Download as pdf or txt
You might also like
- Manual CQ6123-750Document49 pagesManual CQ6123-750Charly A100% (1)
- MX48-MX60 Manual CRIBA SWECODocument200 pagesMX48-MX60 Manual CRIBA SWECOArmando Salgado100% (1)
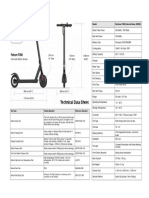
- Electisan - Falcon F350 - Technical Data SheetDocument1 pageElectisan - Falcon F350 - Technical Data Sheetf.niessgmx.de0% (1)
- Instron MerlinDocument76 pagesInstron Merlinjsidev100% (4)
- Esquema Fusiveis ml320Document5 pagesEsquema Fusiveis ml3202008profNo ratings yet
- Material HseDocument6 pagesMaterial HseOsmar JrNo ratings yet
- 5 Machine SafetyDocument8 pages5 Machine SafetyCharles NunezNo ratings yet
- Power Transmission Equipment Prime Movers MachinesDocument62 pagesPower Transmission Equipment Prime Movers MachinesLurking RogueNo ratings yet
- Machine GuardingDocument8 pagesMachine GuardingEvan Charl MoraledaNo ratings yet
- Machine Guards and SafetiesDocument20 pagesMachine Guards and SafetiesJabber Reyes Ambor100% (1)
- Ppis 9Document5 pagesPpis 9Fadilah Bint AbdulakeemNo ratings yet
- Safety of OperationsDocument7 pagesSafety of OperationsMuhammad Hamzah HabibburrahmanNo ratings yet
- Safety at Compression Moulding MachinesDocument4 pagesSafety at Compression Moulding MachinesAlexander Alexander100% (1)
- Machine Guarding Program Rev 2Document18 pagesMachine Guarding Program Rev 2gauti0102No ratings yet
- Machine Guarding: 29 CFR 1910.211 To 1910.219Document45 pagesMachine Guarding: 29 CFR 1910.211 To 1910.219Kim Lien TrinhNo ratings yet
- Physhaz 0Document3 pagesPhyshaz 0Toka MohamedNo ratings yet
- Machine Guarding PDFDocument133 pagesMachine Guarding PDFbrsharmaNo ratings yet
- Working at Height PresentationDocument26 pagesWorking at Height PresentationsapumalkNo ratings yet
- Chapter 15-Machine Guarding (Bonete, Labay and Moraleda)Document6 pagesChapter 15-Machine Guarding (Bonete, Labay and Moraleda)Evan Charl MoraledaNo ratings yet
- Protecting Workers From Machine and Point of Operation HazardsDocument6 pagesProtecting Workers From Machine and Point of Operation Hazardsikperha jomafuvweNo ratings yet
- Machine SafetyDocument16 pagesMachine SafetyjohnpaulshobayanNo ratings yet
- SASO 324 (GS 68) Industrial Safety and Health Regulations Equipment - Machinery and Guarding Part 1: General RequirementsDocument4 pagesSASO 324 (GS 68) Industrial Safety and Health Regulations Equipment - Machinery and Guarding Part 1: General RequirementsMohamed AbdinNo ratings yet
- Group 12 Machine SafetyDocument21 pagesGroup 12 Machine SafetydorojajobertNo ratings yet
- Mechanical Hazards and Common Mechanical InjuriesDocument4 pagesMechanical Hazards and Common Mechanical Injuriesabegail capistranoNo ratings yet
- Industrial Safety Engineering 3.0Document12 pagesIndustrial Safety Engineering 3.0Jayakrishnan JkNo ratings yet
- Machine Guarding: NotesDocument6 pagesMachine Guarding: NotesMBAHNo ratings yet
- Machine and Equipment Guarding: Group 5Document29 pagesMachine and Equipment Guarding: Group 5Ronald James DiazNo ratings yet
- Best Practice Guidelines For Working at Height in New ZealandDocument25 pagesBest Practice Guidelines For Working at Height in New ZealandPerwez21No ratings yet
- Department of Mechanical Engineering Report No.Document8 pagesDepartment of Mechanical Engineering Report No.DA YA NANo ratings yet
- 7 - Machine Safety PDFDocument19 pages7 - Machine Safety PDFJohn Paulo Tacud100% (1)
- FMS Staion 8 Robotic ArmDocument20 pagesFMS Staion 8 Robotic ArmatihzNo ratings yet
- Physical Hazards Machine ToolDocument3 pagesPhysical Hazards Machine ToolNamitaNo ratings yet
- Safety at Injection Moulding MachinesDocument4 pagesSafety at Injection Moulding Machinesasparagas2013No ratings yet
- Rog-Hse-Pro-015, Procedure For Machine GuardingDocument3 pagesRog-Hse-Pro-015, Procedure For Machine GuardingvladNo ratings yet
- Basics of Machine Guarding: Hazards and SolutionsDocument44 pagesBasics of Machine Guarding: Hazards and SolutionsRaziuddin FarooqiNo ratings yet
- Machine SafeguardingDocument43 pagesMachine Safeguardingfaizijust4uNo ratings yet
- Safety at Injection Moulding Machines PDFDocument4 pagesSafety at Injection Moulding Machines PDFRamón G. PachecoNo ratings yet
- Bosh Machine Safety 2Document9 pagesBosh Machine Safety 2Rovic VistaNo ratings yet
- Issue12-Chapter 2 SafetyDocument7 pagesIssue12-Chapter 2 SafetyRafael MonteiroNo ratings yet
- Lab ManualDocument34 pagesLab ManualSamuelPannierselvamShirleyNo ratings yet
- Physical Hazards 101Document24 pagesPhysical Hazards 101Mohamed AhmedNo ratings yet
- Machinery Safeguards: Barriers and Enclosure Guards Controls and Operating SafelyDocument32 pagesMachinery Safeguards: Barriers and Enclosure Guards Controls and Operating SafelyMikhaylovMikkelsenNo ratings yet
- ManualDocument202 pagesManualSri Sai100% (1)
- Workshop SafetyDocument4 pagesWorkshop Safetyaman31kuNo ratings yet
- Machine Guarding (EN and SP)Document2 pagesMachine Guarding (EN and SP)pruncu.alianmNo ratings yet
- Machine Guarding PrinciplesDocument5 pagesMachine Guarding Principlesliveconnectionz282No ratings yet
- Operating Instruction - 1999 - Instron Dynatup 8250 Drop Weight Impact Tester User ManualDocument64 pagesOperating Instruction - 1999 - Instron Dynatup 8250 Drop Weight Impact Tester User Manualmohd supian abu bakarNo ratings yet
- Life LineDocument10 pagesLife LineMukdad Al KaabiNo ratings yet
- Machine Safety: Members: Matthew Liu Mharvin Chua Rupert Mangibunong Nadine Te Gillian Luceno Samantha VeranoDocument22 pagesMachine Safety: Members: Matthew Liu Mharvin Chua Rupert Mangibunong Nadine Te Gillian Luceno Samantha VeranoCyrus RivasNo ratings yet
- Tgn01 Guidance On The Selection Use Maintenance and Inspection of Retractable Type Fall ArrestorsDocument8 pagesTgn01 Guidance On The Selection Use Maintenance and Inspection of Retractable Type Fall ArrestorsandrewhwNo ratings yet
- Machine Safety 2Document32 pagesMachine Safety 2Aldrin cj SorianoNo ratings yet
- A5e43215508a Sicherheitshinweise Simotics GP SD DP FL En-UsDocument10 pagesA5e43215508a Sicherheitshinweise Simotics GP SD DP FL En-UsMudabbir Shan AhmedNo ratings yet
- Machine Guarding PresentationDocument35 pagesMachine Guarding PresentationChristian Meana100% (2)
- Anti Two-Blocking Devices On CranesDocument2 pagesAnti Two-Blocking Devices On CranesJan Francis Wilson MapacpacNo ratings yet
- Nebosh Igc-2 Important Questions and Answers: Element 4 FourDocument7 pagesNebosh Igc-2 Important Questions and Answers: Element 4 FourWafula RobertNo ratings yet
- Lockout TagoutDocument16 pagesLockout Tagoutosers100% (1)
- Basic Occupatio Nal Safety & Health: 1) The Principles of Machine GuardingDocument7 pagesBasic Occupatio Nal Safety & Health: 1) The Principles of Machine GuardingHurty James DayonNo ratings yet
- GROUP-2 Bosh HandoutsDocument29 pagesGROUP-2 Bosh HandoutsCherish QuetivesNo ratings yet
- Field Commander Rain Bucket Wiring (ENG) Installation InstructionsDocument12 pagesField Commander Rain Bucket Wiring (ENG) Installation InstructionsenriqueNo ratings yet
- Chainsaw Operator's Manual: Chainsaw Safety, Maintenance and Cross-cutting TechniquesFrom EverandChainsaw Operator's Manual: Chainsaw Safety, Maintenance and Cross-cutting TechniquesRating: 5 out of 5 stars5/5 (1)
- IBM Maximo Visual InspectionDocument5 pagesIBM Maximo Visual Inspectionsoheil ghanbariNo ratings yet
- Ali KarimiDocument2 pagesAli Karimisoheil ghanbariNo ratings yet
- A Guide For Machine Vision in Quality ControlDocument38 pagesA Guide For Machine Vision in Quality Controlsoheil ghanbariNo ratings yet
- Digikala Keepa SM v0.4Document1 pageDigikala Keepa SM v0.4soheil ghanbariNo ratings yet
- Central Laboratories Spec: TDC FIDocument17 pagesCentral Laboratories Spec: TDC FIAkmal NizametdinovNo ratings yet
- LG Absorption Chiller Data Sheet: ModelDocument1 pageLG Absorption Chiller Data Sheet: ModelRenzo TrNo ratings yet
- Blackbook 2018 PDFDocument100 pagesBlackbook 2018 PDFLuis FreitasNo ratings yet
- Cracking in Concrete Structures - Calculation of Crack Width and Crack SpacingDocument48 pagesCracking in Concrete Structures - Calculation of Crack Width and Crack SpacingForood TorabianNo ratings yet
- Technical Information Panel RadiatorsDocument72 pagesTechnical Information Panel RadiatorsBcCbNo ratings yet
- Gaseous Oxygen SystemsDocument30 pagesGaseous Oxygen SystemsJacob Philip100% (1)
- Centrifugationnotes 2Document52 pagesCentrifugationnotes 2SNo ratings yet
- Brazing of Copper To Stainless Steel With A Low Silver Content Brazing Filler Metal 1757-899X 61 1 012016Document7 pagesBrazing of Copper To Stainless Steel With A Low Silver Content Brazing Filler Metal 1757-899X 61 1 012016mohammed sabeehNo ratings yet
- .Topic Test QP Work, Energy & Power (2024) - 2Document7 pages.Topic Test QP Work, Energy & Power (2024) - 2thabotomoledi1No ratings yet
- Hydraulic Pump, Standby Pressure and Working Pressure, Checking and AdjustingDocument5 pagesHydraulic Pump, Standby Pressure and Working Pressure, Checking and AdjustingVinod SekharNo ratings yet
- Model CB Hot Water Boiler (15-100 HP, 30 PSIG, 125 PSIG)Document5 pagesModel CB Hot Water Boiler (15-100 HP, 30 PSIG, 125 PSIG)sebaversaNo ratings yet
- Operation and Maintenance ManualDocument40 pagesOperation and Maintenance ManualRicardo PinheiroNo ratings yet
- Modbus Point ListDocument4 pagesModbus Point Listcarlos alberto100% (1)
- New Holland D150 LGP Crawler TractorDocument2 pagesNew Holland D150 LGP Crawler TractorBeatriz PinedoNo ratings yet
- 1955 Fujita - The Magnitude and Distribution of Residual StressDocument25 pages1955 Fujita - The Magnitude and Distribution of Residual StressAKNo ratings yet
- Psychrometry:: Psychrometric Chart: A Psychrometric Chart Is A Graphical Representation ofDocument1 pagePsychrometry:: Psychrometric Chart: A Psychrometric Chart Is A Graphical Representation ofvikasbnsl1No ratings yet
- Two Stroke Piston DiagnosisDocument5 pagesTwo Stroke Piston Diagnosisnebnik100% (2)
- Paquete Condensado Por Agua Hasta 5 TRDocument142 pagesPaquete Condensado Por Agua Hasta 5 TREder Yousetf Pacocha RuizNo ratings yet
- BUELL X1 Teile CatalogDocument79 pagesBUELL X1 Teile CatalogMoander SmithNo ratings yet
- Shielding Gases Selection Chart 2013Document1 pageShielding Gases Selection Chart 2013Lachie TaylorNo ratings yet
- Diverter Damper Systems - BrochureDocument8 pagesDiverter Damper Systems - Brochuregionizz100% (1)
- Catalog Foxboro Pneumatic Instruments 03-11Document88 pagesCatalog Foxboro Pneumatic Instruments 03-11Chu Tùng100% (1)
- COE Brochure Update 23062014 - 2Document17 pagesCOE Brochure Update 23062014 - 2Eng MohammedNo ratings yet
- 2 Drilling PDFDocument28 pages2 Drilling PDFgkhnNo ratings yet
- Bachelor of Science (B.SC.) Semester-V (C.B.S.) Examination Physics (Atomic Physics, Free Electron Theory and Statistical Physics) Paper-1Document2 pagesBachelor of Science (B.SC.) Semester-V (C.B.S.) Examination Physics (Atomic Physics, Free Electron Theory and Statistical Physics) Paper-1Aditya BelekarNo ratings yet
- DOM Term Work PDDC PDFDocument3 pagesDOM Term Work PDDC PDFBhavesh PatelNo ratings yet
- Digital Simulation-Ii Lab (Type Text) Page 0Document43 pagesDigital Simulation-Ii Lab (Type Text) Page 0Rahul ChowdariNo ratings yet