
Enhancement of Ductility and Strength Through Microstructural Refinement by FSP of Nickel Aluminum Bronze
Enhancement of Ductility and Strength Through Microstructural Refinement by FSP of Nickel Aluminum Bronze
You might also like
- Advanced Tribology 2008Document1,033 pagesAdvanced Tribology 2008Fathia AlkelaeNo ratings yet
- In Situ Al Al3TiDocument9 pagesIn Situ Al Al3Tizobeidi sajedNo ratings yet
- Effect of Multiple-Pass Friction Stir Processing Overlapping On Microstructure and Mechanical Properties of As Cast NiAl BronzeDocument12 pagesEffect of Multiple-Pass Friction Stir Processing Overlapping On Microstructure and Mechanical Properties of As Cast NiAl BronzeFathia AlkelaeNo ratings yet
- Author's Accepted ManuscriptDocument34 pagesAuthor's Accepted ManuscriptjhaeldagNo ratings yet
- High-Temperature Deformation and Structural RestorationDocument4 pagesHigh-Temperature Deformation and Structural RestorationuuseppNo ratings yet
- The Effect of Annealing On The Microstructural Evolution and MechanicalDocument31 pagesThe Effect of Annealing On The Microstructural Evolution and Mechanicalmohammadreza hajialiNo ratings yet
- 1 s2.0 S0925838819316081 MainDocument16 pages1 s2.0 S0925838819316081 MainVivekananda SubramaniNo ratings yet
- Microstructure and Characterstis of ZR AlloyDocument8 pagesMicrostructure and Characterstis of ZR AlloyDGNPF IslamabadNo ratings yet
- Study The Mechanical Properties and Numerical Evaluation of Friction Stir Processing (FSP) For 6061-T6 Aluminum AlloysDocument10 pagesStudy The Mechanical Properties and Numerical Evaluation of Friction Stir Processing (FSP) For 6061-T6 Aluminum AlloysayadNo ratings yet
- Effect of Austenitizing Temperature On Mechanical Properties of The Mixed Bainite - Martensite Microstructure in Crmov SteelDocument8 pagesEffect of Austenitizing Temperature On Mechanical Properties of The Mixed Bainite - Martensite Microstructure in Crmov SteelMilena StajicNo ratings yet
- Investigation of Precipitation Behavior and Related Micro Structural and Mechanical Properties After FSP of Aluminum AlloyDocument5 pagesInvestigation of Precipitation Behavior and Related Micro Structural and Mechanical Properties After FSP of Aluminum AlloyiajerNo ratings yet
- Effect of Varying Carbon Content and Shot Peening Upon Fatigue Performance of Prealloyed Sintered SteelsDocument4 pagesEffect of Varying Carbon Content and Shot Peening Upon Fatigue Performance of Prealloyed Sintered SteelsalexcpmNo ratings yet
- Thin Solid Films: Cesare Borgia, Sven Olliges, Marianne Dietiker, Giancarlo Pigozzi, Ralph SpolenakDocument17 pagesThin Solid Films: Cesare Borgia, Sven Olliges, Marianne Dietiker, Giancarlo Pigozzi, Ralph Spolenakmamaug2003No ratings yet
- 2017, HAMED MIRZADEH, NewDocument9 pages2017, HAMED MIRZADEH, Newahmed ezwaiNo ratings yet
- Fabrication of Bulk Nanocrystalline Fe-C Alloy by Spark Plasma Sintering of Mechanically Milled PowderDocument6 pagesFabrication of Bulk Nanocrystalline Fe-C Alloy by Spark Plasma Sintering of Mechanically Milled Powderhema maliniNo ratings yet
- Final ReviewDocument36 pagesFinal ReviewThamimul AnsariNo ratings yet
- Abbaszadeh Et Al., 2012Document7 pagesAbbaszadeh Et Al., 2012Luan CaetanoNo ratings yet
- Woo2010 Article X-RayAndNeutronDiffractionMeasDocument7 pagesWoo2010 Article X-RayAndNeutronDiffractionMeasVignesh GandhirajNo ratings yet
- Fatigue Behaviour of Boron Free and Boron Containing Heat Treated Ti-13Zr-13Nb Alloy For Biomedical ApplicationsDocument6 pagesFatigue Behaviour of Boron Free and Boron Containing Heat Treated Ti-13Zr-13Nb Alloy For Biomedical ApplicationsPramod KumarNo ratings yet
- tmpEF67 TMPDocument4 pagestmpEF67 TMPFrontiersNo ratings yet
- High Strain Rate Superplasticity in A Friction Stir Processed 7075 Al AlloyDocument6 pagesHigh Strain Rate Superplasticity in A Friction Stir Processed 7075 Al AlloyAnand J LNo ratings yet
- Effects of Graphene Nano-Platelets (GNPS) On The MicrostructuralDocument60 pagesEffects of Graphene Nano-Platelets (GNPS) On The Microstructural許家銘No ratings yet
- 62 - Isijint 2021 441Document7 pages62 - Isijint 2021 441seenuNo ratings yet
- Mechanical and Corrosion Properties of Low-Carbon Steel Prepared by Friction Stir ProcessingDocument8 pagesMechanical and Corrosion Properties of Low-Carbon Steel Prepared by Friction Stir ProcessingSandolu Samuel TeoNo ratings yet
- Aleaciones 7000 AlDocument20 pagesAleaciones 7000 AlDavid FellinNo ratings yet
- Journal of Mechanical Engineering and Technology (Jmet) : ©iaemeDocument7 pagesJournal of Mechanical Engineering and Technology (Jmet) : ©iaemeIAEME PublicationNo ratings yet
- Multi Pass MseDocument7 pagesMulti Pass MseAbdulRhman AL-OmariNo ratings yet
- Titanio 4Document10 pagesTitanio 4Malu LoNo ratings yet
- Manufacturing Influences On The Fatigue Properties of Quenched and Tempered SAE 4140 SpecimensDocument6 pagesManufacturing Influences On The Fatigue Properties of Quenched and Tempered SAE 4140 Specimensjhon ortizNo ratings yet
- Microstructure, Thermal Stability During Creep and Fractography Study of Friction-Stir-Processed AA2024-T3 Aluminum AlloyDocument7 pagesMicrostructure, Thermal Stability During Creep and Fractography Study of Friction-Stir-Processed AA2024-T3 Aluminum AlloyRamanvlrNo ratings yet
- Effect of Friction Stir Processing On Microstructure and Mechanical Properties of AluminiumDocument8 pagesEffect of Friction Stir Processing On Microstructure and Mechanical Properties of AluminiumVENKATESH BIKKINANo ratings yet
- Journal of Alloys and CompoundsDocument5 pagesJournal of Alloys and CompoundsPhung Tuan AnhNo ratings yet
- Micrografia (Microscopia Óptica)Document23 pagesMicrografia (Microscopia Óptica)leandroNo ratings yet
- Aluminizing SiX, JMST (2009) 433Document4 pagesAluminizing SiX, JMST (2009) 433Marin RomeoNo ratings yet
- Artigo 1Document8 pagesArtigo 1Kaori OubaNo ratings yet
- Hot Consolidation and Mechanical Properties of Nanocrystalline Equiatomic Alfeticrzncu High Entropy Alloy After Mechanical AlloyingDocument6 pagesHot Consolidation and Mechanical Properties of Nanocrystalline Equiatomic Alfeticrzncu High Entropy Alloy After Mechanical AlloyingBuluc GheorgheNo ratings yet
- Author's Accepted Manuscript: Materials Science & Engineering ADocument17 pagesAuthor's Accepted Manuscript: Materials Science & Engineering Araulpalma93No ratings yet
- Cabibbo Et Al, 2003Document4 pagesCabibbo Et Al, 2003soham senNo ratings yet
- Microstructure and Microhardness of Nano Ultrafine Nufg Grained Cold Rolled 006c SteelDocument8 pagesMicrostructure and Microhardness of Nano Ultrafine Nufg Grained Cold Rolled 006c SteelhoangNo ratings yet
- Mechanical Properties of Nanostructured Nickel BasDocument6 pagesMechanical Properties of Nanostructured Nickel BasMaryam TorfehNo ratings yet
- Full TextDocument7 pagesFull TextarslansaeedarslanNo ratings yet
- 10.1016@S1003 63262065269 4 PDFDocument10 pages10.1016@S1003 63262065269 4 PDFjohn paulNo ratings yet
- 2011 - Mechanical and Functional Properties of Amorphous - Crystalline Thin Ribbons of - Belyaev Et AlDocument7 pages2011 - Mechanical and Functional Properties of Amorphous - Crystalline Thin Ribbons of - Belyaev Et AlSlava SlesarenkoNo ratings yet
- AISI 1015 Carbon Steel NitridedDocument4 pagesAISI 1015 Carbon Steel NitridedRamil SerdanNo ratings yet
- Metals 10 00027Document13 pagesMetals 10 00027kasturiNo ratings yet
- Structural and Electrical Properties of La SR Co Fe O Powders Synthesized by Solid State ReactionDocument8 pagesStructural and Electrical Properties of La SR Co Fe O Powders Synthesized by Solid State ReactionShivaraj SubramaniamNo ratings yet
- Bulk Amorphous Magnetic MaterialsDocument10 pagesBulk Amorphous Magnetic MaterialsZdenko PopNo ratings yet
- Friction Stir Processing - Analysis of The ProcessDocument11 pagesFriction Stir Processing - Analysis of The ProcessAYUSH SHUKLANo ratings yet
- Analysis of The Martensitic Transformation at Various Scales in TRIP SteelDocument4 pagesAnalysis of The Martensitic Transformation at Various Scales in TRIP SteelHarold Agudelo MNo ratings yet
- 14 THDocument4 pages14 THAdib Salandari RaboriNo ratings yet
- TC4 Santosh Hosmani IIT Indore Manuscript - Final-2Document25 pagesTC4 Santosh Hosmani IIT Indore Manuscript - Final-2Saravanan PNo ratings yet
- Referencia 4 ORIGINALDocument6 pagesReferencia 4 ORIGINALPurisaca Rubio José FernandoNo ratings yet
- Journal of Magnetism and Magnetic Materials: Sea-Fue Wang, Yung-Fu Hsu, Yi-Xin Liu, Chung-Kai HsiehDocument7 pagesJournal of Magnetism and Magnetic Materials: Sea-Fue Wang, Yung-Fu Hsu, Yi-Xin Liu, Chung-Kai HsiehHuckkey HuNo ratings yet
- Al2O3-NbC Nanocomposites P...Document22 pagesAl2O3-NbC Nanocomposites P...nilrudraNo ratings yet
- Pin Design 2Document18 pagesPin Design 2palash roy choudhuryNo ratings yet
- Statics and DynamicsDocument5 pagesStatics and DynamicsShahrul AzeerieNo ratings yet
- A Novel Technique For Developing Bimodal Grain Size Distributions in Low Carbon Steel PDFDocument4 pagesA Novel Technique For Developing Bimodal Grain Size Distributions in Low Carbon Steel PDFMohammedNo ratings yet
- Friction Stir ProcessingDocument25 pagesFriction Stir Processingkarthik100% (5)
- Spintronics for Next Generation Innovative DevicesFrom EverandSpintronics for Next Generation Innovative DevicesKatsuaki SatoNo ratings yet
- Particle Size of Gamma Prime as a Result of Vacuum Heat treatment of Inconel 738 super alloyDocument6 pagesParticle Size of Gamma Prime as a Result of Vacuum Heat treatment of Inconel 738 super alloyFathia AlkelaeNo ratings yet
- Laser Powder Bed Fusion and Post Processing of Alloy C22Document16 pagesLaser Powder Bed Fusion and Post Processing of Alloy C22Fathia AlkelaeNo ratings yet
- Effects of Heat Treatments On Microstructure and Properties of Nickel-Aluminum Bronze Fabricated by Centrifugal CastingDocument9 pagesEffects of Heat Treatments On Microstructure and Properties of Nickel-Aluminum Bronze Fabricated by Centrifugal CastingFathia AlkelaeNo ratings yet
- Fabricating Superior NiAl Bronze Components Through Wire Arc Additive ManufacturingDocument14 pagesFabricating Superior NiAl Bronze Components Through Wire Arc Additive ManufacturingFathia AlkelaeNo ratings yet
- The Effects of Production Methods On The Microstructures and Mechanical Properties of An Aluminum BronzeDocument10 pagesThe Effects of Production Methods On The Microstructures and Mechanical Properties of An Aluminum BronzeFathia AlkelaeNo ratings yet
- The Influence of Alloying, Temperature and Related Effects On The Stacking Fault EnergyDocument33 pagesThe Influence of Alloying, Temperature and Related Effects On The Stacking Fault EnergyFathia AlkelaeNo ratings yet
- Temperature Dependence of Stacking Fault Energy in Close-Packed Metals and AlloysDocument17 pagesTemperature Dependence of Stacking Fault Energy in Close-Packed Metals and AlloysFathia AlkelaeNo ratings yet
- Tribological and Mechanical Characterization of Nickel Aluminium Bronze (NAB) Manufactured by Laser Powder-Bed Fusion (L-PBF)Document10 pagesTribological and Mechanical Characterization of Nickel Aluminium Bronze (NAB) Manufactured by Laser Powder-Bed Fusion (L-PBF)Fathia AlkelaeNo ratings yet
- Characterization of Phases in A Nickel-Aluminium BronzeDocument7 pagesCharacterization of Phases in A Nickel-Aluminium BronzeFathia AlkelaeNo ratings yet
- Tribological Characteristics of Nickel-Aluminium Bronze CuAl10Ni5Fe4 Against 30CrMnSiA Steel After The Prior Corrosion TreatmentDocument6 pagesTribological Characteristics of Nickel-Aluminium Bronze CuAl10Ni5Fe4 Against 30CrMnSiA Steel After The Prior Corrosion TreatmentFathia AlkelaeNo ratings yet
- Control of Residual Oxygen The Process Atmosphere During Laser-Powder Bed Fusion Processing of Ti-6Al-4VDocument10 pagesControl of Residual Oxygen The Process Atmosphere During Laser-Powder Bed Fusion Processing of Ti-6Al-4VFathia AlkelaeNo ratings yet
- TEM STUDY OF PRECIPITATES IN LASER CLAD Ni-A1 BRONZEDocument6 pagesTEM STUDY OF PRECIPITATES IN LASER CLAD Ni-A1 BRONZEFathia AlkelaeNo ratings yet
- Eth-31148-02 (Nitrogen Doped)Document160 pagesEth-31148-02 (Nitrogen Doped)Fathia AlkelaeNo ratings yet
- Four Point BendingDocument307 pagesFour Point BendingFathia AlkelaeNo ratings yet
- Prediction of DLC Friction Lifetime Based On A Local Archard Factor Density ApproachDocument17 pagesPrediction of DLC Friction Lifetime Based On A Local Archard Factor Density ApproachFathia AlkelaeNo ratings yet
- Table of Personnel ProtectionDocument1 pageTable of Personnel ProtectionnincitoNo ratings yet
- KOREA2 - Dielectric Response of Mineral Oil Impregnated Pressboard and Transformers Papers5 - Summary - EditDocument1 pageKOREA2 - Dielectric Response of Mineral Oil Impregnated Pressboard and Transformers Papers5 - Summary - EditFari PratomosiwiNo ratings yet
- Melting Point and Boiling PointDocument14 pagesMelting Point and Boiling PointMALOU ELEVERANo ratings yet
- Choi - Effect of Welding Parameters On Tungsten Carbide - Metal Matrix Composites Produced by GMAWDocument22 pagesChoi - Effect of Welding Parameters On Tungsten Carbide - Metal Matrix Composites Produced by GMAWSimNo ratings yet
- 4 Catalog LeyboldDocument15 pages4 Catalog LeyboldAnshul JainNo ratings yet
- A Bidirectional Electrostatic Microvalve With Microsecond Switching PerformanceDocument11 pagesA Bidirectional Electrostatic Microvalve With Microsecond Switching PerformanceWasif AlamNo ratings yet
- ECOFOR For Cement Mill - Intensification of Dry Grinding Processes by Using The ECOFOR' DeviceDocument4 pagesECOFOR For Cement Mill - Intensification of Dry Grinding Processes by Using The ECOFOR' DeviceAntonNo ratings yet
- Ce 1019 Repair and Rehabilitation of StructuresDocument89 pagesCe 1019 Repair and Rehabilitation of StructuresPrasobh Shamohan50% (8)
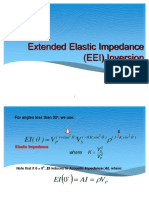
- Extended Elastic Impedance EEI Inversion PDFDocument37 pagesExtended Elastic Impedance EEI Inversion PDFsonu420No ratings yet
- Pragathi Full Test 5 Question Paper PDFDocument20 pagesPragathi Full Test 5 Question Paper PDFAkash A100% (2)
- Indian Ocean Tsunami 2004Document8 pagesIndian Ocean Tsunami 2004thelaziaNo ratings yet
- Lab Practice 1-Use of The MicroscopeDocument4 pagesLab Practice 1-Use of The MicroscopeANANo ratings yet
- Royal Composites PVT LTD India: WWW - Royalseals.co - inDocument171 pagesRoyal Composites PVT LTD India: WWW - Royalseals.co - inAalap MankadNo ratings yet
- Compound Wall DesignDocument31 pagesCompound Wall Designnikki naidu50% (2)
- King Fahd University of Petroleum & MineralsDocument15 pagesKing Fahd University of Petroleum & MineralsTommyVercettiNo ratings yet
- Ss1 Physics 1st Term Lesson Note PDFDocument47 pagesSs1 Physics 1st Term Lesson Note PDFnassreal01No ratings yet
- Progressive GR 9 2nd Q CDocument21 pagesProgressive GR 9 2nd Q CRAMIL BAUTISTANo ratings yet
- UB 254 146 31 B B F - P: X X EAM TO EAM IN LateDocument7 pagesUB 254 146 31 B B F - P: X X EAM TO EAM IN LateihpeterNo ratings yet
- Facts at Your Fingertips - Hopper Outlet Geometry and Arching - Chemical Engineering - Page 1Document6 pagesFacts at Your Fingertips - Hopper Outlet Geometry and Arching - Chemical Engineering - Page 1leandroniedbalskiNo ratings yet
- CompAir Dryer Series F2C-F1200CDocument4 pagesCompAir Dryer Series F2C-F1200CAir LogicNo ratings yet
- Pressure Operated Valves 2 - 2 Air Operated 290 CAT 00047GBDocument8 pagesPressure Operated Valves 2 - 2 Air Operated 290 CAT 00047GBNelson AlvarezNo ratings yet
- ABET LAB Unitary OperationsDocument4 pagesABET LAB Unitary OperationsPaulina PerezNo ratings yet
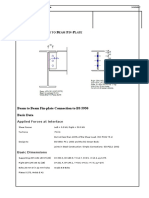
- Fillet Weld Strength Calculation Example For Welded Connection Subjected To BendingDocument6 pagesFillet Weld Strength Calculation Example For Welded Connection Subjected To Bendingchetanmale0% (1)
- TM03BSa 1 GB ADocument38 pagesTM03BSa 1 GB AIonut DeaconuNo ratings yet
- Advantages of Using Ramsey Silent ChainDocument3 pagesAdvantages of Using Ramsey Silent ChainNADYANo ratings yet
- Cold Startup Procedure 250 MWDocument7 pagesCold Startup Procedure 250 MWPrudhvi RajNo ratings yet
- HDPE Pipe Welding MachinesDocument16 pagesHDPE Pipe Welding MachinesSachin SampatNo ratings yet
- Application of Schrodinger Wave EquationsDocument10 pagesApplication of Schrodinger Wave EquationsPalak SharmaNo ratings yet
- Pumps Types Classificaion of PumpDocument3 pagesPumps Types Classificaion of Pumpmark navarrete100% (1)
- Powering and Fabrication of Small-Scale Robotics SDocument15 pagesPowering and Fabrication of Small-Scale Robotics SAhmed YehiaNo ratings yet








































































































Download as pdf or txt
You might also like
- Advanced Tribology 2008Document1,033 pagesAdvanced Tribology 2008Fathia AlkelaeNo ratings yet
- In Situ Al Al3TiDocument9 pagesIn Situ Al Al3Tizobeidi sajedNo ratings yet
- Effect of Multiple-Pass Friction Stir Processing Overlapping On Microstructure and Mechanical Properties of As Cast NiAl BronzeDocument12 pagesEffect of Multiple-Pass Friction Stir Processing Overlapping On Microstructure and Mechanical Properties of As Cast NiAl BronzeFathia AlkelaeNo ratings yet
- Author's Accepted ManuscriptDocument34 pagesAuthor's Accepted ManuscriptjhaeldagNo ratings yet
- High-Temperature Deformation and Structural RestorationDocument4 pagesHigh-Temperature Deformation and Structural RestorationuuseppNo ratings yet
- The Effect of Annealing On The Microstructural Evolution and MechanicalDocument31 pagesThe Effect of Annealing On The Microstructural Evolution and Mechanicalmohammadreza hajialiNo ratings yet
- 1 s2.0 S0925838819316081 MainDocument16 pages1 s2.0 S0925838819316081 MainVivekananda SubramaniNo ratings yet
- Microstructure and Characterstis of ZR AlloyDocument8 pagesMicrostructure and Characterstis of ZR AlloyDGNPF IslamabadNo ratings yet
- Study The Mechanical Properties and Numerical Evaluation of Friction Stir Processing (FSP) For 6061-T6 Aluminum AlloysDocument10 pagesStudy The Mechanical Properties and Numerical Evaluation of Friction Stir Processing (FSP) For 6061-T6 Aluminum AlloysayadNo ratings yet
- Effect of Austenitizing Temperature On Mechanical Properties of The Mixed Bainite - Martensite Microstructure in Crmov SteelDocument8 pagesEffect of Austenitizing Temperature On Mechanical Properties of The Mixed Bainite - Martensite Microstructure in Crmov SteelMilena StajicNo ratings yet
- Investigation of Precipitation Behavior and Related Micro Structural and Mechanical Properties After FSP of Aluminum AlloyDocument5 pagesInvestigation of Precipitation Behavior and Related Micro Structural and Mechanical Properties After FSP of Aluminum AlloyiajerNo ratings yet
- Effect of Varying Carbon Content and Shot Peening Upon Fatigue Performance of Prealloyed Sintered SteelsDocument4 pagesEffect of Varying Carbon Content and Shot Peening Upon Fatigue Performance of Prealloyed Sintered SteelsalexcpmNo ratings yet
- Thin Solid Films: Cesare Borgia, Sven Olliges, Marianne Dietiker, Giancarlo Pigozzi, Ralph SpolenakDocument17 pagesThin Solid Films: Cesare Borgia, Sven Olliges, Marianne Dietiker, Giancarlo Pigozzi, Ralph Spolenakmamaug2003No ratings yet
- 2017, HAMED MIRZADEH, NewDocument9 pages2017, HAMED MIRZADEH, Newahmed ezwaiNo ratings yet
- Fabrication of Bulk Nanocrystalline Fe-C Alloy by Spark Plasma Sintering of Mechanically Milled PowderDocument6 pagesFabrication of Bulk Nanocrystalline Fe-C Alloy by Spark Plasma Sintering of Mechanically Milled Powderhema maliniNo ratings yet
- Final ReviewDocument36 pagesFinal ReviewThamimul AnsariNo ratings yet
- Abbaszadeh Et Al., 2012Document7 pagesAbbaszadeh Et Al., 2012Luan CaetanoNo ratings yet
- Woo2010 Article X-RayAndNeutronDiffractionMeasDocument7 pagesWoo2010 Article X-RayAndNeutronDiffractionMeasVignesh GandhirajNo ratings yet
- Fatigue Behaviour of Boron Free and Boron Containing Heat Treated Ti-13Zr-13Nb Alloy For Biomedical ApplicationsDocument6 pagesFatigue Behaviour of Boron Free and Boron Containing Heat Treated Ti-13Zr-13Nb Alloy For Biomedical ApplicationsPramod KumarNo ratings yet
- tmpEF67 TMPDocument4 pagestmpEF67 TMPFrontiersNo ratings yet
- High Strain Rate Superplasticity in A Friction Stir Processed 7075 Al AlloyDocument6 pagesHigh Strain Rate Superplasticity in A Friction Stir Processed 7075 Al AlloyAnand J LNo ratings yet
- Effects of Graphene Nano-Platelets (GNPS) On The MicrostructuralDocument60 pagesEffects of Graphene Nano-Platelets (GNPS) On The Microstructural許家銘No ratings yet
- 62 - Isijint 2021 441Document7 pages62 - Isijint 2021 441seenuNo ratings yet
- Mechanical and Corrosion Properties of Low-Carbon Steel Prepared by Friction Stir ProcessingDocument8 pagesMechanical and Corrosion Properties of Low-Carbon Steel Prepared by Friction Stir ProcessingSandolu Samuel TeoNo ratings yet
- Aleaciones 7000 AlDocument20 pagesAleaciones 7000 AlDavid FellinNo ratings yet
- Journal of Mechanical Engineering and Technology (Jmet) : ©iaemeDocument7 pagesJournal of Mechanical Engineering and Technology (Jmet) : ©iaemeIAEME PublicationNo ratings yet
- Multi Pass MseDocument7 pagesMulti Pass MseAbdulRhman AL-OmariNo ratings yet
- Titanio 4Document10 pagesTitanio 4Malu LoNo ratings yet
- Manufacturing Influences On The Fatigue Properties of Quenched and Tempered SAE 4140 SpecimensDocument6 pagesManufacturing Influences On The Fatigue Properties of Quenched and Tempered SAE 4140 Specimensjhon ortizNo ratings yet
- Microstructure, Thermal Stability During Creep and Fractography Study of Friction-Stir-Processed AA2024-T3 Aluminum AlloyDocument7 pagesMicrostructure, Thermal Stability During Creep and Fractography Study of Friction-Stir-Processed AA2024-T3 Aluminum AlloyRamanvlrNo ratings yet
- Effect of Friction Stir Processing On Microstructure and Mechanical Properties of AluminiumDocument8 pagesEffect of Friction Stir Processing On Microstructure and Mechanical Properties of AluminiumVENKATESH BIKKINANo ratings yet
- Journal of Alloys and CompoundsDocument5 pagesJournal of Alloys and CompoundsPhung Tuan AnhNo ratings yet
- Micrografia (Microscopia Óptica)Document23 pagesMicrografia (Microscopia Óptica)leandroNo ratings yet
- Aluminizing SiX, JMST (2009) 433Document4 pagesAluminizing SiX, JMST (2009) 433Marin RomeoNo ratings yet
- Artigo 1Document8 pagesArtigo 1Kaori OubaNo ratings yet
- Hot Consolidation and Mechanical Properties of Nanocrystalline Equiatomic Alfeticrzncu High Entropy Alloy After Mechanical AlloyingDocument6 pagesHot Consolidation and Mechanical Properties of Nanocrystalline Equiatomic Alfeticrzncu High Entropy Alloy After Mechanical AlloyingBuluc GheorgheNo ratings yet
- Author's Accepted Manuscript: Materials Science & Engineering ADocument17 pagesAuthor's Accepted Manuscript: Materials Science & Engineering Araulpalma93No ratings yet
- Cabibbo Et Al, 2003Document4 pagesCabibbo Et Al, 2003soham senNo ratings yet
- Microstructure and Microhardness of Nano Ultrafine Nufg Grained Cold Rolled 006c SteelDocument8 pagesMicrostructure and Microhardness of Nano Ultrafine Nufg Grained Cold Rolled 006c SteelhoangNo ratings yet
- Mechanical Properties of Nanostructured Nickel BasDocument6 pagesMechanical Properties of Nanostructured Nickel BasMaryam TorfehNo ratings yet
- Full TextDocument7 pagesFull TextarslansaeedarslanNo ratings yet
- 10.1016@S1003 63262065269 4 PDFDocument10 pages10.1016@S1003 63262065269 4 PDFjohn paulNo ratings yet
- 2011 - Mechanical and Functional Properties of Amorphous - Crystalline Thin Ribbons of - Belyaev Et AlDocument7 pages2011 - Mechanical and Functional Properties of Amorphous - Crystalline Thin Ribbons of - Belyaev Et AlSlava SlesarenkoNo ratings yet
- AISI 1015 Carbon Steel NitridedDocument4 pagesAISI 1015 Carbon Steel NitridedRamil SerdanNo ratings yet
- Metals 10 00027Document13 pagesMetals 10 00027kasturiNo ratings yet
- Structural and Electrical Properties of La SR Co Fe O Powders Synthesized by Solid State ReactionDocument8 pagesStructural and Electrical Properties of La SR Co Fe O Powders Synthesized by Solid State ReactionShivaraj SubramaniamNo ratings yet
- Bulk Amorphous Magnetic MaterialsDocument10 pagesBulk Amorphous Magnetic MaterialsZdenko PopNo ratings yet
- Friction Stir Processing - Analysis of The ProcessDocument11 pagesFriction Stir Processing - Analysis of The ProcessAYUSH SHUKLANo ratings yet
- Analysis of The Martensitic Transformation at Various Scales in TRIP SteelDocument4 pagesAnalysis of The Martensitic Transformation at Various Scales in TRIP SteelHarold Agudelo MNo ratings yet
- 14 THDocument4 pages14 THAdib Salandari RaboriNo ratings yet
- TC4 Santosh Hosmani IIT Indore Manuscript - Final-2Document25 pagesTC4 Santosh Hosmani IIT Indore Manuscript - Final-2Saravanan PNo ratings yet
- Referencia 4 ORIGINALDocument6 pagesReferencia 4 ORIGINALPurisaca Rubio José FernandoNo ratings yet
- Journal of Magnetism and Magnetic Materials: Sea-Fue Wang, Yung-Fu Hsu, Yi-Xin Liu, Chung-Kai HsiehDocument7 pagesJournal of Magnetism and Magnetic Materials: Sea-Fue Wang, Yung-Fu Hsu, Yi-Xin Liu, Chung-Kai HsiehHuckkey HuNo ratings yet
- Al2O3-NbC Nanocomposites P...Document22 pagesAl2O3-NbC Nanocomposites P...nilrudraNo ratings yet
- Pin Design 2Document18 pagesPin Design 2palash roy choudhuryNo ratings yet
- Statics and DynamicsDocument5 pagesStatics and DynamicsShahrul AzeerieNo ratings yet
- A Novel Technique For Developing Bimodal Grain Size Distributions in Low Carbon Steel PDFDocument4 pagesA Novel Technique For Developing Bimodal Grain Size Distributions in Low Carbon Steel PDFMohammedNo ratings yet
- Friction Stir ProcessingDocument25 pagesFriction Stir Processingkarthik100% (5)
- Spintronics for Next Generation Innovative DevicesFrom EverandSpintronics for Next Generation Innovative DevicesKatsuaki SatoNo ratings yet
- Particle Size of Gamma Prime as a Result of Vacuum Heat treatment of Inconel 738 super alloyDocument6 pagesParticle Size of Gamma Prime as a Result of Vacuum Heat treatment of Inconel 738 super alloyFathia AlkelaeNo ratings yet
- Laser Powder Bed Fusion and Post Processing of Alloy C22Document16 pagesLaser Powder Bed Fusion and Post Processing of Alloy C22Fathia AlkelaeNo ratings yet
- Effects of Heat Treatments On Microstructure and Properties of Nickel-Aluminum Bronze Fabricated by Centrifugal CastingDocument9 pagesEffects of Heat Treatments On Microstructure and Properties of Nickel-Aluminum Bronze Fabricated by Centrifugal CastingFathia AlkelaeNo ratings yet
- Fabricating Superior NiAl Bronze Components Through Wire Arc Additive ManufacturingDocument14 pagesFabricating Superior NiAl Bronze Components Through Wire Arc Additive ManufacturingFathia AlkelaeNo ratings yet
- The Effects of Production Methods On The Microstructures and Mechanical Properties of An Aluminum BronzeDocument10 pagesThe Effects of Production Methods On The Microstructures and Mechanical Properties of An Aluminum BronzeFathia AlkelaeNo ratings yet
- The Influence of Alloying, Temperature and Related Effects On The Stacking Fault EnergyDocument33 pagesThe Influence of Alloying, Temperature and Related Effects On The Stacking Fault EnergyFathia AlkelaeNo ratings yet
- Temperature Dependence of Stacking Fault Energy in Close-Packed Metals and AlloysDocument17 pagesTemperature Dependence of Stacking Fault Energy in Close-Packed Metals and AlloysFathia AlkelaeNo ratings yet
- Tribological and Mechanical Characterization of Nickel Aluminium Bronze (NAB) Manufactured by Laser Powder-Bed Fusion (L-PBF)Document10 pagesTribological and Mechanical Characterization of Nickel Aluminium Bronze (NAB) Manufactured by Laser Powder-Bed Fusion (L-PBF)Fathia AlkelaeNo ratings yet
- Characterization of Phases in A Nickel-Aluminium BronzeDocument7 pagesCharacterization of Phases in A Nickel-Aluminium BronzeFathia AlkelaeNo ratings yet
- Tribological Characteristics of Nickel-Aluminium Bronze CuAl10Ni5Fe4 Against 30CrMnSiA Steel After The Prior Corrosion TreatmentDocument6 pagesTribological Characteristics of Nickel-Aluminium Bronze CuAl10Ni5Fe4 Against 30CrMnSiA Steel After The Prior Corrosion TreatmentFathia AlkelaeNo ratings yet
- Control of Residual Oxygen The Process Atmosphere During Laser-Powder Bed Fusion Processing of Ti-6Al-4VDocument10 pagesControl of Residual Oxygen The Process Atmosphere During Laser-Powder Bed Fusion Processing of Ti-6Al-4VFathia AlkelaeNo ratings yet
- TEM STUDY OF PRECIPITATES IN LASER CLAD Ni-A1 BRONZEDocument6 pagesTEM STUDY OF PRECIPITATES IN LASER CLAD Ni-A1 BRONZEFathia AlkelaeNo ratings yet
- Eth-31148-02 (Nitrogen Doped)Document160 pagesEth-31148-02 (Nitrogen Doped)Fathia AlkelaeNo ratings yet
- Four Point BendingDocument307 pagesFour Point BendingFathia AlkelaeNo ratings yet
- Prediction of DLC Friction Lifetime Based On A Local Archard Factor Density ApproachDocument17 pagesPrediction of DLC Friction Lifetime Based On A Local Archard Factor Density ApproachFathia AlkelaeNo ratings yet
- Table of Personnel ProtectionDocument1 pageTable of Personnel ProtectionnincitoNo ratings yet
- KOREA2 - Dielectric Response of Mineral Oil Impregnated Pressboard and Transformers Papers5 - Summary - EditDocument1 pageKOREA2 - Dielectric Response of Mineral Oil Impregnated Pressboard and Transformers Papers5 - Summary - EditFari PratomosiwiNo ratings yet
- Melting Point and Boiling PointDocument14 pagesMelting Point and Boiling PointMALOU ELEVERANo ratings yet
- Choi - Effect of Welding Parameters On Tungsten Carbide - Metal Matrix Composites Produced by GMAWDocument22 pagesChoi - Effect of Welding Parameters On Tungsten Carbide - Metal Matrix Composites Produced by GMAWSimNo ratings yet
- 4 Catalog LeyboldDocument15 pages4 Catalog LeyboldAnshul JainNo ratings yet
- A Bidirectional Electrostatic Microvalve With Microsecond Switching PerformanceDocument11 pagesA Bidirectional Electrostatic Microvalve With Microsecond Switching PerformanceWasif AlamNo ratings yet
- ECOFOR For Cement Mill - Intensification of Dry Grinding Processes by Using The ECOFOR' DeviceDocument4 pagesECOFOR For Cement Mill - Intensification of Dry Grinding Processes by Using The ECOFOR' DeviceAntonNo ratings yet
- Ce 1019 Repair and Rehabilitation of StructuresDocument89 pagesCe 1019 Repair and Rehabilitation of StructuresPrasobh Shamohan50% (8)
- Extended Elastic Impedance EEI Inversion PDFDocument37 pagesExtended Elastic Impedance EEI Inversion PDFsonu420No ratings yet
- Pragathi Full Test 5 Question Paper PDFDocument20 pagesPragathi Full Test 5 Question Paper PDFAkash A100% (2)
- Indian Ocean Tsunami 2004Document8 pagesIndian Ocean Tsunami 2004thelaziaNo ratings yet
- Lab Practice 1-Use of The MicroscopeDocument4 pagesLab Practice 1-Use of The MicroscopeANANo ratings yet
- Royal Composites PVT LTD India: WWW - Royalseals.co - inDocument171 pagesRoyal Composites PVT LTD India: WWW - Royalseals.co - inAalap MankadNo ratings yet
- Compound Wall DesignDocument31 pagesCompound Wall Designnikki naidu50% (2)
- King Fahd University of Petroleum & MineralsDocument15 pagesKing Fahd University of Petroleum & MineralsTommyVercettiNo ratings yet
- Ss1 Physics 1st Term Lesson Note PDFDocument47 pagesSs1 Physics 1st Term Lesson Note PDFnassreal01No ratings yet
- Progressive GR 9 2nd Q CDocument21 pagesProgressive GR 9 2nd Q CRAMIL BAUTISTANo ratings yet
- UB 254 146 31 B B F - P: X X EAM TO EAM IN LateDocument7 pagesUB 254 146 31 B B F - P: X X EAM TO EAM IN LateihpeterNo ratings yet
- Facts at Your Fingertips - Hopper Outlet Geometry and Arching - Chemical Engineering - Page 1Document6 pagesFacts at Your Fingertips - Hopper Outlet Geometry and Arching - Chemical Engineering - Page 1leandroniedbalskiNo ratings yet
- CompAir Dryer Series F2C-F1200CDocument4 pagesCompAir Dryer Series F2C-F1200CAir LogicNo ratings yet
- Pressure Operated Valves 2 - 2 Air Operated 290 CAT 00047GBDocument8 pagesPressure Operated Valves 2 - 2 Air Operated 290 CAT 00047GBNelson AlvarezNo ratings yet
- ABET LAB Unitary OperationsDocument4 pagesABET LAB Unitary OperationsPaulina PerezNo ratings yet
- Fillet Weld Strength Calculation Example For Welded Connection Subjected To BendingDocument6 pagesFillet Weld Strength Calculation Example For Welded Connection Subjected To Bendingchetanmale0% (1)
- TM03BSa 1 GB ADocument38 pagesTM03BSa 1 GB AIonut DeaconuNo ratings yet
- Advantages of Using Ramsey Silent ChainDocument3 pagesAdvantages of Using Ramsey Silent ChainNADYANo ratings yet
- Cold Startup Procedure 250 MWDocument7 pagesCold Startup Procedure 250 MWPrudhvi RajNo ratings yet
- HDPE Pipe Welding MachinesDocument16 pagesHDPE Pipe Welding MachinesSachin SampatNo ratings yet
- Application of Schrodinger Wave EquationsDocument10 pagesApplication of Schrodinger Wave EquationsPalak SharmaNo ratings yet
- Pumps Types Classificaion of PumpDocument3 pagesPumps Types Classificaion of Pumpmark navarrete100% (1)
- Powering and Fabrication of Small-Scale Robotics SDocument15 pagesPowering and Fabrication of Small-Scale Robotics SAhmed YehiaNo ratings yet