Download as docx, pdf, or txt
You might also like
- Operations Management Operations and Supply Chain Management 14th Edition Jacobs Solutions ManualDocument25 pagesOperations Management Operations and Supply Chain Management 14th Edition Jacobs Solutions ManualWilliamDanielsezgj100% (51)
- The ST Gallen Business Model NavigatorDocument18 pagesThe ST Gallen Business Model NavigatorOscar ManriqueNo ratings yet
- Operations Strategy in A Global Environment (Chapter 2)Document49 pagesOperations Strategy in A Global Environment (Chapter 2)chetanpatil24100% (14)
- Industrial Training Report - UniklDocument29 pagesIndustrial Training Report - Uniklzul100% (3)
- St-Gallen-The Business Model Navigator - 55 Models That Will Revolutionise Your BusinessDocument18 pagesSt-Gallen-The Business Model Navigator - 55 Models That Will Revolutionise Your BusinessAlexander Pulido MarínNo ratings yet
- Chap 011Document21 pagesChap 011kianhuei50% (2)
- Strategic Management ProjectDocument7 pagesStrategic Management ProjectfathathassnainNo ratings yet
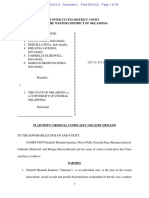
- Complaint For Unlawful Detainer - FINALDocument5 pagesComplaint For Unlawful Detainer - FINALAldrinmarkquintana100% (4)
- Module Code & Module Title CU6051NA - Artificial Intelligence Assessment Weightage & Type 20% Individual Coursework Year and Semester 2019-20 AutumnDocument10 pagesModule Code & Module Title CU6051NA - Artificial Intelligence Assessment Weightage & Type 20% Individual Coursework Year and Semester 2019-20 AutumnRey NeshNo ratings yet
- Product ThesisDocument6 pagesProduct ThesisPaperWriterCanada100% (2)
- Full Download Operations and Supply Chain Management 15th Edition Jacobs Solutions ManualDocument36 pagesFull Download Operations and Supply Chain Management 15th Edition Jacobs Solutions Manualpierswinkleblack100% (36)
- Volvo Group Master ThesisDocument8 pagesVolvo Group Master ThesisJill Brown100% (2)
- New Product Development Research PaperDocument6 pagesNew Product Development Research Papert1s1gebes1d3100% (1)
- Tossa College of Economic DevelopmentDocument2 pagesTossa College of Economic DevelopmentAbdurohman80% (5)
- OB DaftDocument11 pagesOB DaftDjy DuhamyNo ratings yet
- DocumentDocument14 pagesDocumentnelak3564No ratings yet
- Product Diversification Literature ReviewDocument8 pagesProduct Diversification Literature Reviewafdtynfke100% (1)
- Compre BDocument3 pagesCompre Bwwpretty faceNo ratings yet
- Klaousi Bounta - Unit 1 - Assgnment 3Document21 pagesKlaousi Bounta - Unit 1 - Assgnment 3jdjdjejjdjjdjNo ratings yet
- 18BMSR0174 - Samkeeth Kumar D-SL-IA2Document5 pages18BMSR0174 - Samkeeth Kumar D-SL-IA2guru charanNo ratings yet
- Business ReportDocument9 pagesBusiness Reportkipkoech.cheruiyotNo ratings yet
- Organisation and Product Design PairingsDocument42 pagesOrganisation and Product Design PairingsFauziah Amelia ANo ratings yet
- Course Outline BMODDocument11 pagesCourse Outline BMODrossNo ratings yet
- Sample Coursework 1 ECCO 62%Document30 pagesSample Coursework 1 ECCO 62%Parminder SinghNo ratings yet
- Product InnovationDocument51 pagesProduct Innovationvelaku123No ratings yet
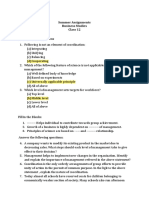
- Summer Assignments Business 22 04Document6 pagesSummer Assignments Business 22 04RK15 21No ratings yet
- Business Model Navigator Whitepaper - 2019Document9 pagesBusiness Model Navigator Whitepaper - 2019Zaw Ye HtikeNo ratings yet
- Web-Fed News 05Document12 pagesWeb-Fed News 05danceNo ratings yet
- Production Oper Manag - 2016 - Lee - Using Value Chains To Enhance InnovationDocument16 pagesProduction Oper Manag - 2016 - Lee - Using Value Chains To Enhance Innovationmax wenNo ratings yet
- Project 5Document4 pagesProject 5Rama RinajiNo ratings yet
- Internship ReportDocument67 pagesInternship Reportmohammednaseef333No ratings yet
- Ogl 481 Moldule 2 Pca Structure - Larry Vasquez 2Document4 pagesOgl 481 Moldule 2 Pca Structure - Larry Vasquez 2api-707783454No ratings yet
- BM 401 Assignment and Presentation Questions Feb-June 2020 SemesterDocument4 pagesBM 401 Assignment and Presentation Questions Feb-June 2020 SemesterLinos TichazorwaNo ratings yet
- Case Analysis Report - Edited.editedDocument9 pagesCase Analysis Report - Edited.editedBrian ochiengNo ratings yet
- Research Paper On ReebokDocument4 pagesResearch Paper On Reeboktxnqwcvkg100% (1)
- Ikea Edition 14 Lesson Suggestions PDFDocument2 pagesIkea Edition 14 Lesson Suggestions PDFhani barakatNo ratings yet
- CHAPTER 2: Operation Strategy in A Global EnvironmentDocument18 pagesCHAPTER 2: Operation Strategy in A Global EnvironmentLiva LivaNo ratings yet
- Id 023 3 1 35 45Document11 pagesId 023 3 1 35 45Jackie F. FernandezNo ratings yet
- Working Capital ManagementDocument14 pagesWorking Capital ManagementananthakumarNo ratings yet
- Chapter 1: IntroductionDocument22 pagesChapter 1: IntroductionsimranNo ratings yet
- Marketing Plan On FevicolDocument18 pagesMarketing Plan On FevicolAmit RajNo ratings yet
- S.B.Patil Institute of ManagementDocument10 pagesS.B.Patil Institute of ManagementyashkakadeNo ratings yet
- A Framework For Product DevelopmentDocument15 pagesA Framework For Product DevelopmentDorcus AnishaNo ratings yet
- Chesbrough CasesDocument7 pagesChesbrough CasesRic Koba0% (1)
- Dwnload Full Operations Management Operations and Supply Chain Management 14th Edition Jacobs Solutions Manual PDFDocument35 pagesDwnload Full Operations Management Operations and Supply Chain Management 14th Edition Jacobs Solutions Manual PDFtotallystance4z36h100% (14)
- Interface Taskbar: Evangielyn C. ArenasDocument2 pagesInterface Taskbar: Evangielyn C. ArenasEvangielyn ArenasNo ratings yet
- Resume - Nagaraja GerigaDocument13 pagesResume - Nagaraja GerigaSaurabh SaxenaNo ratings yet
- A Framework For Product DevelopmentDocument15 pagesA Framework For Product DevelopmentWayn CahiligNo ratings yet
- Ede ReportDocument33 pagesEde ReportMayur Wadal75% (4)
- PublicationDocument38 pagesPublicationvishan_sharmaNo ratings yet
- Strategy 1: Redesign Product X, Find Alternative Raw Materials For Product X, andDocument8 pagesStrategy 1: Redesign Product X, Find Alternative Raw Materials For Product X, andSimpleJackNo ratings yet
- Merit - Le Thi Linh - BKC1924 - Innovation Commercialization - Assignment1 - Btec Bit01k11Document14 pagesMerit - Le Thi Linh - BKC1924 - Innovation Commercialization - Assignment1 - Btec Bit01k11Linh LêNo ratings yet
- Indian School Al Wadi Al Kabir Department of Commerce Holiday Homework-Xii Project Work in AccountancyDocument15 pagesIndian School Al Wadi Al Kabir Department of Commerce Holiday Homework-Xii Project Work in Accountancyzoom zumNo ratings yet
- Work Related Report CourseworkDocument4 pagesWork Related Report Courseworkgpwefhvcf100% (2)
- CELLOXDocument5 pagesCELLOXEpal AkoNo ratings yet
- Research Paper On FootlockerDocument5 pagesResearch Paper On Footlockergw0pajg4100% (1)
- Lean Manufacturing Term PaperDocument4 pagesLean Manufacturing Term Paperafmzaoahmicfxg100% (1)
- Dwnload Full Operations and Supply Chain Management 15th Edition Jacobs Solutions Manual PDFDocument6 pagesDwnload Full Operations and Supply Chain Management 15th Edition Jacobs Solutions Manual PDFaranasopal2188100% (11)
- Application of Quantitative ForecastingDocument10 pagesApplication of Quantitative ForecastingSam TitusNo ratings yet
- The Content Pool: Leveraging Your Company's Largest Hidden AssetFrom EverandThe Content Pool: Leveraging Your Company's Largest Hidden AssetNo ratings yet
- The Strategy Implementation Gap: A Guide for Executives to Successful Strategy Implementation through Project DeliveryFrom EverandThe Strategy Implementation Gap: A Guide for Executives to Successful Strategy Implementation through Project DeliveryNo ratings yet
- Automatic Blind Rivet Making PlantDocument4 pagesAutomatic Blind Rivet Making PlantsmarjanNo ratings yet
- Letters, Memoranda, Email, and Other Media For EngineersDocument5 pagesLetters, Memoranda, Email, and Other Media For EngineersOsama RashaydaNo ratings yet
- Wa0008.Document8 pagesWa0008.syeddanishali43210% (1)
- Process Planning and Cost Estimation Nov / Dec 2013 Important Questions Unit-I (Workstudy and Ergonomics)Document2 pagesProcess Planning and Cost Estimation Nov / Dec 2013 Important Questions Unit-I (Workstudy and Ergonomics)RajeshKumarNo ratings yet
- Lesson 4a. Officer-Violator RelationshipDocument3 pagesLesson 4a. Officer-Violator RelationshipalliahnahNo ratings yet
- VMW 3v0 41 19 Exam Prep Guide v1 0Document4 pagesVMW 3v0 41 19 Exam Prep Guide v1 0Krishnadas MNo ratings yet
- Republic V FNCBDocument6 pagesRepublic V FNCBMp Cas100% (1)
- Carnaval Owners ManualDocument17 pagesCarnaval Owners Manualmike_net8903No ratings yet
- Cheat Codes For Pokemon Mystery Dungeon - Explorers of Time On Nintendo DS - Codejunkies US4Document2 pagesCheat Codes For Pokemon Mystery Dungeon - Explorers of Time On Nintendo DS - Codejunkies US4degraded 4resterNo ratings yet
- MAR 851 - Advanced Marine Engines & Power Plants NEWDocument71 pagesMAR 851 - Advanced Marine Engines & Power Plants NEWViolet PellyNo ratings yet
- Kunjaw Medika Adijaya 2021Document35 pagesKunjaw Medika Adijaya 2021NahmaKids100% (1)
- UCO Theater StudentsDocument38 pagesUCO Theater StudentsOKCFOXNo ratings yet
- Operating Instructions Accessories Component Parts DC Pro Demag Chain HoistsDocument144 pagesOperating Instructions Accessories Component Parts DC Pro Demag Chain HoistsAristideNo ratings yet
- CFAINTB - Prepare For Interpreting AssignmentsDocument2 pagesCFAINTB - Prepare For Interpreting Assignmentsenrique aNo ratings yet
- Micro Project Report (English)Document13 pagesMicro Project Report (English)Chaitali KumbharNo ratings yet
- Aem 805 - Aa - HW1Document28 pagesAem 805 - Aa - HW1AdefemiNo ratings yet
- Sis 2.0Document27 pagesSis 2.0mahmodNo ratings yet
- Triplex HotDocument20 pagesTriplex HotСергей КартавицкийNo ratings yet
- Facts About Tropical Rainforest EcosystemsDocument6 pagesFacts About Tropical Rainforest EcosystemsingridNo ratings yet
- Crafting Goals Objectives Vision and MisDocument19 pagesCrafting Goals Objectives Vision and MisJC Viacrucis JuaneroNo ratings yet
- Contract of LeaseDocument3 pagesContract of LeaseMarilyn HuligañgaNo ratings yet
- Notificatio of Designated Officers and Local AreasDocument12 pagesNotificatio of Designated Officers and Local AreasKiran RaviNo ratings yet
- Soulflower - Aroma Industry - Final Report Ankit Kagra - Consumer BehaviorDocument35 pagesSoulflower - Aroma Industry - Final Report Ankit Kagra - Consumer BehaviorAnkit KagraNo ratings yet
- Limits, Fits and TolerancesDocument17 pagesLimits, Fits and TolerancesSarswati SuryawanshiNo ratings yet
- ePWM Sprug04aDocument13 pagesePWM Sprug04aEduardo Calle100% (1)
- Bearing Capacity of Shallow FoundationDocument46 pagesBearing Capacity of Shallow FoundationAnkur ChoudharyNo ratings yet
- Intellectual Property Literature ReviewDocument17 pagesIntellectual Property Literature ReviewSashaNhara100% (1)
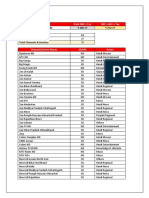
- Hindi Basic HD 296.77 472.77 SD Channels & Services HD Channels & Services Total Channels & ServicesDocument2 pagesHindi Basic HD 296.77 472.77 SD Channels & Services HD Channels & Services Total Channels & ServicesRitesh JhaNo ratings yet