalogue Ed.60Владимир ОлейникNo ratings yet
- Steel Strength and Hot Dip Galvanising INGALSM3Document6 pagesSteel Strength and Hot Dip Galvanising INGALSM3nasif andriantoNo ratings yet
- Drag Bit Wear Model: A. Sinor, T.M. WarrenDocument9 pagesDrag Bit Wear Model: A. Sinor, T.M. WarrenPaula Mercedes Padilla AzainNo ratings yet
- Wu 2016Document8 pagesWu 2016Tushar SarkarNo ratings yet
- Osada Shinichi NAWTEC18 PDFDocument24 pagesOsada Shinichi NAWTEC18 PDFIulian GhitaNo ratings yet
- Wall Colmonoy - Properties of Hard Surfacing Alloy Colmonoy 88 - July 2019Document8 pagesWall Colmonoy - Properties of Hard Surfacing Alloy Colmonoy 88 - July 2019joseocsilvaNo ratings yet
- Ameriloc Shaft CouplingsDocument24 pagesAmeriloc Shaft Couplingsmarcelo castilloNo ratings yet
- Finishing Block Technologies For 1-And 2-Strand Rolling of Rebar and Wire RodDocument5 pagesFinishing Block Technologies For 1-And 2-Strand Rolling of Rebar and Wire RodTomba NicolaNo ratings yet
- SAG MillDocument12 pagesSAG MillAndy HollowayNo ratings yet
- AUMA Gearbox CatalogueDocument40 pagesAUMA Gearbox CataloguePrakash SundaramNo ratings yet
- Auma India Gearbox Catalogue - NewDocument40 pagesAuma India Gearbox Catalogue - NewsrdNo ratings yet
- PMG Construction Manual: This Manual Was Commissioned byDocument49 pagesPMG Construction Manual: This Manual Was Commissioned byDenis CoutureNo ratings yet
- Paper On Casthouse Refractories - Tata SteelDocument5 pagesPaper On Casthouse Refractories - Tata SteelSaumit PalNo ratings yet
- The Effects of Heat Treatment On The Tensile PropeDocument9 pagesThe Effects of Heat Treatment On The Tensile PropeMetin YilmazNo ratings yet
- 20057317Document11 pages20057317admidakbarNo ratings yet
- Reminder Card Booklet v13 Print FinalDocument8 pagesReminder Card Booklet v13 Print FinalMayur MulyeNo ratings yet
- Export Act 1963Document27 pagesExport Act 1963Anonymous OPix6Tyk5INo ratings yet
- Ido Portal Method Book - M (Eaux) TionDocument13 pagesIdo Portal Method Book - M (Eaux) TionzentropiaNo ratings yet
- Olego vs. RebuenoDocument3 pagesOlego vs. RebuenoCaitlin KintanarNo ratings yet
- CHM432 Fundamental Physical Chemistry: ThermodynamicsDocument97 pagesCHM432 Fundamental Physical Chemistry: ThermodynamicsPriscyyNo ratings yet
- Financing Model-Understanding Startup Studio Structures - by John Carbrey - FutureSight - MediumDocument12 pagesFinancing Model-Understanding Startup Studio Structures - by John Carbrey - FutureSight - MediummberensteinNo ratings yet
- FRERES DORIENTConstantinople 1054 or 1090Document15 pagesFRERES DORIENTConstantinople 1054 or 1090Er Might100% (5)
- GE OEC 9800 Operator Manual and SupplementDocument160 pagesGE OEC 9800 Operator Manual and SupplementC CraigNo ratings yet
- Exercises: Do You WantDocument1 pageExercises: Do You WantChan Myae Ko100% (1)
- 720U2301 Rev 07 - Minimate Pro Operator ManualDocument126 pages720U2301 Rev 07 - Minimate Pro Operator ManualCristobalKlingerNo ratings yet
- Janet Museveni School Reopening StatementDocument21 pagesJanet Museveni School Reopening StatementThe Independent MagazineNo ratings yet
- Gambaran Self-Compassion Dalam Relasi Berpacaran Pada Mahasiswa Fakultas Psikologi PadjadjaranDocument16 pagesGambaran Self-Compassion Dalam Relasi Berpacaran Pada Mahasiswa Fakultas Psikologi PadjadjaranNestyNo ratings yet
- Brand Management of PatanjaliDocument22 pagesBrand Management of PatanjaliDarshan GohilNo ratings yet
- Jakub Józef Orliński: Il Pomo D'Oro Maxim EmelyanychevDocument26 pagesJakub Józef Orliński: Il Pomo D'Oro Maxim EmelyanychevMarco Antônio RibasNo ratings yet
- Lists in Python: ObjectivesDocument10 pagesLists in Python: ObjectivesNguyễn LinhNo ratings yet
- US Open 2022 QuizDocument2 pagesUS Open 2022 QuizNelson D'SouzaNo ratings yet
- 7-Step Model For Ethical Decision MakingDocument14 pages7-Step Model For Ethical Decision MakingjermorenoNo ratings yet
- Business and Business EnvironmentDocument63 pagesBusiness and Business EnvironmentanFasNo ratings yet
- Taussig - An Australian HeroDocument24 pagesTaussig - An Australian HeroasabiyahNo ratings yet
- Actions - With AnswersDocument4 pagesActions - With AnswersAli S HaniNo ratings yet
- Convection and Conduction Heat TransferDocument406 pagesConvection and Conduction Heat Transfertfemilian100% (2)
- The Five Chapters by Jamie AndreasDocument2 pagesThe Five Chapters by Jamie AndreasYuki Arashi100% (2)
- Pedodontic Lect 20-21Document8 pagesPedodontic Lect 20-21كوثر علي عدنان حسينNo ratings yet
- The Philippine Marketing Environment: Bruto, Ivy Marijoyce Magtibay, Sarah Jane Guno, RhizaDocument26 pagesThe Philippine Marketing Environment: Bruto, Ivy Marijoyce Magtibay, Sarah Jane Guno, Rhizakenghie tv showNo ratings yet
- Rape of The LockDocument8 pagesRape of The LockKomal PurbeyNo ratings yet
- PMBOK Guide 5th Edition - NotesDocument50 pagesPMBOK Guide 5th Edition - NotesJoaoCOS100% (1)
- Wellness Campus Song LyricsDocument2 pagesWellness Campus Song LyricsIshmael NarioNo ratings yet