Download as pdf or txt
You might also like
- Bruce Mau PolimiDocument59 pagesBruce Mau PolimiDouglas PastoriNo ratings yet
- Effect of Filling Pattern On The Tensile and Flexural Mechanical Properties of FDM 3D Printed ProductsDocument15 pagesEffect of Filling Pattern On The Tensile and Flexural Mechanical Properties of FDM 3D Printed ProductsWAHYU DWI LESTARINo ratings yet
- Characterization of Mechanical Properties and Fracture Mode of PLADocument12 pagesCharacterization of Mechanical Properties and Fracture Mode of PLAatef.selmi01No ratings yet
- 3D Printed Parts With Honeycomb Internal Pattern by Fused Deposition Modelling Experimental Characterization and Production OptimizationDocument14 pages3D Printed Parts With Honeycomb Internal Pattern by Fused Deposition Modelling Experimental Characterization and Production OptimizationWissam HajarNo ratings yet
- Honeycomb LegalDocument14 pagesHoneycomb LegalMatheus NeivockNo ratings yet
- 3D Printed Parts With Honeycomb FDMDocument25 pages3D Printed Parts With Honeycomb FDMSeçkin KoçNo ratings yet
- Book ChapterDocument15 pagesBook ChapterMohammed RafficNo ratings yet
- Impact of Process Parameters On Improving The Performance of 3D Printed Recycled Polylactic Acid (rPLA) ComponentsDocument29 pagesImpact of Process Parameters On Improving The Performance of 3D Printed Recycled Polylactic Acid (rPLA) ComponentsSehili Mohamed houssemNo ratings yet
- 10.46519-ij3dptdi.1088805-2313733Document12 pages10.46519-ij3dptdi.1088805-2313733abdellahabdelmoula.01No ratings yet
- Rankouhi Et. Al., 2016Document15 pagesRankouhi Et. Al., 2016siyu chenNo ratings yet
- Akhoundi 2018Document18 pagesAkhoundi 2018Peguy RousselNo ratings yet
- 5.mechanical Properties of PLA-graphene Filament For FDM 3D PDFDocument21 pages5.mechanical Properties of PLA-graphene Filament For FDM 3D PDFAnand NagarajanNo ratings yet
- Tuncel Ticmet 2023Document12 pagesTuncel Ticmet 2023SHYAM SUNDARNo ratings yet
- Additive Manufacturing of PLA Structures Using Fused DepositionDocument15 pagesAdditive Manufacturing of PLA Structures Using Fused DepositionMechanical ClassNo ratings yet
- Polymers 16 00459Document17 pagesPolymers 16 00459Sehili Mohamed houssemNo ratings yet
- Paper COBEM 2021 - Valente Buenos Daudt Pizzolato V2Document9 pagesPaper COBEM 2021 - Valente Buenos Daudt Pizzolato V2jão silvestre da cunhaNo ratings yet
- Optimization of Process Parameters On Fused Deposition Modeling To Reduce The Circularity Error Using Genetic AlgorithmDocument12 pagesOptimization of Process Parameters On Fused Deposition Modeling To Reduce The Circularity Error Using Genetic Algorithmsathish kumarNo ratings yet
- 10 1016@j Cirpj 2020 05 009Document11 pages10 1016@j Cirpj 2020 05 009Sripriyan K 100507No ratings yet
- Polymers 15 03419 With CoverDocument23 pagesPolymers 15 03419 With Coversemevi5915No ratings yet
- Dynamic Mechanical Properties of ABS Material Processed by Fused Deposition ModellingDocument6 pagesDynamic Mechanical Properties of ABS Material Processed by Fused Deposition ModellingPaulo Canedo da SilvaNo ratings yet
- Preprints202306.0945.v1 2Document21 pagesPreprints202306.0945.v1 2alidina538No ratings yet
- A Review On Process Parameter Optimization in Material Extrusion Additive Manufacturing Using ThermoplasticDocument4 pagesA Review On Process Parameter Optimization in Material Extrusion Additive Manufacturing Using ThermoplasticInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- 4079 ArticleText 6905 2 10 20201220Document9 pages4079 ArticleText 6905 2 10 20201220arth202No ratings yet
- Faidallah Hanon Szakal Oldal 135Document20 pagesFaidallah Hanon Szakal Oldal 135Bogdan PashistyNo ratings yet
- Chemical Treatment - 90% Dimethylketone and 10% Water - ABS PartsDocument4 pagesChemical Treatment - 90% Dimethylketone and 10% Water - ABS Partsadityakashyap.pdm22No ratings yet
- Effect of Infill Pattern Scaling On Mechanical Properties of FDM Printed PLA SpecimensDocument9 pagesEffect of Infill Pattern Scaling On Mechanical Properties of FDM Printed PLA Specimensctong6255No ratings yet
- Srinivasan 2020Document8 pagesSrinivasan 2020Jasper JazNo ratings yet
- Measurements of The Mechanical Response of Unidirectional 3d-Printed PLADocument33 pagesMeasurements of The Mechanical Response of Unidirectional 3d-Printed PLARemitesh JosephNo ratings yet
- Bustillos - COFDocument16 pagesBustillos - COFKevin Sacramento Vivas NeresNo ratings yet
- Infill Pattern Lab PDFDocument10 pagesInfill Pattern Lab PDFCHAITANYA GHARAPURKARNo ratings yet
- Introduction Article PolymersDocument2 pagesIntroduction Article PolymersHoucine ZnikerNo ratings yet
- Madhes PaperDocument6 pagesMadhes PaperMADHESWARAN SNo ratings yet
- Improving Mechanical Strength in Extrusion Additive ManufacturingDocument9 pagesImproving Mechanical Strength in Extrusion Additive ManufacturingTanisha ShrivaskarNo ratings yet
- Materials and Design: Y. Song, Y. Li, W. Song, K. Yee, K.-Y. Lee, V.L. TagarielliDocument11 pagesMaterials and Design: Y. Song, Y. Li, W. Song, K. Yee, K.-Y. Lee, V.L. TagarielliDiego TonghiniNo ratings yet
- Email:, ,: Amel - Chabbi@yahoo - FR Belhadi23@Document34 pagesEmail:, ,: Amel - Chabbi@yahoo - FR Belhadi23@Is Lem ChaouiNo ratings yet
- Impact of Temperature and Material Variation On Mechanical Properties of Parts Fabricated With Fused Deposition Modeling (FDM) Additive ManufacturingDocument11 pagesImpact of Temperature and Material Variation On Mechanical Properties of Parts Fabricated With Fused Deposition Modeling (FDM) Additive ManufacturingEduardo Larsen GuthsNo ratings yet
- Effect of Process Parameters On Mechanical PropertDocument15 pagesEffect of Process Parameters On Mechanical PropertRui FerreiraNo ratings yet
- Modeling and Optimization of Extrusion Process Parameters For The Development of Nylon6-Al-Al O Alternative FDM FilamentDocument14 pagesModeling and Optimization of Extrusion Process Parameters For The Development of Nylon6-Al-Al O Alternative FDM FilamentManiNo ratings yet
- Machines 10 00750Document15 pagesMachines 10 00750Khawaja TaimoorNo ratings yet
- Optimization of FDM Process Parameters To Minimize Surface Roughness With Integrated Artificial Neural Network Model and Symbiotic Organism SearchDocument17 pagesOptimization of FDM Process Parameters To Minimize Surface Roughness With Integrated Artificial Neural Network Model and Symbiotic Organism SearchJyotisMan BorahNo ratings yet
- Coconut PlaDocument12 pagesCoconut PlaSubha NathNo ratings yet
- An Experimental Study of FDM Parameters Effects On Tensile Strength, Density, and Production Time of ABS/Cu CompositesDocument19 pagesAn Experimental Study of FDM Parameters Effects On Tensile Strength, Density, and Production Time of ABS/Cu Compositessubhashraj18No ratings yet
- Final Rapid PrototypingDocument9 pagesFinal Rapid PrototypingSunny BediNo ratings yet
- L-Anoop-Senthil2019 Article HomogenisationOfElasticPropertDocument16 pagesL-Anoop-Senthil2019 Article HomogenisationOfElasticPropertJon SnowNo ratings yet
- Torsion Analysis of The Anisotropic Behavior of FDM TechnologyDocument11 pagesTorsion Analysis of The Anisotropic Behavior of FDM TechnologySchuraviNo ratings yet
- Influence of Thermal Annealing Temperatures On Powder Mould Effectiveness To Avoid Deformations in ABS and PLA 3DPrinted PartsPolymersDocument19 pagesInfluence of Thermal Annealing Temperatures On Powder Mould Effectiveness To Avoid Deformations in ABS and PLA 3DPrinted PartsPolymersManonmani DNo ratings yet
- Application of Response Surface Methodology in Drilling of Carbon Fiber Reinforced Polymer Composite (CFRP)Document5 pagesApplication of Response Surface Methodology in Drilling of Carbon Fiber Reinforced Polymer Composite (CFRP)janakNo ratings yet
- Sahu 2013Document16 pagesSahu 2013avt01No ratings yet
- 2021+FDM+IOP Conference PaperDocument12 pages2021+FDM+IOP Conference Paperkuldeep sharmaNo ratings yet
- Dump FileDocument12 pagesDump FileMADHESWARAN SNo ratings yet
- Effect of Infill Density and Pattern On The Specific Load CapacityDocument11 pagesEffect of Infill Density and Pattern On The Specific Load CapacityYash MundlothNo ratings yet
- Application of Taguchis Experimental Design and Range Analysis in Optimization of FDM Printing Parameters For Pet G Pla and HipsDocument12 pagesApplication of Taguchis Experimental Design and Range Analysis in Optimization of FDM Printing Parameters For Pet G Pla and HipsMohammedrafficNo ratings yet
- Jcs 04 00140 v2Document25 pagesJcs 04 00140 v2aradyawp12No ratings yet
- Composites Communications: Xingshuang Peng, Miaomiao Zhang, Zhengchuan Guo, Lin Sang, Wenbin HouDocument7 pagesComposites Communications: Xingshuang Peng, Miaomiao Zhang, Zhengchuan Guo, Lin Sang, Wenbin HouKenan MuhamedagićNo ratings yet
- An Experimental Investigation On Surface Quality and Dimensional Accuracy of FDM Components PDFDocument7 pagesAn Experimental Investigation On Surface Quality and Dimensional Accuracy of FDM Components PDFnewkid2202No ratings yet
- Materials 16 04574 v2Document19 pagesMaterials 16 04574 v2mosojo111No ratings yet
- Analysis of Printing Variables To Enhance PLA, ABS, PETG 3D PrintedDocument16 pagesAnalysis of Printing Variables To Enhance PLA, ABS, PETG 3D Printedalidina538No ratings yet
- 3-D Printer Settings Effects On The Thermal Conductivity of AcrylonitrileDocument7 pages3-D Printer Settings Effects On The Thermal Conductivity of AcrylonitrileUdesh MadurangaNo ratings yet
- Materials and Design: Yu Zhao, Yuansong Chen, Yongjun ZhouDocument10 pagesMaterials and Design: Yu Zhao, Yuansong Chen, Yongjun ZhouFellipe LavaquiNo ratings yet
- L UsDocument2 pagesL UsSHYAM SUNDARNo ratings yet
- ScoeDocument25 pagesScoeSHYAM SUNDARNo ratings yet
- 1.different Hip Implant Designs Along With Femur Under Static Loading ConditionsDocument10 pages1.different Hip Implant Designs Along With Femur Under Static Loading ConditionsSHYAM SUNDARNo ratings yet
- Maeol Test CentreDocument5 pagesMaeol Test CentreSHYAM SUNDARNo ratings yet
- Puducherry Technological University: Nanotechnology NanosensorsDocument17 pagesPuducherry Technological University: Nanotechnology NanosensorsSHYAM SUNDARNo ratings yet
- Calculate The Shear Force and Bending Moment For The Beam Subjected To A Concentrated Load As Shown in The FigureDocument1 pageCalculate The Shear Force and Bending Moment For The Beam Subjected To A Concentrated Load As Shown in The FigureSHYAM SUNDARNo ratings yet
- Polymercomposites-ExperimentalAnalysisandTheoreticalModelingofthe TTLawDocument12 pagesPolymercomposites-ExperimentalAnalysisandTheoreticalModelingofthe TTLawSHYAM SUNDARNo ratings yet
- NSP Circular 2022Document2 pagesNSP Circular 2022SHYAM SUNDARNo ratings yet
- Rubn NT PPT FinalDocument11 pagesRubn NT PPT FinalSHYAM SUNDARNo ratings yet
- Essai NT PPT FinalDocument20 pagesEssai NT PPT FinalSHYAM SUNDARNo ratings yet
- Sona Namitha - Cost EvauationDocument31 pagesSona Namitha - Cost EvauationSHYAM SUNDARNo ratings yet
- What Is Wear? 1.1 DefinitionDocument18 pagesWhat Is Wear? 1.1 DefinitionSHYAM SUNDARNo ratings yet
- Puducherry Tehnological University Newer Materials and ProcessingDocument22 pagesPuducherry Tehnological University Newer Materials and ProcessingSHYAM SUNDARNo ratings yet
- Final Recruitment Notificaiton Dated 25.5.22Document6 pagesFinal Recruitment Notificaiton Dated 25.5.22SHYAM SUNDARNo ratings yet
- 3.2 Unconstrained Optimization Multiple VariablesDocument11 pages3.2 Unconstrained Optimization Multiple VariablesSHYAM SUNDARNo ratings yet
- Completely Randomized Design : Unit - II (Design of Experiments)Document6 pagesCompletely Randomized Design : Unit - II (Design of Experiments)SHYAM SUNDARNo ratings yet
- Essai Mozhi - CMTDocument30 pagesEssai Mozhi - CMTSHYAM SUNDARNo ratings yet
- Puducherry Technological University: (An Autonomous Institution of Govt. of Puducherry)Document19 pagesPuducherry Technological University: (An Autonomous Institution of Govt. of Puducherry)SHYAM SUNDARNo ratings yet
- Yuvaraj - Guidelines For ReliabilityDocument10 pagesYuvaraj - Guidelines For ReliabilitySHYAM SUNDARNo ratings yet
- Mini Project - Zeroth Review Presented by T.Praveen Kumar (21me324) K.Vamanan (21me331)Document8 pagesMini Project - Zeroth Review Presented by T.Praveen Kumar (21me324) K.Vamanan (21me331)SHYAM SUNDARNo ratings yet
- Emmission and Peformance Analysis of The Ternary DDocument21 pagesEmmission and Peformance Analysis of The Ternary DSHYAM SUNDARNo ratings yet
- Preyesh - Design For Environmental and Substainable DesignDocument18 pagesPreyesh - Design For Environmental and Substainable DesignSHYAM SUNDARNo ratings yet
- Mof Two MarksDocument17 pagesMof Two MarksSHYAM SUNDARNo ratings yet
- Mechnotes: Unit Iii Reynolds ExperimentDocument22 pagesMechnotes: Unit Iii Reynolds ExperimentSHYAM SUNDARNo ratings yet
- Mechnotes: Unit Ii Kinematics of MotionDocument38 pagesMechnotes: Unit Ii Kinematics of MotionSHYAM SUNDARNo ratings yet
- Mechnotes: Unit Iv Dimensional and Model AnalysisDocument23 pagesMechnotes: Unit Iv Dimensional and Model AnalysisSHYAM SUNDARNo ratings yet
- Mechnotes: Unit V Boundary LayerDocument15 pagesMechnotes: Unit V Boundary LayerSHYAM SUNDARNo ratings yet
- Light Electric Vehicle Powertrain AnalysisDocument16 pagesLight Electric Vehicle Powertrain AnalysisSHYAM SUNDARNo ratings yet
- Math 1100 Module 4Document27 pagesMath 1100 Module 4luismanmaggotxdNo ratings yet
- Awodey Invariance UnivalenceDocument13 pagesAwodey Invariance UnivalenceRocío SKNo ratings yet
- Edexcel IAL Biology A Level 12: Core PracticalDocument5 pagesEdexcel IAL Biology A Level 12: Core Practicalrifu91No ratings yet
- Double-Angle and Half-Angle FormulasDocument9 pagesDouble-Angle and Half-Angle FormulasMyyo TabunoNo ratings yet
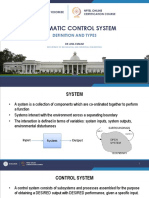
- Automatic Control W01 Lec01Document8 pagesAutomatic Control W01 Lec01Anuska DeyNo ratings yet
- RMS Inlet Pressure Calculation TheoryDocument22 pagesRMS Inlet Pressure Calculation TheoryRajesh SarkarNo ratings yet
- Flow Across Tube BanksDocument11 pagesFlow Across Tube BanksAliAlMaestroNo ratings yet
- H100 Installation IntroductionDocument48 pagesH100 Installation Introductiongerente soportec100% (1)
- Ge 104-Topic OutlineDocument6 pagesGe 104-Topic Outlinejustine galonNo ratings yet
- (9783034611787 - Building With Bamboo) 9 JointsDocument7 pages(9783034611787 - Building With Bamboo) 9 JointsAndrianNo ratings yet
- AssignQuiz2 141.417 23TP11Document9 pagesAssignQuiz2 141.417 23TP11Alex WhittakerNo ratings yet
- Econmetrics - EC4061: t t t−1 0 t t−1 t 2 εDocument2 pagesEconmetrics - EC4061: t t t−1 0 t t−1 t 2 εKabeloNo ratings yet
- DMC6040SSD: Complementary Pair Enhancement Mode MosfetDocument10 pagesDMC6040SSD: Complementary Pair Enhancement Mode MosfetCiro SpanholiNo ratings yet
- Lesson 2.0 - Introduction To Vapour Power SystemsDocument87 pagesLesson 2.0 - Introduction To Vapour Power SystemsBilly JhunNo ratings yet
- Leer Articulo 2Document21 pagesLeer Articulo 2Rosember RamirezNo ratings yet
- Indices AddmathDocument2 pagesIndices AddmathEffah AvorNo ratings yet
- Continuous Flight Auger (Cfa) Piles: Design GuidanceDocument10 pagesContinuous Flight Auger (Cfa) Piles: Design GuidanceGrzegorz WilkNo ratings yet
- Ebook Chemistry The Central Science 12Th Edition Brown Test Bank Full Chapter PDFDocument60 pagesEbook Chemistry The Central Science 12Th Edition Brown Test Bank Full Chapter PDFformatbalanoidyxl100% (13)
- Jee Mains Mock Test 1.originalDocument16 pagesJee Mains Mock Test 1.originalAdarsh.mNo ratings yet
- Structural IrregularitiesDocument14 pagesStructural IrregularitiesAnkit Dalvi100% (1)
- Books & Arts: When Quantum Physics Met PsychiatryDocument2 pagesBooks & Arts: When Quantum Physics Met PsychiatryAlex Dextr100% (1)
- BS 1881-5 - 1970Document27 pagesBS 1881-5 - 1970عمر عمرNo ratings yet
- 1 s2.0 S0263823121006352 MainDocument17 pages1 s2.0 S0263823121006352 MainkoulliredouaneNo ratings yet
- Calculation of Ore Tonnage & Grade From Drill Hole SamplesDocument10 pagesCalculation of Ore Tonnage & Grade From Drill Hole Samplesrobertchiadzwa2No ratings yet
- GR 11 Salt Analysis 1 and 2Document6 pagesGR 11 Salt Analysis 1 and 2dineshgarg2404No ratings yet
- Final For V.M 2Document21 pagesFinal For V.M 2jatans_1No ratings yet
- Analysis Characteristics of Pendulum Oscillation in PLTGL-SBDocument8 pagesAnalysis Characteristics of Pendulum Oscillation in PLTGL-SBHoo Alfando Johan HandokoNo ratings yet
- Homework 5Document1 pageHomework 5홍인기No ratings yet
- Phy Starting-1Document18 pagesPhy Starting-1darshan7474xNo ratings yet